Defender 90 / 110 / 130. Manual - part 38
2.50
LITRE
DIESEL ENGINE
3. New Pistons
-
Original pistons fitted to new
engines at t h e factory are specially graded to
facilitate assembly. The grade letter on the piston
crown should be ignored when ordering new
pistons. Genuine Land Rover service standard size
pistons
supplied 0,025
(0.001 in)
to allow
for
production tolerances on new engines.
When fitting
pistons to a standard size cylinder
block the
must be honed to accommodate the
pistons
with
the correct clearances.
In addition
Land Rover pistons are available
and
(0.020 and 0.040 in) oversize for fitting to rebored
cylinder blocks.
limits for new standard size pistons
in a
standard cylinder bore measured
at right angles
to
the gudgeon pin are
in the “General specification
data” section.
When taking the following measurements the
cylinder block and pistons must be a t the same
temperature to ensure accuracy.
Using a suitable micrometer measure the pistons at
the bottom
of
skirt at right angles to the
gudgeon pin.
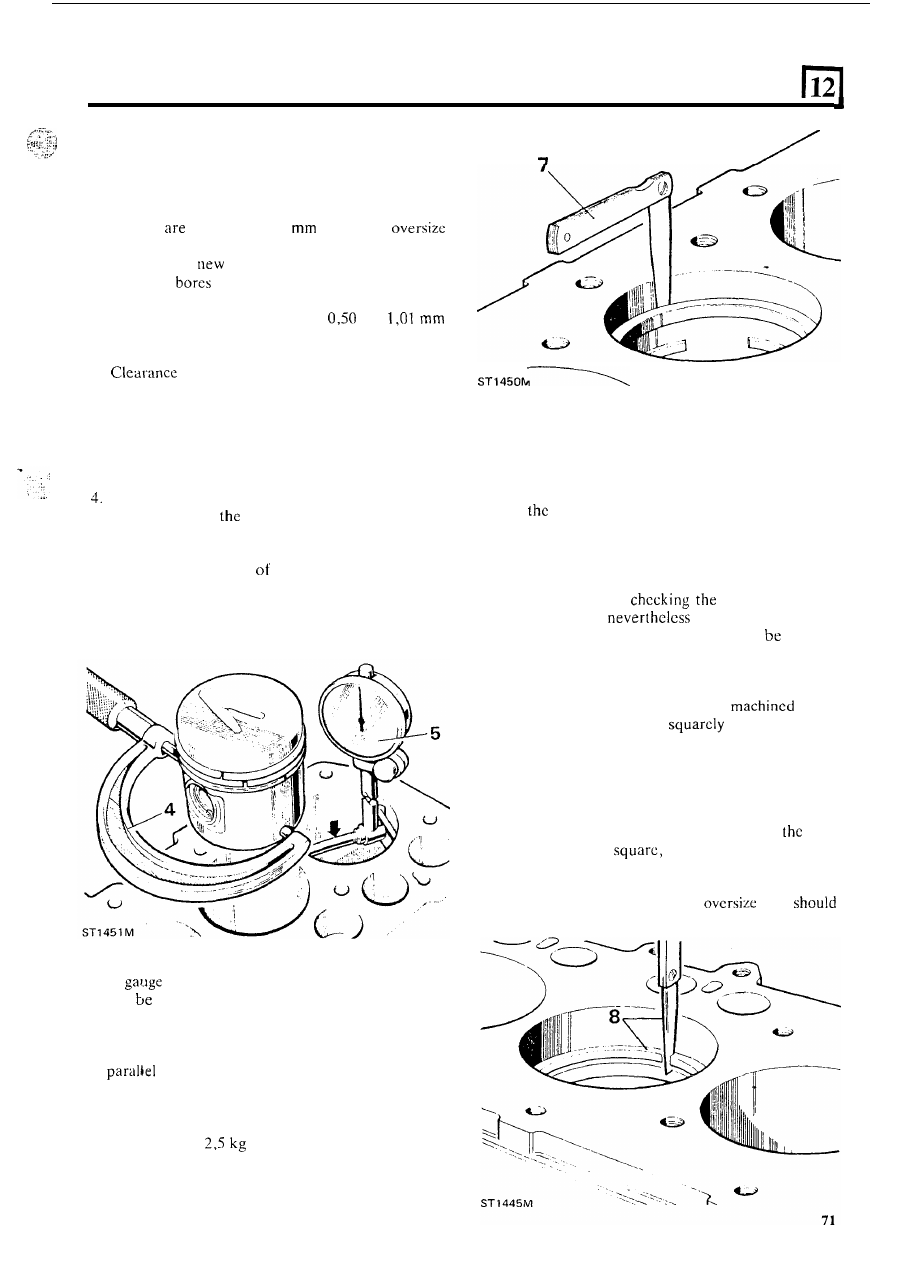
5. With an inside micrometer
or
cylinder gauge
measure the diameter
the bore at approximately
half-way down and note the reading.
6. The clearance is determined by subtracting the
piston diameter from the bore diameter.
7 . If
equipment is not available the clearance
can
assessed by placing
a
long, suitably sized,
feeler gauge down t h e thrust side
of the bore and
inserting the appropriate piston, ‘upside down’,
in
the bore and position
it
with the gudgeon pin
to the crankshaft axis. Push the piston
down the bore and stop at the tightest point and
whilst holding the piston still, slowly withdraw the
feeler
gauge.
If
a
steady
resistance
of
approximately
(6 Ibs) is felt, the clearance is
satisfactory.
Inspect piston
rings
Normally when an engine is being overhauled the
piston rings are discarded unless the pistons have been
removed for
a different purpose and the engine has
only completed a small mileage. Before refitting the
piston
rings should be examined for wear and
damage. In addition the rings must be checked for side
clearance in the pistons and gap
in
the
bores.
The latter
two checks must be made when fitting new rings to new
and used pistons.
8. Check gap When
ring gap in worn
bores, but are
within
the acceptable
taper and ovality limits, the ring must
inserted
squarely into the bottom of the bore at the lowest
point of the piston travel.
To ensure squareness of
the ring push the ring down the bore to the correct
position with a piston. With newly
bores,
the ring may be inserted
into any position
in the bore.
9. Using an appropriate feeler guage check the gaps
of all the rings, in turn, including the oil control
ring assembly.
The correct gaps are listed in the Data Section.
If
any gap is less than that specified, remove
ring,
and file the ends
whilst holding the ring
in
a
filing jig o r vice. Should any gap be excessively
wide and not likely
to
close-up to within the
specified limits when hot, an
ring
be fitted.