содержание .. 1 2 ..
Типовой технологический процесс ремонта водяного насоса тепловоза ЧМЭ3 - часть 1

ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
1
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.03
103.20200000.00034Р
Д67.39.01.00
локомотивам
Водяной насос
Н.контр.
Петухов
1
2 3
2 4
2 6
3
2 5
4
5
6
34
7
3 3
I
16
17
18
2
4 0
3 7
11
3 2
13
3 9
3 1
12
16
2 2
17
18
3 8
7 3± 0 5
2 7
15
2 1
2 0
14
3 5
8
9
19
10
3 6
I
Рис.1
3 9 7

КЭ
Карта эскизов
83
ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
2
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.16
103.20200000.00034Р
Д67.39.01.00
локомотивам
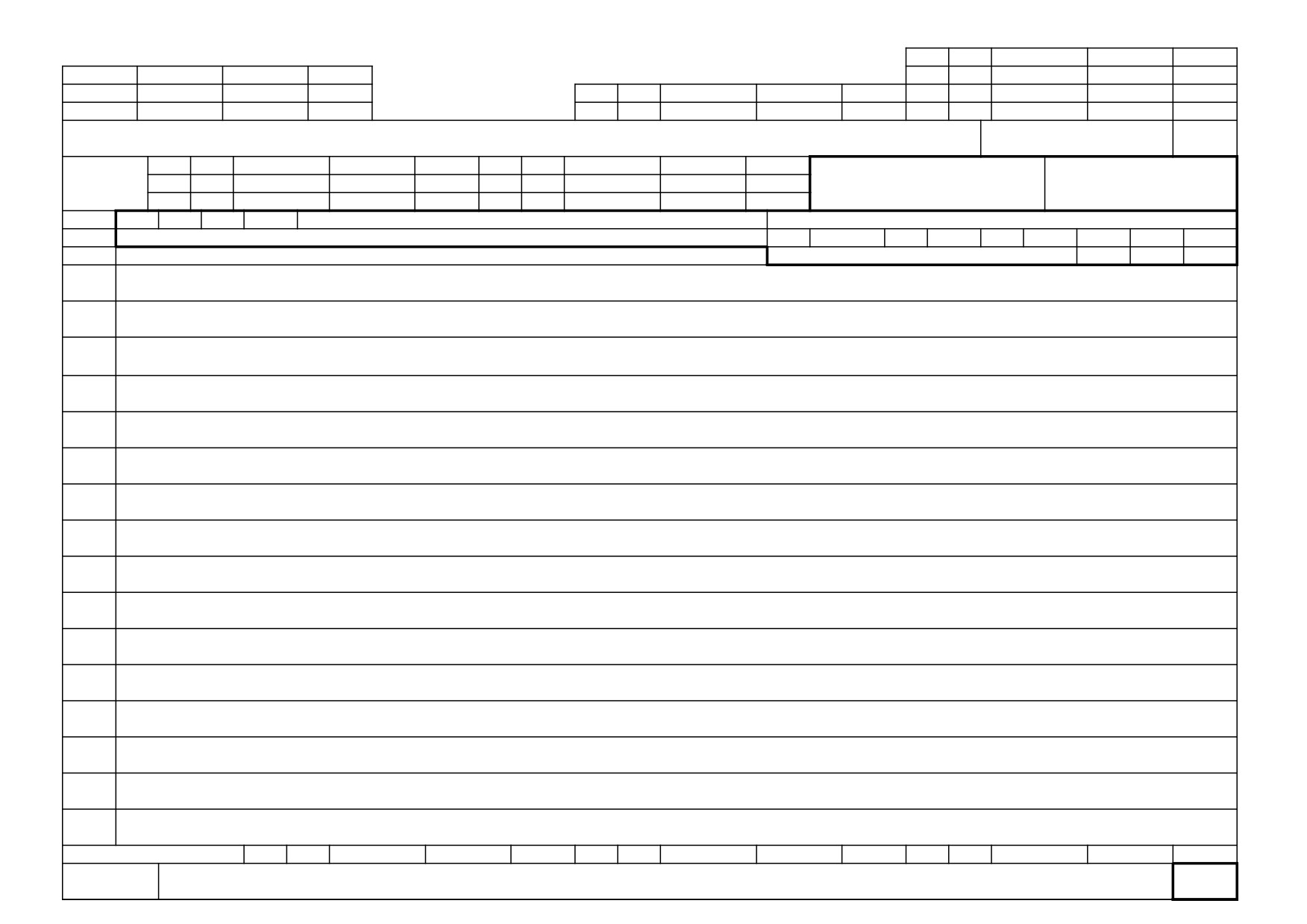
Камера
Н.контр.
Петухов
17
1
•4
5
Å
B
2
фа ски
15
Ра зм е ры в м м
Ус ло в н ы е
обо з н а ч е н и я
чер т е ж н ы е
доп у с к а е м ы е
+0
0
63
d
15 0
15 0 ,3
+0,0 7 5
d1
20 0
20 0 ,3
b
87
86
1,
6
1
,6
1
,6
Б
Рис.2
A
b

