Snowmobile Polaris DEEP SNOW (2005 year). Manual - part 8
GENERAL INFORMATION
2.11
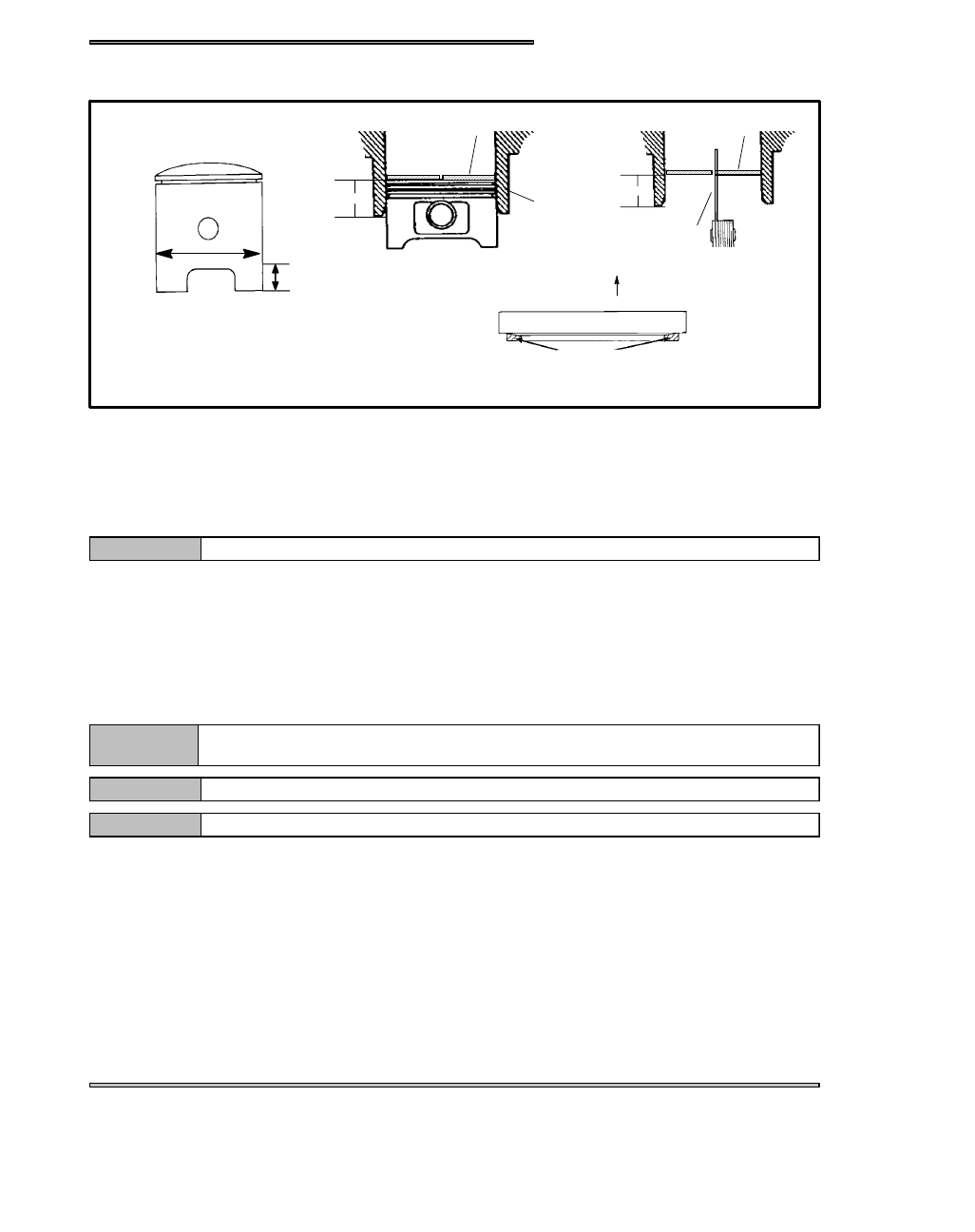
PISTON INSPECTION / MEASUREMENT
90° to pin
DOMESTIC ENGINES - Measure 3/8″ (10.0mm)
up from bottom of skirt
Piston Ring
Feeler Gauge
1/2″ (1.3cm.)
Straight Edge
Keystone Piston Ring Cutaway
Up
FUJI ENGINES - Measure 1/2″ (12.7mm) up
from bottom of skirt
1/2″ (1.3cm.)
Cylinder
Piston Ring
A
B
C
D
Check piston for scoring or cracks in piston crown or pin area. Excessive carbon buildup below the ring lands is an indication
of piston, ring or cylinder wear.
For Libertyt engines, measure piston outside diameter at a point 3/8” (10mm) up from the bottom of the skirt at a 90_ angle
to the direction of the piston pin (diagram A).
For Fuji engines, measure piston outside diameter at a point that is 1/2” (12.7mm) up form the bottom of the skirt at a 90_ angle
to the direction of the piston pin (diagram A).
NOTE:
The piston must be measured at this point to provide accurate piston to cylinder measurements.
Subtract this measurement from the minimum cylinder measurement recorded previously when you recorded the cylinder mea-
surements. If clearance exceeds the service limit, the cylinder should be re-bored and new pistons and rings installed. Refer to
piston to cylinder clearance limits in the General Information section listed per model.
PISTON RING INSTALLED GAP
Position the ring 1/2“ (1.3 cm) from the top of the cylinder using the piston to push it squarely into place. Measure installed gap
with a feeler gauge at both the top and bottom of the cylinder (diagram B).
NOTE:
A difference in end gap indicates cylinder taper. The cylinder should be measured for excessive
taper and out of round. Replace rings if the installed end gap exceeds the service limit.
NOTE:
Always check piston ring installed gap after re-boring a cylinder or when installing new rings.
NOTE:
Piston rings are installed with marking or beveled side up see diagram D.