Defender 90 / 110 / 130. Manual - part 24
...
.
.
,
.
.
...
.
.
.
.
. .
.
.
... .
,
. . .
....
2.25
LITRE PETROL AND DIESEL ENGINE
Assemble pistons
to
connecting-rods
27. Petrol engine pistons can be fitted either way
round, except those that are being refitted to their
original bores
in which case they must be fitted to
the connecting-rod in the same position in
accordance with the mark made during removal.
28. Inscrt a circlip
in
side of the gudgeon pin boss
and assemble the piston to
connecting-rod with
t h e
gudgeon pin. Secure the assembly with a circlip
on the opposite side of the piston.
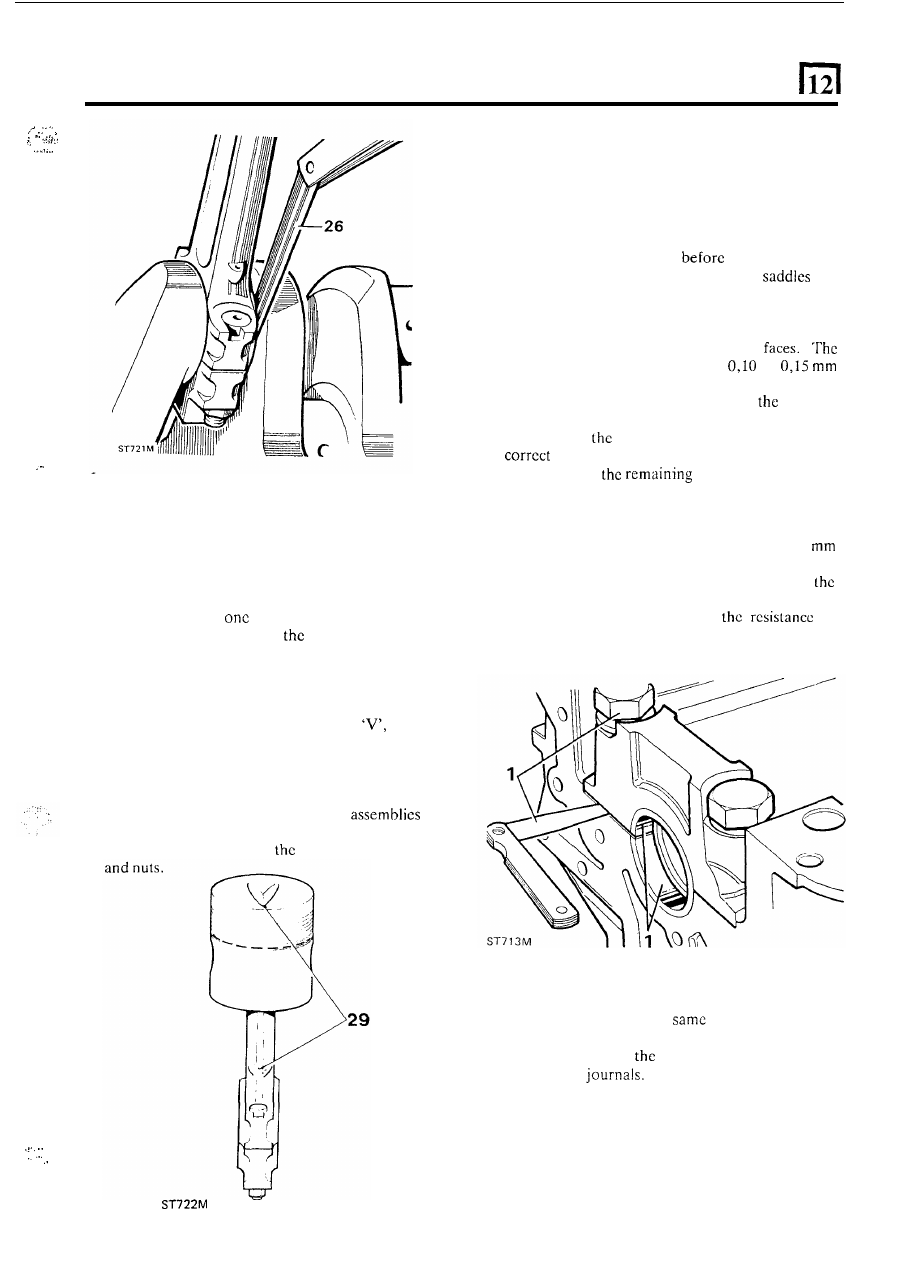
29. Diesel engine pistons must only be fitted one way
in relation to the connecting-rod. The piston must
be assembled with
t h e point
of the
on the
piston crown, on the same side
as the lubrication
hole in the connecting-rod. Assemble the piston to
the connecting-rod
in
the same manner as for the
petrol engine.
Place
the
piston and connecting-rod
to
one side ready
for fitting to the cylinder block. It is
good practice to renew
connecting-rod bolts
ASSEMBLE ENGINE
FIT CRANKSHAFT
Main bearing nip and clearance
New main bearing halves are supplied with a protective
coating and must be degreased
fitting.
1. Fit the bearing halves in the crankcase
and
caps and secure the caps to
the crankcase and
tighten
to
the correct torque. Slacken the bolts
on
one side
of
the caps only and, with a feeler gauge,
check t h e gap between the joint
clearance
or nip must be within
to
(0.004 to 0.006 in). T h e bearing nip can be
adjusted by selective assembly of
bearing
halves available in varying thicknesses.
Do not file
or machine
caps or saddles
to achicvc the
clearance. Note that the rear main bearings
are wider than
four.
2. T o make a final check that the clearance is correct,
leave the bearing halves
in the crankcase saddles
and carefully lower the crankshaft into position.
Check each bearing
in turn by inserting a 0,063
(0.0025 in) shim paper between the bearing cap
and crankshaft journal and tighten the bolts to
correct torque.
If the clearance is correct, there
should be
a slight increase
in
to
rotation of the crankshaft.
As an alternative ‘Plastigauge’ may
bc used to
check the clearance
in the
manner
as with the
connecting-rod bearings. This material may
also be
used to determine
amount
of wear
in
used
bearings and
continued
15