Defender 90 / 110 / 130. Manual - part 22
2.25 LITRE PETROL AND DIESEL ENGINE
REMOVE THE CONNECTING-RODS AND PISTONS
REMOVE,
INSPECT
AND
OVERHAUL
CRANKSHAFT
During
the following instructions it is important that all
components are kept
in related sets and the pistons arc
identified with their respective bores.
1. Turn the crankshaft to bring the connecting-rod
caps
to an accessible position and remove each cap
and lower shell in turn. Note that the connecting-
rod caps are numbered one to four.
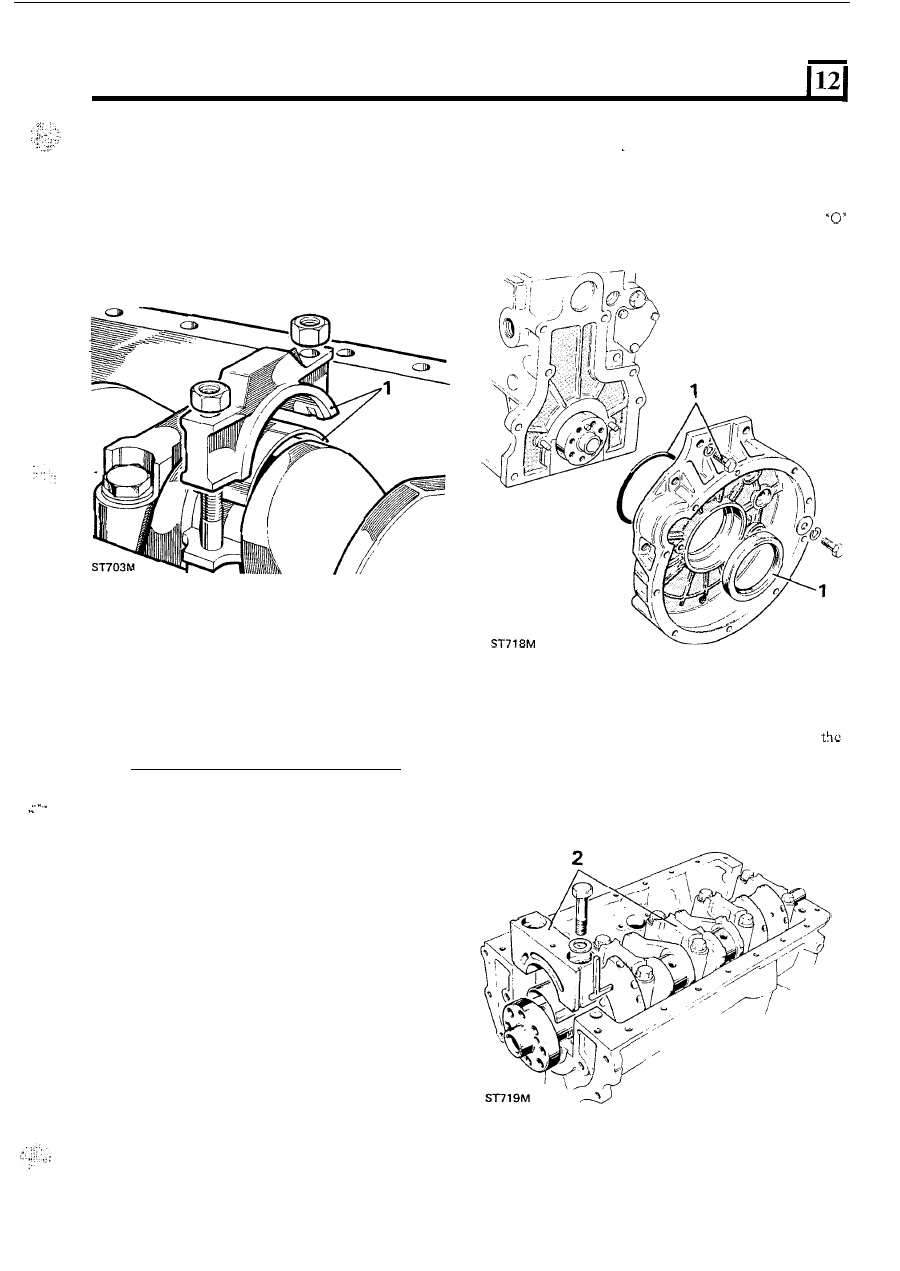
1.
Remove the eight bolts securing the flywheel
housing to the cylinder block and remove
the
housing and rear main bearing oil seal, and
ring.
.
2.
Push each piston asscmbly up the bore and
withdraw from the cylindcr block. Assemble the
caps and shell.? to the connecting-rods and place
to
one side for inspection with the cylinder block at a
later stage.
2. Remove the main bearing caps and shells and
lift
out the crankshaft. Collect the bearing shells from
the bearing saddles and the thrust washers from
centre saddle.
.
.
continued
7