КЭ
Карта эскизов
84
ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
3
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.07
103.20200000.00034Р
Д67.39.01.00
локомотивам
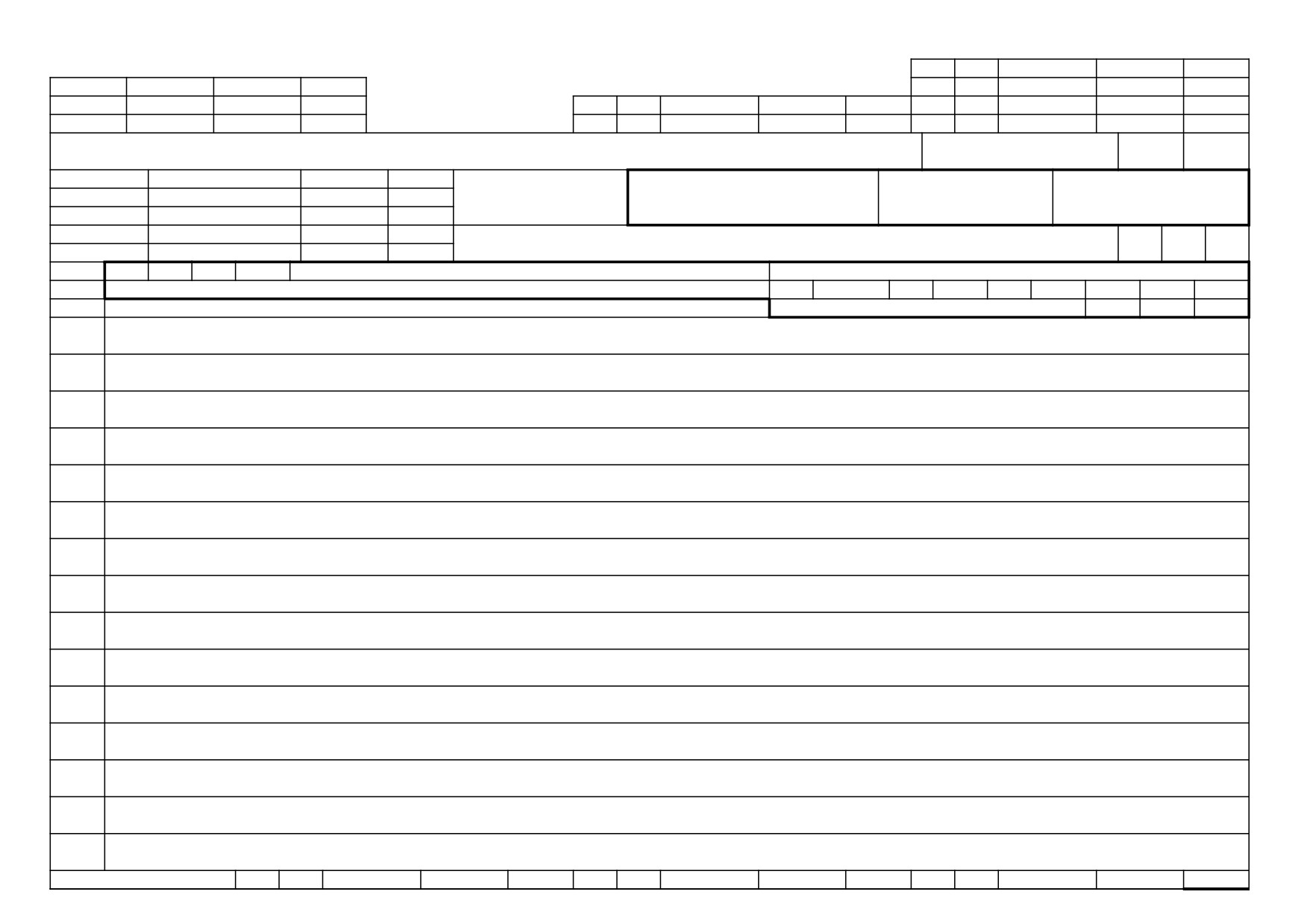
Корпус подшипников
Н.контр.
Петухов
Б
l
B
1
,6
1,6
Разм е р ы в м м
Ус ло в н ы е
об оз н а че н и я
1,6
ч
ер т е ж н ы е
до пу с к а е м ы е
+0,08
d1
7
2
7
2
3
+0,05
4
d2
112
112 , 3 5
d
150
14 9 ,7
-
0,08
1,6
1,6
l
1
131,8
6,
3
Рис.3

КЭ
Карта эскизов
85
ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
4
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.03
103.20200000.00034Р
Д67.39.01.00
локомотивам
Вал
Н.контр.
Петухов
А
Б
В
А
А
Б
0
,8
0
,8
0
,
8
0
,8
Разм е р ы в м м
Усл ов н ы е
обо з н а ч е н и я
черт е ж н ы е
допу с к а е м ы е
+
0
,0
4
2
d
2
8
27
,7
2
8
+0.
,0
2
8
+0
,
0
2
А
3
0
4
Б
d1
35
34
7
2
+0
,
0
0
3
d2
35
34
,
7
2
5
-
0
,0
2
5
A- A
Б-Б
-
0
,0
15
b
8
-
0
,0
6
5
3
,2
3,2
3 ,2
3
,2

