Chrysler New Yorker. Manual - part 298
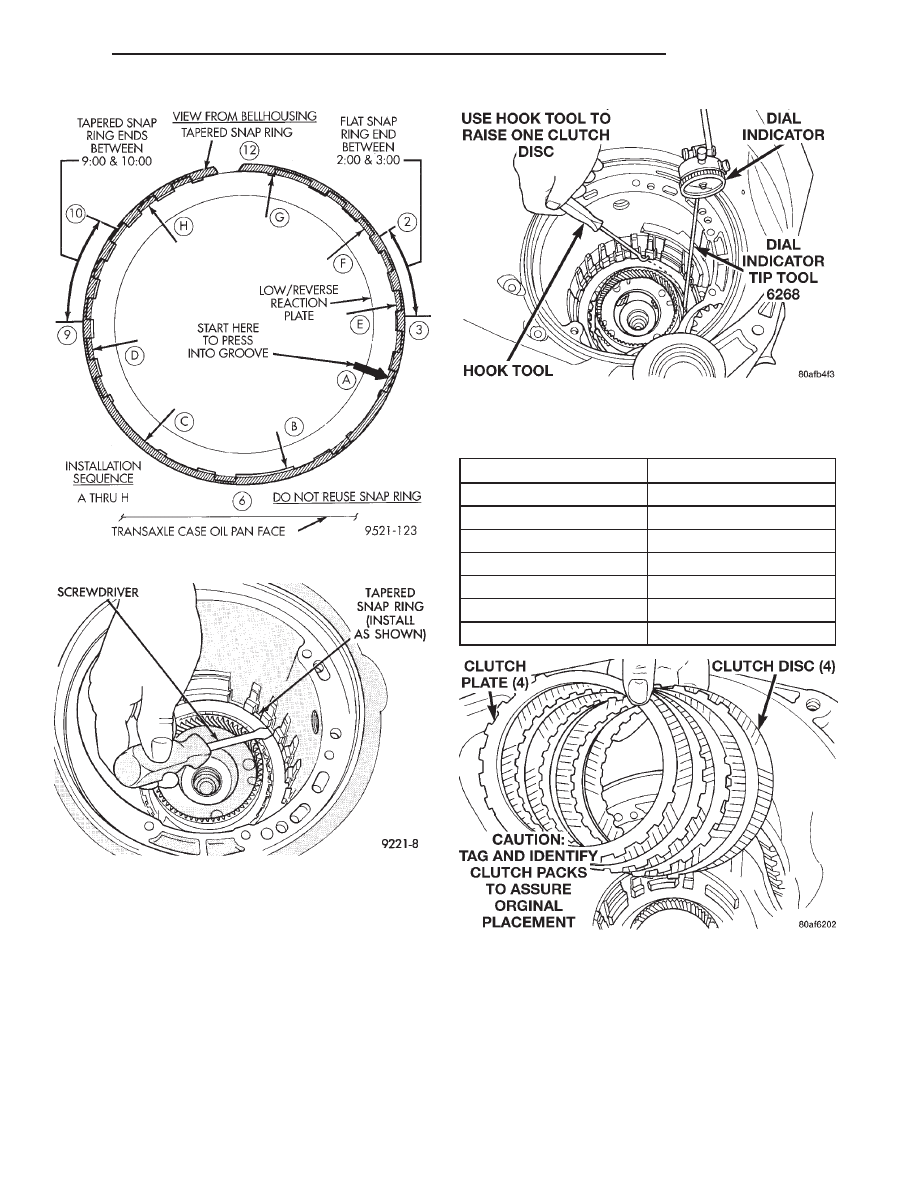
Fig. 237 Tapered Snap Ring Instructions
Fig. 238 Snap Ring Installed
Fig. 239 Check Low/Reverse Clutch Clearance
LOW/REVERSE REACTION PLATE CHART
PART NUMBER
THICKNESS
4567893
6.92mm (.273 in.)
4567899
6.66mm (.262 in.)
4567898
6.40mm (.252 in.)
4567897
6.14mm (.242 in.)
4567896
5.88mm (.232 in.)
4567895
5.62mm (.221 in.)
4567894
5.36mm (.211 in.)
Fig. 240 Install 2/4 Clutch Pack
300M
TRANSAXLE
21 - 65
DISASSEMBLY AND ASSEMBLY (Continued)