Ford Focus RS (2011 year). Instruction - part 132
Rear Floor Panel Section
General Equipment
Measurement or alignment angle system
1. Replacement Parts
• Rear floor panel
Removal
1. General Notes
• Back panel, quarter panel and water drain
panel with reinforcement are already
removed before commencing the repair.
• Move carpets and wiring out of the working
area.
2. NOTE: Several sectional repairs may be
necessary depending upon the extent of
damage.
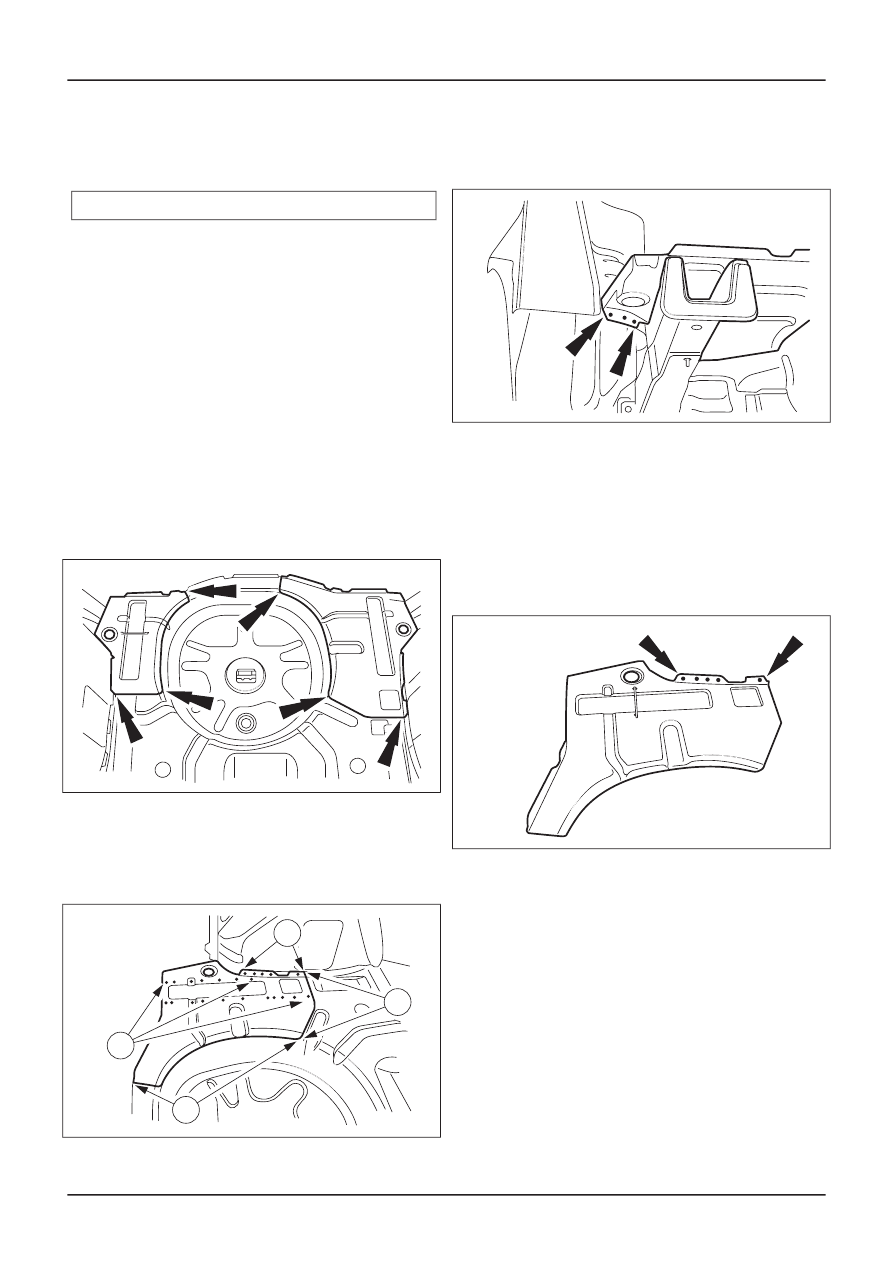
Overview of cut locations
E46009
3. Rear floor panel
1. Cut location.
2. Mill out the spot welds.
3. Grind out the spot welds.
E46010
2
1
1
3
4. Rear floor panel
• Grind out the spot welds.
E46011
Installation
NOTE: Before resistance spot welding of body
panels with a total panel thickness of 3 mm and
greater, the welding equipment instructions
contained in sub-section 501-25A must be followed.
1. Rear floor panel
• Drill holes for puddle welding.
E46012
2. Rear floor panel
1. Continuous MIG weld.
2. Resistance spot weld.
G287758en
501-30-
28
Rear End Sheet Metal Repairs
501-30-
28
REMOVAL AND INSTALLATION