Рис.4
КЭ
Карта эскизов
86
ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
5
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.01
103.20200000.00034Р
Д67.39.01.00
локомотивам
Шестерня
Н.контр.
Петухов
30
A
b
B
А
0
,8
6
,3
1
•
4
5
Å
2
фа с к и
Р
а
з
мер ы в м м
У
с
л
о
в
н
ые
о
б
о
з
н
а
ч
е
н
и
я
ч
е
р
те ж н ы е
д
о
п
у
с
к
а
е
мы е
+0 ,0 2 3

Р
а
з
мер ы в м м
У
с
л
о
в
н
ые
о
б
о
з
н
а
ч
е
н
и
я
ч
е
р
те ж н ы е
д
о
п
у
с
к
а
е
мы е
+0 ,0 2 3
d
2
8
,2
2
3
2
8
Рис.5
+0 ,0 3
b
8
,4
8
КЭ
Карта эскизов
87
ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
6
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.02
103.20200000.00034Р
Д67.39.01.00
локомотивам
Крыльчатка
Н.контр.
Петухов
Б
36 ± 0
1
А
0
,8
A
Г
Ра зм е р ы в м м
Ус л ов н ы е
обо з н а ч ен и я
чер т е ж н ы е
до пу с к ае м ы е
- 0,3
A
d2
20 0
194 ,5
-
0,
5
0
,8
-
0,
3
d
140
138 ,5
-
0,5
b1
36 0 í
1
35,7
Е
В
b
b2
74 0 í
2
73 5
+0,02
3
d1
28
28
22 3
+0,03
b
8
8,4

0
,5
•
4
5
Å
4
ф ас к и
0
,8
b
1
b
2
Рис.6
КЭ
Карта эскизов
88
ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
7
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.15
103.20200000.00034Р
Д67.39.01.00
локомотивам
Крышка
Н.контр.
Петухов
А
6
,3
0
,
8
15
0,8
Б
Ра з м е р ы в м м
Ус ло в н ы е
обо зн а ч е н и я
чер т е ж н ы е
до пу с ка е м ы е
d
20 0
1 9 9 ,31
-
0,09
+0,06
d1
14 0
14 0 ,6 6

Рис.7
41
КЭ
Карта эскизов
89

ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
2
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.16
103.20200000.00034Р
Д67.39.01.00
локомотивам
Камера
Н.контр.
Петухов
17
1
•4
5Å
B
2
фа ск и
15
Ра зм е ры в м м
Ус ло в н ы е
обо з н а ч е н и я
чер т е ж н ы е
доп у с к а е м ы е
+0,0 6 3
d
15 0
15 0 ,3
+0,07 5
d1
20 0
20 0 ,3
b
87
86
1,6
1,6
1
,6
Б
Рис.2
A
b

ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
3
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.07
103.20200000.00034Р
Д67.39.01.00
локомотивам
Корпус подшипников
Н.контр.
Петухов
Б
l
B
1,6
1,6
Разм е р ы в м м
У сло в н ы е
об оз н а че н и я
1,6
ч
ер т е ж н ы е
до пу с к а е м ы е
+0,08
d1
7
2
7
2
3
+0,05
4
d2
112
112 , 3 5
d
150
14 9 ,7
-
0,
08
1
,6
1,6
l
0
,1
131,8
6,
3
Рис.3

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.16
103.55203000.00037Р
Д67.39.01.00
по локомотивам
Дефектация камеры
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0677 Гидроиспытательная
ИОТ № 18-2000
Б02
Установка для гидравлических испытаний
18466
О03
Опрессовать водяную полость А камеры водой давлением 0,5 МПа в течении 5 мин.
04
Карта эскизов Рис.2 103.20200000.00034Р
05
При просачивание воды через стенки камеру направить в ремонт
06
Карта технологического процеса ремонта камеры 103.55200000.00065Р
07
А08
010
0401 Транспортная
ИОТ № 18-2000
Б09
18466
О10
Камеру установить на стол для дальнейшей дефектации
Т11
Рукавицы брезентовые ГОСТ 12.4.010-75
12
А13
015
0387 Контроль внешнего вида
Б14
Стол СД 3702.09
19920
О15
Осмотреть камеру на предмет выявления возможных дефектов:
КТТП
Карта типового технологического процесса
10

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.16
103.55203000.00037Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
1.Сквозные трещины
02
Карта эскизов Рис.2 103.20200000.00034Р
Т03
Лупа I-4-х ГОСТ 25706-83
04
Камера подлежит замене
05
2.Трещины выходящие на посадочные поверхности и резьбовые отверстия
06
Карта эскизов Рис.2 103.20200000.00034Р
Т07
Лупа I-4-х ГОСТ 25706-83
08
Камера подлежит замене
09
3.Трещины в любом месте камеры длиной более 1/4 окружности
10
Карта эскизов Рис.2 103.20200000.00034Р
Т11
Лупа I-4-х ГОСТ 25706-83
12
Камера подлежит замене
13
При наличии остальных трещин длиной не более 40 мм
14
камеру направить в ремонт
15
Карта технологического процеса ремонта камеры 103.55200000.00065Р
16
4.Забоины, задиры и риски на поверхностях Б и В
КТТП
Карта типового технологического процесса
11

