Hyundai Santa Fe (2006 year). Manual - part 312
EM -50
ENGINE (D4EB - DIESEL 2.2)
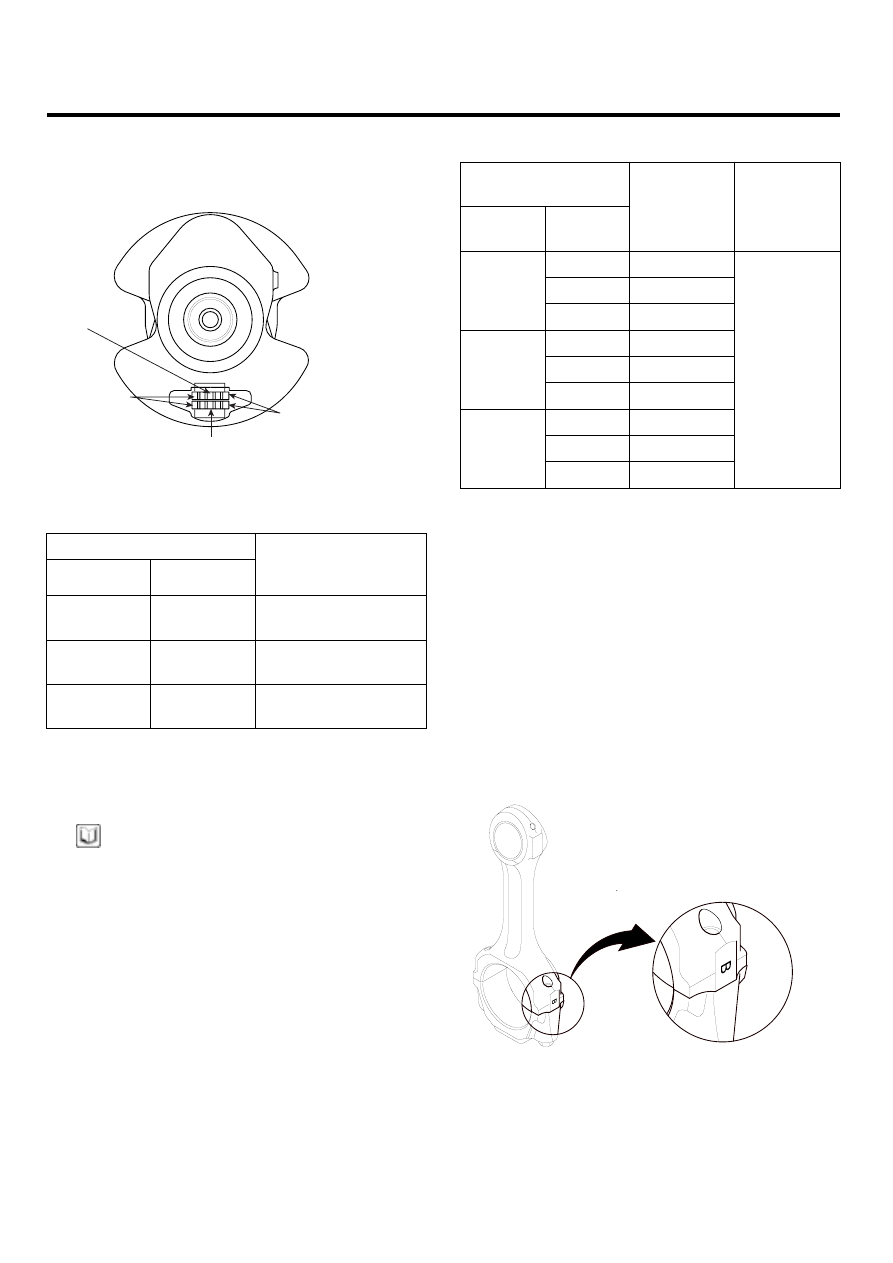
Main Journal Code Locations
2.
The main Journal Codes are stamped on the No.1
web.
Connecting rod
journal code
No. 4 (or 5)
journal
(Drive plate end)
Main journal
code
No. 1 journal
(Pulley end)
LCIF031A
Discrimination of crank shaft
Discrimination
Class
Mark
SIZE (mm)
(Outside diameter of
main journal)
I
A
Ø60
(+0.014 ~ +0.020)
II
B
Ø60
(+0.008 ~ +0.014)
III
C
Ø60
(+0.002 ~ +0.008)
3.
Use the crank bore codes and crank journal codes to
select the appropriate replacement bearings from the
following table.
NOTE
• Color code is on the edge of the bearing. Refer to
the table in the step 6 of the main bearing clear-
ance inspection.
• When using bearing halves of different colors, it
dose not matter which color is used in the top or
bottom.
Installing procedure of bearing
Shaft bore
combination
Shaft
mark
Bore
mark
Bearing
mark
Oil
clearance
A (A)
A (BLUE)
B (B)
B (BLACK)
I (A)
C (C)
C ( - )
A (A)
B (BLACK)
B (B)
C ( - )
II (B)
C (C)
D (GREEN)
A (A)
C ( - )
B (B)
D (GREEN)
III (C)
C (C)
E (YELLOW)
0.024 ~ 0.042
mm
ROD BEARING SELECTION
1.
Inspect each connecting rod for cracks and heat dam-
age.
Connecting Rod Big End Bore Code Locations
2.
Each rod has tolernance range from 0 to 0.018mm
(0.0007in.), in 0.006mm (0.0002in.) increments, de-
pending on the size of its big end bore.
It’s then
stamped with a letter (A, B or C) indicating the range.
You may find any combination of letters in any engine.
If you can’t read the code because of an accumulation
of oil and varnish, do not scrub them with a wire brush
or scraper. Clean them only with solvent or detergent.
LCIF032A