Dodge Ram Truck 1500-2500-3500. Manual - part 89
ADJUSTMENTS
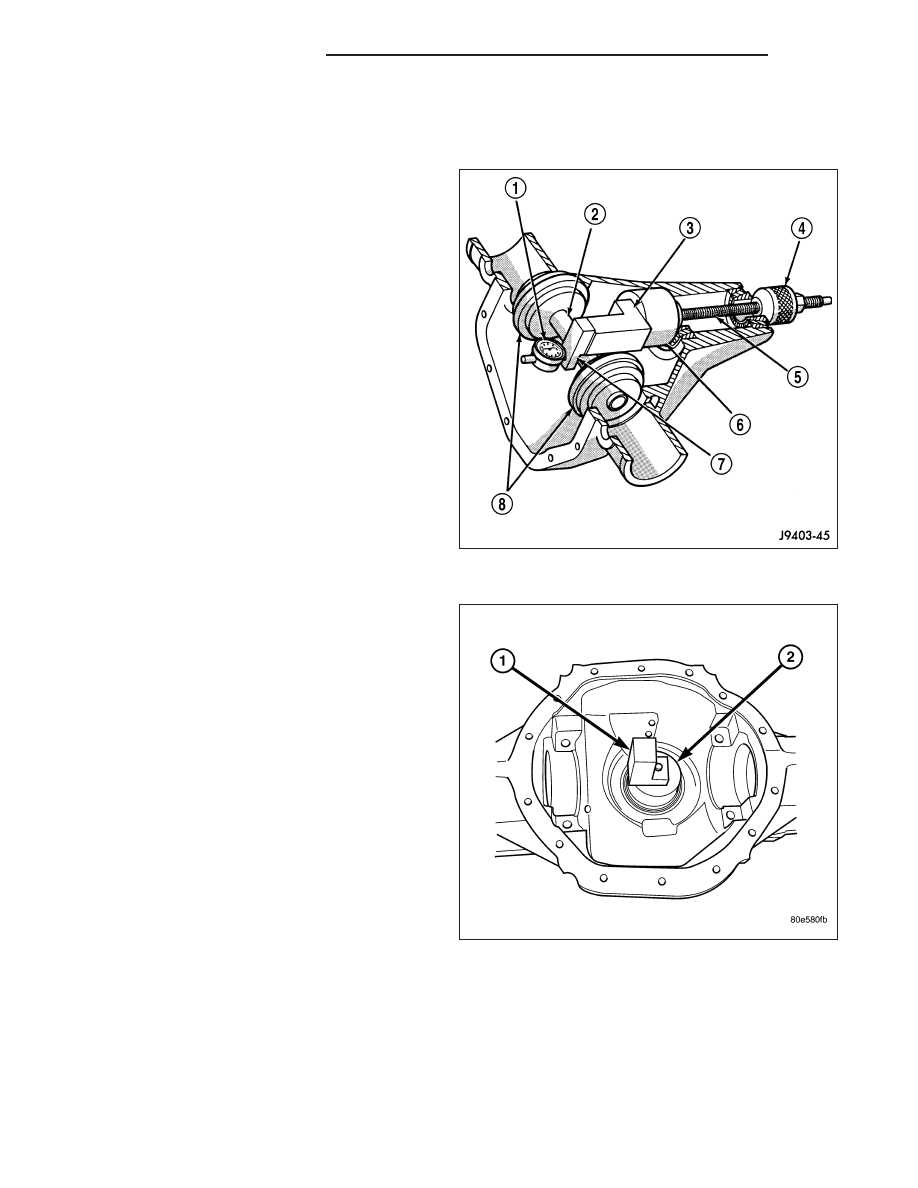
PINION DEPTH MEASUREMENT
Ring and pinion gears are supplied as matched sets.
Compensation for pinion depth variance is achieved
with a select shim. located between the rear pinion
bearing and pinion gear head.
Measurements are taken with pinion bearing cups and
pinion bearings installed in the housing. Take mea-
surements with Pinion Gauge Set and Dial Indicator
C-3339.
1. Assemble Pinion Height Block 6739 (3), Pinion
Block 8878 (6) and rear pinion bearing onto Screw
6741(5).
2. Insert assembled pinion height block (1), pinion
block (2), rear bearing and screw into the housing
through pinion bearing cups.
3. Install front pinion bearing and Cone-Nut 6740 onto
the screw. Tighten cone-nut until Torque To Rotate
the screw is 1.7-2.26 N·m (15-20 in. lbs.).
3 - 188
FRONT AXLE - 9 1/4 AA
DR/DH