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.16
103.55203000.00037Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
Карта эскизов Рис.2 103.20200000.00034Р
Т02
Лупа I-4-х ГОСТ 25706-83
03
При глубине более 0,3 мм камеру направить в ремонт
04
Карта технологического процеса ремонта камеры 103.55200000.00065Р
05
5.Проверить состояние резьбы в отверстиях
06
Карта эскизов Рис.2 103.20200000.00034Р
Т07
Калибр ПР ГОСТ 24939-81
08
При срыве резьбы более 2-х ниток и смятия граней камеру направить в ремонт
09
Карта технологического процеса ремонта камеры 103.55200000.00065Р
10
А11
020
0200 Контроль размеров
Б12
Стол СД 3702.09
19920
О13
Произвести обмер камеры:
14
1.Диаметры отверстий d и d1
15
Карта эскизов Рис.2 103.20200000.00034Р
Т16
Нутромер НИ 100-160-1 ГОСТ 9244-75; Нутромер НИ 160-260-1 ГОСТ 9244-75
КТТП
Карта типового технологического процесса
12

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.16
103.55203000.00037Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
При величине размеров более допускаемых камеру направить в ремонт
02
Карта технологического процесса ремонта камеры 103.55200000.00065Р
03
2.Ширина камеры b
04
Карта эскизов Рис.2 103.20200000.00034Р
Т05
Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89
06
При износе поверхностей Б и В в пределах допускаемого размера камеру направить в ремонт
07
Карта технологического процесса ремонта камеры 103.55200000.00065Р
08
При износе поверхностей Б и В более допустимого камера подлежит замене
09
10
А11
025
0401 Транспортная
ИОТ № 18-2000
Б12
Тележка внутрицеховая
18466
О13
Уложить камеру на тележку и транспортировать на участок ремонта
Т14
Рукавицы брезентовые ГОСТ 12.4.010-75
15
16
КТТП
Карта типового технологического процесса
13

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.07
103.55203000.00038Р
Д67.39.01.00
по локомотивам
Дефектация корпуса подшипников
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Осмотреть корпус подшипников на предмет выявления возможных дефектов:
04
1.Сквозные трещины
05
Карта эскизов Рис.3 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Корпус подшипников подлежит замене
08
2.Трещины выходящие на посадочные поверхности и резьбовые отверстия
09
Карта эскизов Рис.3 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Корпус подшипников подлежит замене
12
3.Трещины в любом месте корпуса подшипников длиной более 1/4 окружности
13
Карта эскизов Рис.3 103.20200000.00034Р
Т14
Лупа I-4-х ГОСТ 25706-83;
15
Корпус подшипников подлежит замене
КТТП
Карта типового технологического процесса
14

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.07
103.55203000.00038Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
При наличии остальных трещин длиной не боле 40 мм
02
корпус подшипников направить в ремонт
03
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
04
4.Забоины, задиры и риски на поверхностях Б и В
05
Карта эскизов Рис.3 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
При глубине более 0,3 мм корпус подшипников направить в ремонт
08
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
09
5.Проверить состояние резьбы в отверстиях
10
Карта эскизов Рис.3 103.20200000.00034Р
Т11
Калибр ГОСТ 24939-81 ПР;
12
При срыве резьбы более 2-х ниток и смятия граней корпус подшипников направить в ремонт
13
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
14
А15
010
0200 Контроль размеров
Б16
Стол СД 3702.09
19920
КТТП
Карта типового технологического процесса
15

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.07
103.55203000.00038Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Произвести обмер корпуса подшипников:
02
1.Диаметры отверстий d1 и d2
03
Карта эскизов Рис.3 103.20200000.00034Р
Т04
Нутромер НИ 50-100-1 ГОСТ 9244-75; Нутромер НИ 100-160-1 ГОСТ 9244-75;
05
При величине размеров более допускаемых корпус подшипников направить в ремонт
06
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
07
2.Наружный диаметр d
08
Карта эскизов Рис.3 103.20200000.00034Р
Т09
Микрометры МК 150-1 ГОСТ 6507-90;
10
При величине размеров более допускаемых корпус подшипников направить в ремонт
11
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
12
3.Растояние l между поверхностями Б и В
13
Карта эскизов Рис.3 103.20200000.00034Р
Т14
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89;
15
При износе поверхностей Б и В в пределах допускаемого размера корпус подшипников направить в ремонт
16
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
КТТП
Карта типового технологического процесса
16

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.07
103.55203000.00038Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
При износе поверхностей Б и В более допустимого корпус подшипников подлежит замене
02
А03
015
Транспортная
Б04
Тележка внутрицеховая
О05
Уложить корпус подшипников на тележку и транспортировать на участок ремонта
Т06
Рукавицы брезентовые ГОСТ 12.4.010-75;
07
08
09
10
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
17

