Iveco Daily. Manual - part 244
Revi - February 2005
1
2
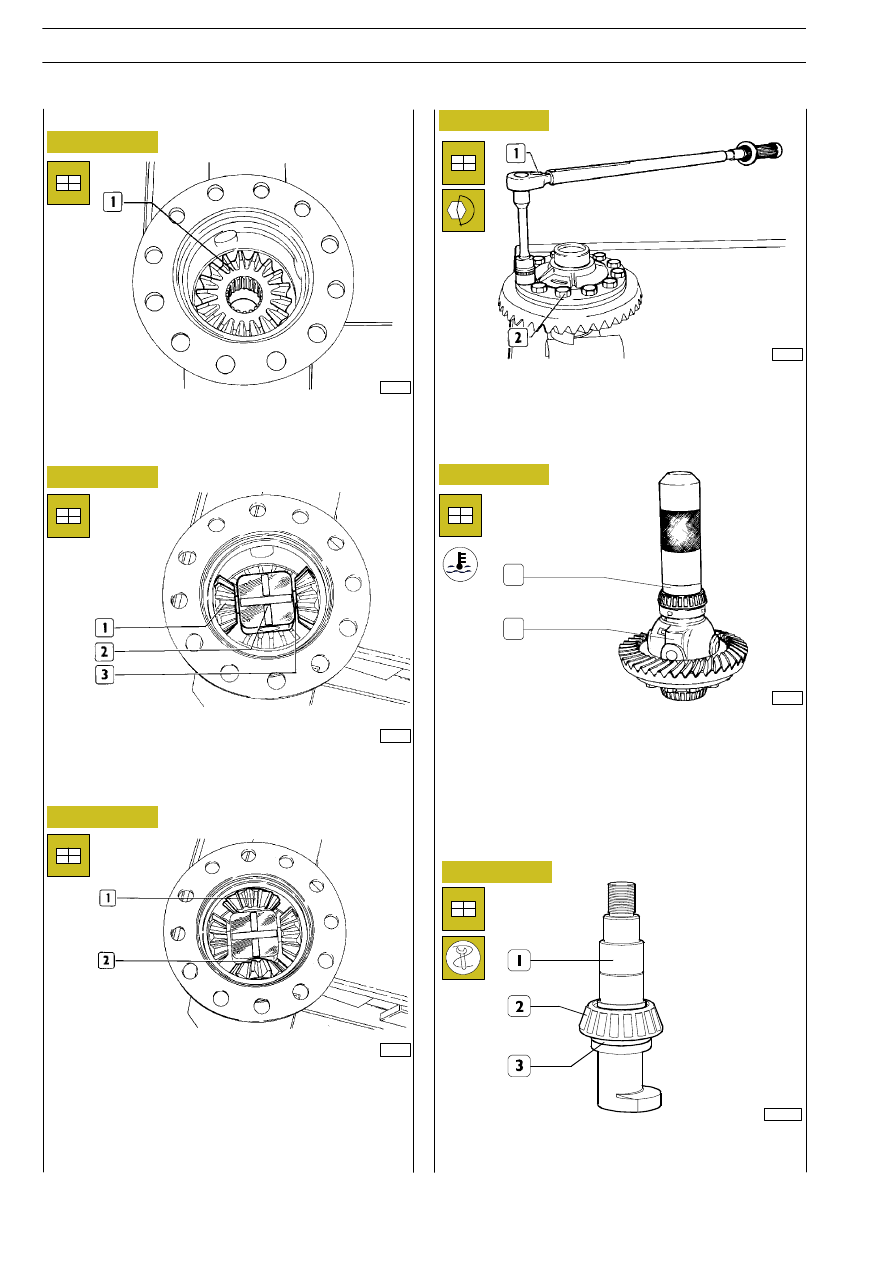
Assemble the cover and make the marks made during
disassembly coincide. Assemble the ring bevel gear and fasten
this to the half-casing by means of the fixing screws.
By means of a torque wrench (1) tighten the fixing screws (2)
to the required tightening torque.
Position the other two planetary gears (1) complete with
thrust washers and then insert the two short pins (2).
Rotate the planetary gears-crown wheel unit and check that
it is free without stiffness.
Assemble the other crown wheel complete with thrust
washer.
Position the two planetary gears (1) complete with thrust
washers, spider (2) and then insert the long pin (3).
Position the crown wheel (1), gear housing side, complete
with thrust washer, into its own housing.
18226
20380
20379
18237
Figure 40
Figure 41
Figure 42
Figure 43
Assembly of gear housing
Only for axles with differential lock.
Using tool 99305121, heat thrust ring (1) to a temperature
of 120ºC
÷ 150ºC for 15’ and fit on the gear casing (2) from
the side with the differential lock.
18240
Figure 44
Fit tapered-roller bearing internal ring (2) onto false pinion
99370309 (1) with the washer supplied (3).
101977
Figure 44/1
Assembling bevel pinion unit
This differs from assembling of bevel pinion unit of rear axle
450210 differential in the following.
56
REAR AXLES 450311/1 - 450511
D
AILY
Base - May 2004