Chrysler PT Cruiser. Manual - part 690
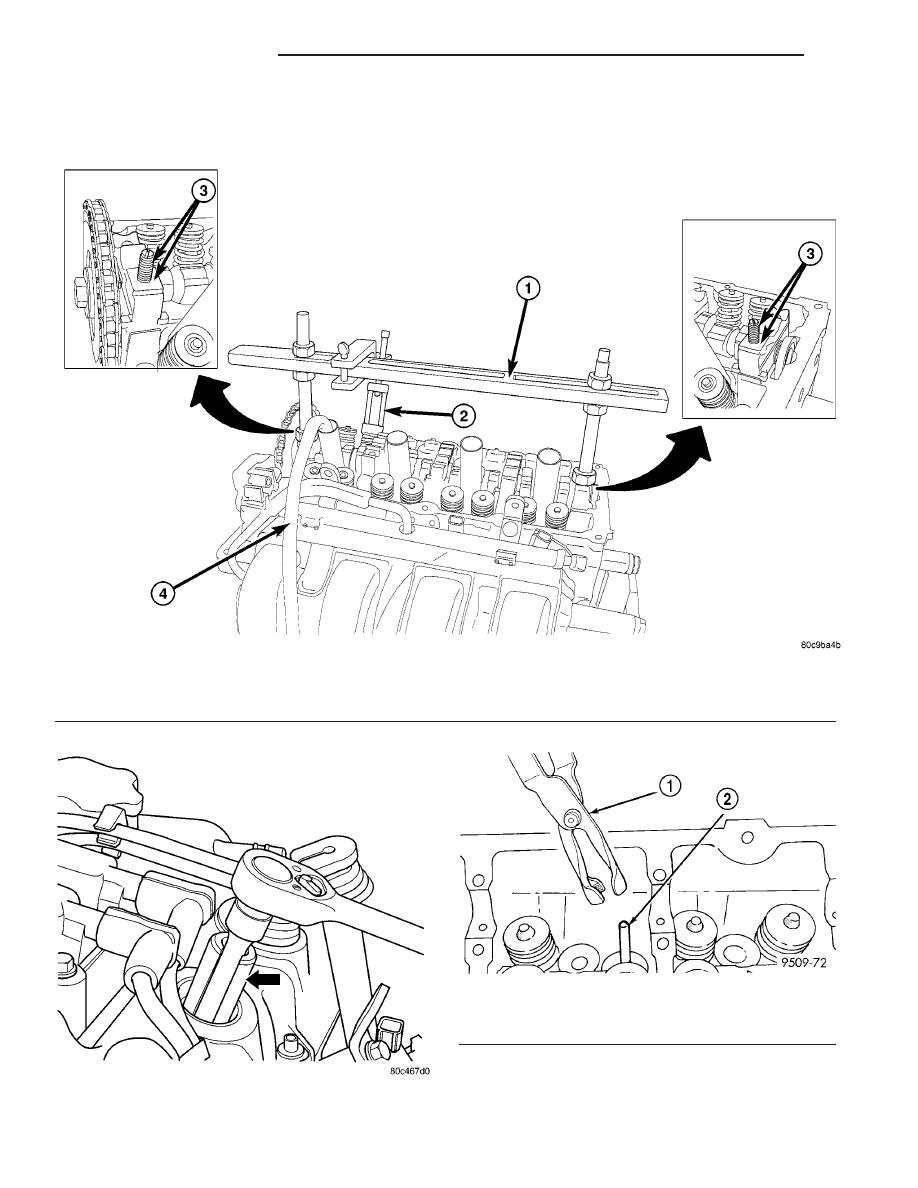
Fig. 46 Valve Spring/Seal - On Vehicle Service
1 - SPECIAL TOOL MD998772A
2 - SPECIAL TOOL 6779 ADAPTER
3 - SPECIAL TOOL 8813 ADAPTER STUDS/SPACERS
4 - AIR HOSE
Fig. 47 Special Tool 8448 Protective Sleeve
Fig. 48 Valve Stem Seal Removal - Typical
1 - VALVE SEAL TOOL
2 - VALVE STEM
9 - 40
ENGINE 1.6L SOHC
PT
VALVE SPRINGS AND SEALS (ON VEHICLE SERVICE) (Continued)