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.03
103.55203000.00039Р
Д67.39.01.00
по локомотивам
Дефектация вала
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр вала на предмет выявления дефектов:
04
1.Трещины любого размера и расположения
05
Карта эскизов Рис.4 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Вал подлежит замене
08
2.Задиры и риски
09
Карта эскизов Рис.4 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Вал направить в ремонт
12
Карта технологического процесса ремонта вала 103.55200000.00067Р
13
3.Проверить состояние наружной резьбы
14
Карта эскизов Рис.4 103.20200000.00034Р
Т15
Калибр ГОСТ 24939-81 К-И;
КТТП
Карта типового технологического процесса
18
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
2
Д67.39.01.03
103.55203000.00039Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
При срыве резьбы более 2-х ниток вал подлежит замене
02
А03
010
0378 Магнитный контроль
Инструкция ЦТт18/1 ИОТ № 103-2000
Б04
Дефектоскоп МД-12 ПШ
19920
О05
Проверить вал на наличие трещин
06
Карта эскизов Рис.4 103.20200000.00034Р
Т07
Перчатки диэлектрические ГОСТ 20010-74; Коврик диэлектрический ГОСТ4997-75;
Т08
Кувшин и поддон из немагнитного материала ;
М09
Железный порошок ПЖВ5 ВМ3 I категории II группы ГОСТ 4753- 86 ; Масло компрессорное ГОСТ 1861-73;
М10
Керосин КО20-30 ГОСТ 4753-68 ;
11
Вал подлежит замене при наличии трещин
12
А13
015
0200 Контроль размеров
Б14
Стол СД 3702.09
19920
О15
Произвести обмер вала:
16
1.Диаметры d, d1 и d2 поверхностей А, Б и В
КТТП
Карта типового технологического процесса
19

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
3
Д67.39.01.03
103.55203000.00039Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
Карта эскизов Рис.4 103.20200000.00034Р
Т02
Микрометры МК 50-1 ГОСТ 6507-90;
03
При величине размеров более допускаемых вал направить в ремонт
04
Карта технологического процесса ремонта вала 103.55200000.00067Р
05
2.Ширина b шпоночных пазов
06
Карта эскизов Рис.4 103.20200000.00034Р
Т07
Калибр ГОСТ 24121-80;
08
При величине размеров более допускаемых вал направить в ремонт
09
Карта технологического процесса ремонта вала 103.55200000.00067Р
10
А11
020
0401 Транспортная
ИОТ № 18-2000
Б12
Тележка внутрицеховая
18466
О13
Уложить вал на тележку и транспортировать на участок ремонта
Т14
Рукавицы брезентовые ГОСТ 12.4.010-75;
15
Вал, требующий восстановления шпоночного паза, транспортировать в отделение
16
газовой наплавки
КТТП
Карта типового технологического процесса
20

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.01
103.55203000.00040Р
Д67.39.01.00
по локомотивам
Дефектация шестерни
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр шестерни на педмет выявления возможных дефектов:
04
1.Трещины или изломы в зубьях и теле
05
Карта эскизов Рис.5 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Шестерня подлежит замене
08
2.Коррозионные язвы более 10% поверхности зуба
09
Карта эскизов Рис.5 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Шестерня подлежит замене
12
3.Вмятины на поверхности зуба глубиной свеше 0,3 мм и площадью 10 мм2
13
Карта эскизов Рис.5 103.20200000.00034Р
Т14
Лупа I-4-х ГОСТ 25706-83;
15
Шестерня подлежит замене
КТТП
Карта типового технологического процесса
21

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.01
103.55203000.00040Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
010
0378 Магнитный контроль
Инструкция ЦТт18/1 ИОТ № 103-2000
Б02
Дефектоскоп УНМ-300/2000 (гибкий кабель)
19920
О03
Проверить шестерню на наличие трещин
04
Карта эскизов Рис.5 103.20200000.00034Р
Т05
Перчатки диэлектрические ГОСТ 20010-74; Коврик диэлектрический ГОСТ 4997-75;
Т06
Кувшин и поддон из немагнитного материала ;
М07
Железный порошок ПЖВ5 ВМ3 I категории II группы ГОСТ 4753-86 ; Масло компрессорное ГОСТ 1861-73;
М08
Керосин КО20-30 ГОСТ 4753-68 ;
09
Шестерня подлежит замене при наличии трещин
10
А11
015
0200 Контроль размеров
Б12
Стол СД 3702.09
19920
О13
Произвести обмер шестерни:
14
1.Диаметр отверстия d
15
Карта эскизов Рис.5 103.20200000.00034Р
Т16
Нутромер НИ 18-50-1 ГОСТ 9244-75;
КТТП
Карта типового технологического процесса
22

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.01
103.55203000.00040Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
При износе отверстия до допускаемого размера шестерню направить в ремонт
02
Карта технологического процесса ремонта шестерни 103.5200000.00068
03
При износе отверстия более допускаемого размера шестерня подлежит замене
04
2.Ширина b шпоночного паза
05
Карта эскизов Рис.5 103.20200000.00034Р
Т06
Калибр ГОСТ 24121-80;
07
При износе паза в пределах допускаемого размера произвести перерезку паза до 8,5 мм
08
Карта технологического процесса ремонта шестерни 103.5200000.00068
09
При износе паза более допускаемого размера изготовить паз на диаметрально
10
противоположной стороне
11
Карта технологического процесса ремонта шестерни 103.5200000.00068
12
3.Диаметр делительной окружности d1
13
Карта эскизов Рис.5 103.20200000.00034Р
14
При уменьшении толщины зуба в результате износа, замеренной по дуге делительной
15
окружности, более чем на 0,1 мм от чертежного шестерня подлежит замене
16
КТТП
Карта типового технологического процесса
23

