Iveco Daily. Manual - part 20
23022
Remove lower crankcase (1) with its gasket.
18833
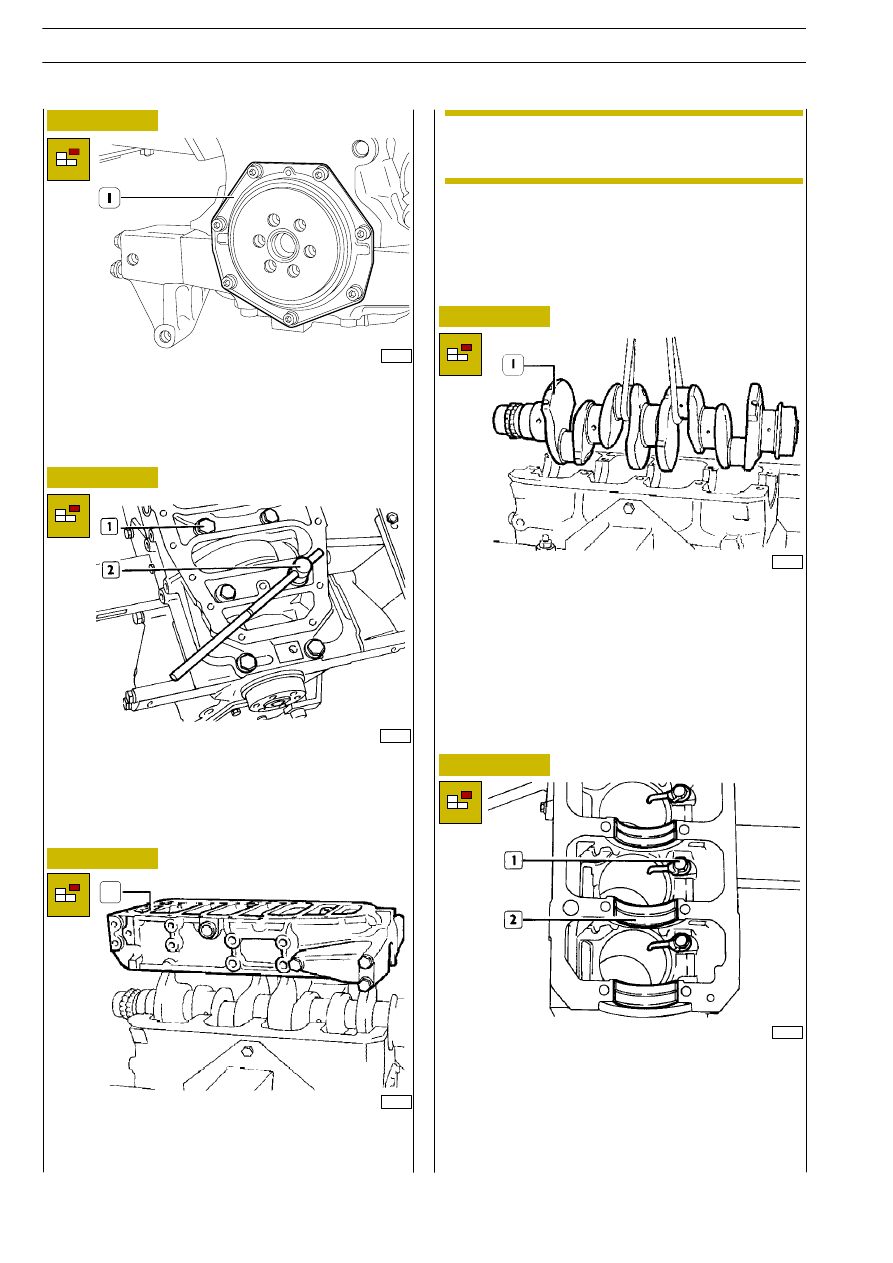
Unscrew lower/upper crankcase fastening screws (1) using
wrench (2).
1
23023
Remove crankshaft (1) using a hoist and a suitable rope.
19183
Recover main half bearings (2).
Straighten safety plate bends and remove oil spray nozzles
(1).
50668
Figure 53
Remove the crankshaft rear cover (1) from the crankcase,
complete with oil seal.
Figure 54
Figure 55
Figure 56
Figure 57
At removal, take note of the assembling position of
lower and upper crankshaft half bearings since if re-
used they shall be refitted in the same position.
NOTE
ENGINES 8140.43R/B/S/N
62
D
AILY
Base - May 2004