Hummer H1 (2002+). Manual - part 159
______________________________________________________________________
Body 10-7
®
05745159
Blind Rivet Installation
NOTE:
Ensure the proper rivet grip length is selected for each
application (Table 6). Rivets can tolerate only 0.0468 in. (1.19
mm) variation in material thickness for each particular rivet
length. For double dimpled sheets, add countersink head height
to materials thickness.
1.
Insert rivet stem into pulling head of rivet gun or adapter.
2.
Hold rivet gun in line with axis of rivet as accurately as
possible.
3.
Apply a steady, firm pressure against rivet head.
4.
Squeeze handles of manual gun. The rivet clamping action
will pull sheets together, seat rivet head, and break stem
flush with head of rivet.
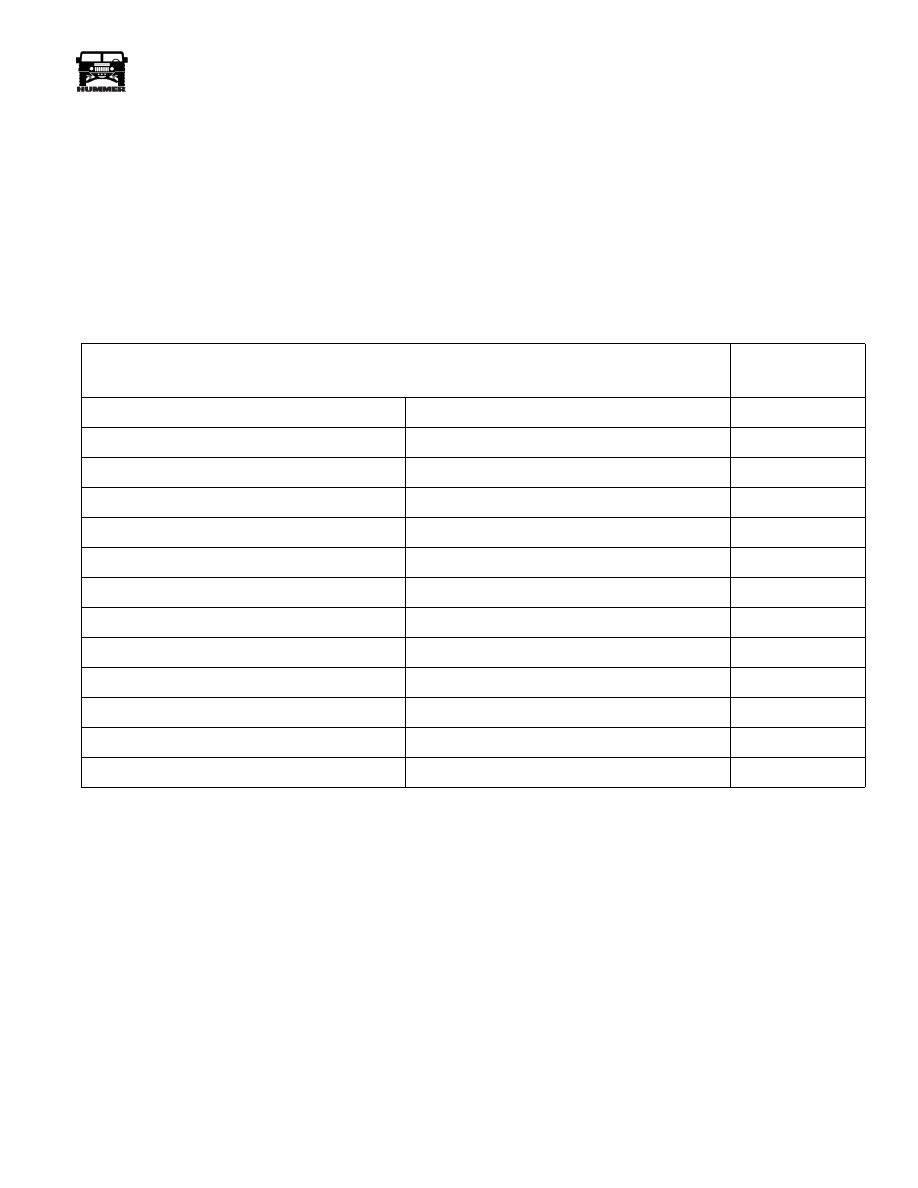
Table 6: Rivet Grip
Material Thickness Range
Rivet
Grip No.
MINIMUM
MAXIMUM
Not Applicable
0.0625 in. (1.65 mm)
1
0.0625 in. (1.588 mm)
0.1250 in. (3.18 mm)
2
0.1250 in. (3.18 mm)
0.1875 in. (4.76 mm)
3
0.1875 in. (4.76 mm)
0.2500 in. (6.35 mm)
4
0.2500 in. (6.35 mm)
0.3125 in. (7.94 mm)
5
0.3125 in. (7.94 mm)
0.3750 in. (9.53 mm)
6
0.3750 in. (9.53 mm)
0.4375 in. (11.11 mm)
7
0.4375 in. (11.11 mm)
0.5000 in. (12.70 mm)
8
0.5000 in. (12.70 mm)
0.5625 in. (14.29 mm)
9
0.5625 in. (14.29 mm)
0.6250 in. (15.88 mm)
10
0.6250 in. (15.88 mm)
0.6875 in. (17.46 mm)
11
0.6875 in. (17.46 mm)
0.9750 in. (24.77 mm)
12