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.01
103.55203000.00040Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
020
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Уложить шестерню на тележку и транспортировать на участок ремонта
Т04
Рукавицы брезентовые ГОСТ 12.4.010-75;
05
06
07
08
09
10
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
24

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.02
103.55203000.00041Р
Д67.39.01.00
по локомотивам
Дефектация крыльчатки
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр крыльчатки на предмет выявления дефектов:
04
1.Трещины любого размера и расположения
05
Карта эсизов Рис.6 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Крыльчатка подлежит замене
08
2.Сколы лопастей любого размера
09
Карта эсизов Рис.6 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Крыльчатка подлежит замене
12
3.Вмятины, погнутости лопастей
13
Карта эсизов Рис.6 103.20200000.00034Р
Т14
Лупа I-4-х ГОСТ 25706-83;
15
Крыльчатку направить в ремонт
КТТП
Карта типового технологического процесса
25

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.02
103.55203000.00041Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
Карта технологического процесса ремонта крыльчатки 103.55200000.00069
02
А03
010
0200 Контроль размеров
Б04
Стол СД 3702.09
19920
О05
Произвести обмер крыльчатки:
06
1.Диаметры d и d2 поверхностей А и Б
07
Карта эсизов Рис.6 103.20200000.00034Р
Т08
Микрометры МК 150-1 ГОСТ 6507-90; Микрометры МК 200-1 ГОСТ 6507-90;
09
При износе поверхностей А и Б в пределах допускаемых размеров крыльчатку
10
направить в ремонт
11
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
12
2.Диаметр отверстия d1
13
Карта эсизов Рис.6 103.20200000.00034Р
Т14
Нутромер НИ 18-50-1 ГОСТ 9244-75;
15
При износе поверхности Е в пределах допускаемого размера крыльчатку направить в ремонт
16
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
КТТП
Карта типового технологического процесса
26

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.02
103.55203000.00041Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
3.Длина b1 посадочной поверхности Е крыльчатки и ее общая ширина b2
02
Карта эсизов Рис.6 103.20200000.00034Р
Т03
Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89;
04
При износе поверхностей В и Г более допускаемых размеров крыльчатку заменить
05
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
06
4.Ширина b шпоночного паза
07
Карта эсизов Рис.6 103.20200000.00034Р
Т08
Калибр ГОСТ 24121-80;
09
При износе паза в пределах допускаемого размера произвести перерезку паза до 8,5 мм
10
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
11
При износе паза более допускаемого размера изготовить новый паз с заплавкой старого
12
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
13
А14
015
Транспортная
Б15
Тележка внутрицеховая
О16
Уложить крыльчатку на тележку и транспортировать на участок ремонта
КТТП
Карта типового технологического процесса
27

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.02
103.55203000.00041Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
Т01
Рукавицы брезентовые ГОСТ 12.4.010-75;
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
28

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.15
103.55203000.00042Р
Д67.39.01.00
по локомотивам
Дефектация крышки
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр крышки на предмет выявления дефектов:
04
1.Трещины длиной более 100 мм
05
Карта эскизов Рис.7 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Крышка подлежит замене
08
Крышку с трещинами менее 100 мм направить в ремонт
09
Карта технологического процесса ремонта крышки 103.55200000.00070Р
10
2.Трещины выходящие на посадочные места и резьбовые отверстия
11
Карта эскизов Рис.7 103.20200000.00034Р
Т12
Лупа I-4-х ГОСТ 25706-83;
13
Крышка подлежит замене
14
3.Проверить состояние резьбы в отверстиях
15
Карта эскизов Рис.7 103.20200000.00034Р
КТТП
Карта типового технологического процесса
29

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.15
103.55203000.00042Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
Т01
Калибр ГОСТ 24939-81 ПР;
02
При срыве или смятии резьбы крышку направить в ремонт
03
Карта технологического процесса ремонта крышки 103.55200000.00070Р
04
А05
010
0200 Контроль размеров
Б06
Стол СД 3702.09
19920
О07
Произвести обмер крышки:
08
1.Диаметр d поверхности А
09
Карта эскизов Рис.7 103.20200000.00034Р
Т10
Микрометры МК 200-1 ГОСТ 6507-90;
11
При износе поверхности А не более допускаемого размера крышку направить в ремонт
12
Карта технологического процесса ремонта крышки 103.55200000.00070Р
13
2.Диаметр d1 поверхности Б
14
Карта эскизов Рис.7 103.20200000.00034Р
Т15
Нутромер НИ 100-160-1 ГОСТ 9244-75;
16
При износе поверхности Б не более допускаемого размера крышку направить в ремонт
КТТП
Карта типового технологического процесса
30

