Defender (1993+). Manual - part 69
FRONT
AXLE AND
FINAL DRIVE
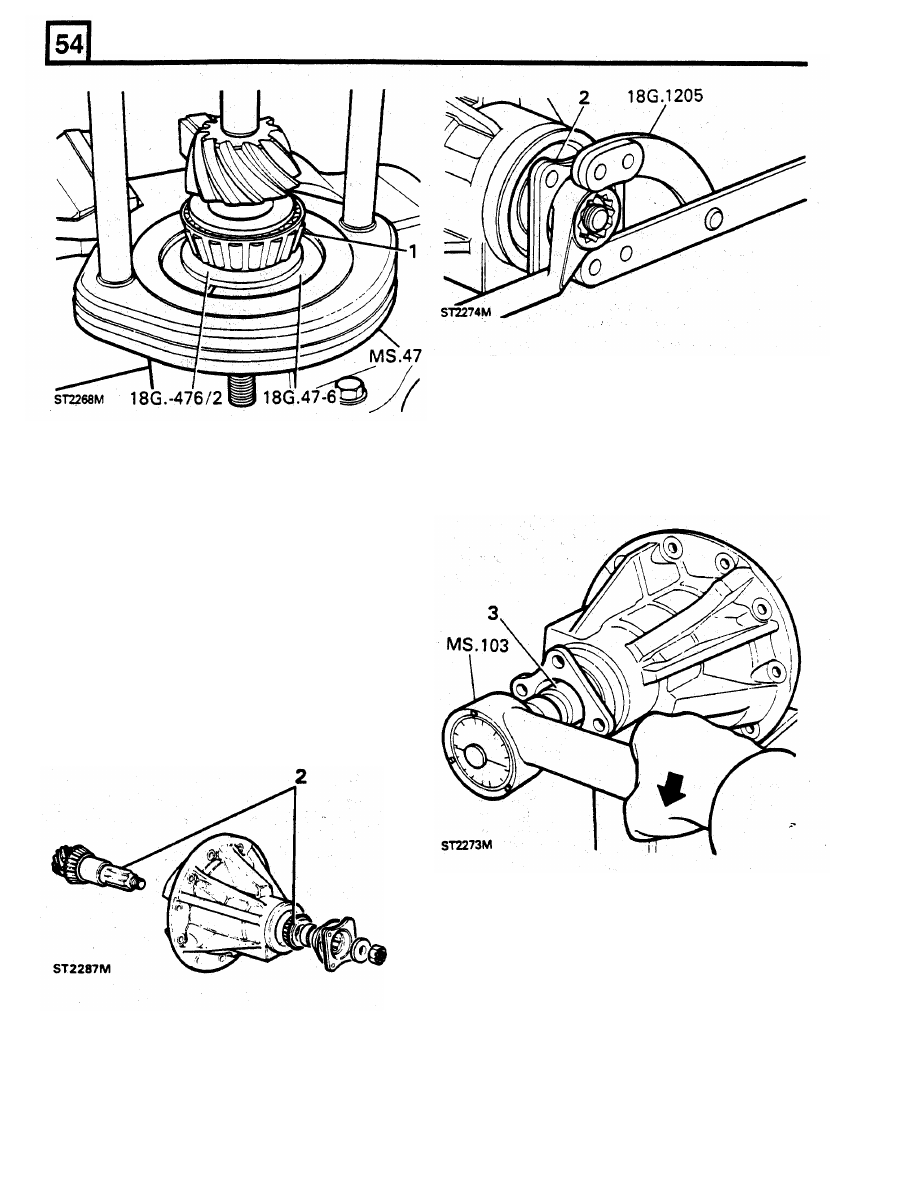
3. Fit a suitable socket to the torque pre-load
meter M.S. 103 or a suitable alternative, and
check the pre-load figure by turning the
pinion, with the meter, in a clockwise
direction. Continue to tighten the nut until the
gauge reads 2 to 4 Nm.
4. Note that i f the original, bedded-in, bearings
are being refitted the pre-load figure should be
1.2 to 1.7 Nm.
The object of the following instructions is
to
establish
the correct height of the pinion, in the pinion
housing,
so that it
will
mesh correctly with the crown
wheel. This may entail raising or lowering the pinion
by adjusting the value of the shims behind the pinion
head bearing track. In order to achieve this, the
pinion bearings must be temporarily pre-loaded
to
the same figure as they will be when the differential
is finally assembled.
2. Insert the pinion into the housing and
fit
the
tail bearing without any pre-load shims. Fit the
spacer and drive flange, omit the oil seal, and
secure the assembly with the washer and nut.
Restrain the flange with service
tool
18G
1205
or the reverse end
of
RO
530105,
and slowly
tighten the nut
a little at a time and remove
the flange restrainer.
5. Secure the pinion housing vertically in the vice
so that the pinion is uppermost. It will be
noted that in addition to the serial number
etched on the pinion end face there may be a
figure with a minus (-) or a plus (+) sign
before it. This figure indicates, in thousandths
of an inch, whether the depth of the pinion
head, (dimension A), is under or oversize from
the designed dimension. A pinion without
these figures must be set in the pinion
housing at the nominal height dimension. The
nominal height dimension is represented by
the pinion height setting block 18G191-4. The
dimension
I
S
taken from the pinion end face to
the lowest point i n the differential carrier
bearing saddle in the pinion housing.