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.15
103.55203000.00042Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
Карта технологического процесса ремонта крышки 103.55200000.00070Р
02
А03
015
Транспортная
Б04
Тележка внутрицеховая
О05
Уложить крышку на тележку и транспортировать на участок ремонта
Т06
Рукавицы брезентовые ГОСТ 12.4.010-75;
07
08
09
10
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
31

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
1
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.22
103.55203000.00043Р
Д67.39.01.00
по локомотивам
Дефектация фланца
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр фланца на предмет выявления дефектов:
04
1.Трещины выходящие любого размера и расположения
05
Карта эскизов Рис.8 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Фланец подлежит замене
08
09
10
11
12
13
14
15
КТТП
Карта типового технологического процесса
32

ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
4
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.03
103.20200000.00034Р
Д67.39.01.00
локомотивам
Вал
Н.контр.
Петухов
А
Б
В
А
А
Б
0
,8
0
,8
0
,8
0
,8
Усл ов н ы е
Разм е р ы в м м
обо з н а ч е н и я
черт е ж н ы е
допу с к а е м ы е
+
0
,
0
4
2
d
2
8
2
7
,7
2
8
+0.
,0
2
8
А
+0
,
0
2
3
0
4
Б
d1
35
34
7
2
+0
,
0
0
3
d2
35
-
0
,0
2
5
34
,
725
A -
A
Б-Б
-
0
,0
15
b
8
-
0
,0
6
5
3
,2
3,2
3,2
3
,2
Рис.4

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.07
103.55203000.00038Р
Д67.39.01.00
по локомотивам
Дефектация корпуса подшипников
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Осмотреть корпус подшипников на предмет выявления возможных дефектов:
04
1.Сквозные трещины
05
Карта эскизов Рис.3 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Корпус подшипников подлежит замене
08
2.Трещины выходящие на посадочные поверхности и резьбовые отверстия
09
Карта эскизов Рис.3 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Корпус подшипников подлежит замене
12
3.Трещины в любом месте корпуса подшипников длиной более 1/4 окружности
13
Карта эскизов Рис.3 103.20200000.00034Р
Т14
Лупа I-4-х ГОСТ 25706-83;
15
Корпус подшипников подлежит замене

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.07
103.55203000.00038Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
При наличии остальных трещин длиной не боле 40 мм
02
корпус подшипников направить в ремонт
03
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
04
4.Забоины, задиры и риски на поверхностях Б и В
05
Карта эскизов Рис.3 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
При глубине более 0,3 мм корпус подшипников направить в ремонт
08
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
09
5.Проверить состояние резьбы в отверстиях
10
Карта эскизов Рис.3 103.20200000.00034Р
Т11
Калибр ГОСТ 24939-81 ПР;
12
При срыве резьбы более 2-х ниток и смятия граней корпус подшипников направить в ремонт
13
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
14
А15
010
0200 Контроль размеров
Б16
Стол СД 3702.09
19920

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.07
103.55203000.00038Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Произвести обмер корпуса подшипников:
02
1.Диаметры отверстий d1 и d2
03
Карта эскизов Рис.3 103.20200000.00034Р
Т04
Нутромер НИ 50-100-1 ГОСТ 9244-75; Нутромер НИ 100-160-1 ГОСТ 9244-75;
05
При величине размеров более допускаемых корпус подшипников направить в ремонт
06
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
07
2.Наружный диаметр d
08
Карта эскизов Рис.3 103.20200000.00034Р
Т09
Микрометры МК 150-1 ГОСТ 6507-90;
10
При величине размеров более допускаемых корпус подшипников направить в ремонт
11
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р
12
3.Растояние l между поверхностями Б и В
13
Карта эскизов Рис.3 103.20200000.00034Р
Т14
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89;
15
При износе поверхностей Б и В в пределах допускаемого размера корпус подшипников направить в ремонт
16
Карта технологического процесса ремонта корпуса подшипников 103.55200000.00066Р

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.07
103.55203000.00038Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
При износе поверхностей Б и В более допустимого корпус подшипников подлежит замене
02
А03
015
Транспортная
Б04
Тележка внутрицеховая
О05
Уложить корпус подшипников на тележку и транспортировать на участок ремонта
Т06
Рукавицы брезентовые ГОСТ 12.4.010-75;
07
08
09
10
11
12
13
14
15
16

ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
5
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.01
103.20200000.00034Р
Д67.39.01.00
локомотивам
Шестерня
Н.контр.
Петухов
30
A
b
B
А
0
,8
6
,3
1
•
4
5
Å
2
фа с к и
Р
а
з
мер ы в м м
У
с
л
о
в
н
ые
о
б
о
з
н
а
ч
е
н
и
я
ч
е
р
те ж н ы е
д
о
п
у
с
к
а
е
мы е
+0 ,0 2 3
d
2
8
,2
2
3
2
8
Рис.5
+0 ,0 3
b
8
,4
8

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.03
103.55203000.00039Р
Д67.39.01.00
по локомотивам
Дефектация вала
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр вала на предмет выявления дефектов:
04
1.Трещины любого размера и расположения
05
Карта эскизов Рис.4 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Вал подлежит замене
08
2.Задиры и риски
09
Карта эскизов Рис.4 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Вал направить в ремонт
12
Карта технологического процесса ремонта вала 103.55200000.00067Р
13
3.Проверить состояние наружной резьбы
14
Карта эскизов Рис.4 103.20200000.00034Р
Т15
Калибр ГОСТ 24939-81 К-И;

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
2
Д67.39.01.03
103.55203000.00039Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
При срыве резьбы более 2-х ниток вал подлежит замене
02
А03
010
0378 Магнитный контроль
Инструкция ЦТт18/1 ИОТ № 103-2000
Б04
Дефектоскоп МД-12 ПШ
19920
О05
Проверить вал на наличие трещин
06
Карта эскизов Рис.4 103.20200000.00034Р
Т07
Перчатки диэлектрические ГОСТ 20010-74; Коврик диэлектрический ГОСТ4997-75;
Т08
Кувшин и поддон из немагнитного материала ;
М09
Железный порошок ПЖВ5 ВМ3 I категории II группы ГОСТ 4753- 86 ; Масло компрессорное ГОСТ 1861-73;
М10
Керосин КО20-30 ГОСТ 4753-68 ;
11
Вал подлежит замене при наличии трещин
12
А13
015
0200 Контроль размеров
Б14
Стол СД 3702.09
19920
О15
Произвести обмер вала:
16
1.Диаметры d, d1 и d2 поверхностей А, Б и В

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
3
Д67.39.01.03
103.55203000.00039Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
Карта эскизов Рис.4 103.20200000.00034Р
Т02
Микрометры МК 50-1 ГОСТ 6507-90;
03
При величине размеров более допускаемых вал направить в ремонт
04
Карта технологического процесса ремонта вала 103.55200000.00067Р
05
2.Ширина b шпоночных пазов
06
Карта эскизов Рис.4 103.20200000.00034Р
Т07
Калибр ГОСТ 24121-80;
08
При величине размеров более допускаемых вал направить в ремонт
09
Карта технологического процесса ремонта вала 103.55200000.00067Р
10
А11
020
0401 Транспортная
ИОТ № 18-2000
Б12
Тележка внутрицеховая
18466
О13
Уложить вал на тележку и транспортировать на участок ремонта
Т14
Рукавицы брезентовые ГОСТ 12.4.010-75;
15
Вал, требующий восстановления шпоночного паза, транспортировать в отделение
16
газовой наплавки

ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
6
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.02
103.20200000.00034Р
Д67.39.01.00
локомотивам
Крыльчатка
Н.контр.
Петухов
Б
36 ± 0
1
А
0
,8
A
Г
Ус ло в н ы е
Ра зм е р ы в м м
обо з н а ч е н и я
чер т е ж н ы е
до пу с к а е м ы е
- 0,3
A
d2
20 0
194 ,5
-
0,
5
0 ,8
-
0,
3
d
140
138 ,5
-
0,5
b1
36 0 í
1
35,7
Е
В
b2
74 0 í
2
73 5
b
+
0,
023
d1
28
2
8,22 3
+
0,
03
b
8,4
8
0 ,5
•
4 5
Å
4
ф ас к и
0 ,8
b1
b2
Рис.6
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.01
103.55203000.00040Р
Д67.39.01.00
по локомотивам
Дефектация шестерни
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр шестерни на педмет выявления возможных дефектов:
04
1.Трещины или изломы в зубьях и теле
05
Карта эскизов Рис.5 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Шестерня подлежит замене
08
2.Коррозионные язвы более 10% поверхности зуба
09
Карта эскизов Рис.5 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Шестерня подлежит замене
12
3.Вмятины на поверхности зуба глубиной свеше 0,3 мм и площадью 10 мм2
13
Карта эскизов Рис.5 103.20200000.00034Р
Т14
Лупа I-4-х ГОСТ 25706-83;
15
Шестерня подлежит замене

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.01
103.55203000.00040Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
010
0378 Магнитный контроль
Инструкция ЦТт18/1 ИОТ № 103-2000
Б02
Дефектоскоп УНМ-300/2000 (гибкий кабель)
19920
О03
Проверить шестерню на наличие трещин
04
Карта эскизов Рис.5 103.20200000.00034Р
Т05
Перчатки диэлектрические ГОСТ 20010-74; Коврик диэлектрический ГОСТ 4997-75;
Т06
Кувшин и поддон из немагнитного материала ;
М07
Железный порошок ПЖВ5 ВМ3 I категории II группы ГОСТ 4753-86 ; Масло компрессорное ГОСТ 1861-73;
М08
Керосин КО20-30 ГОСТ 4753-68 ;
09
Шестерня подлежит замене при наличии трещин
10
А11
015
0200 Контроль размеров
Б12
Стол СД 3702.09
19920
О13
Произвести обмер шестерни:
14
1.Диаметр отверстия d
15
Карта эскизов Рис.5 103.20200000.00034Р
Т16
Нутромер НИ 18-50-1 ГОСТ 9244-75;

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.01
103.55203000.00040Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
При износе отверстия до допускаемого размера шестерню направить в ремонт
02
Карта технологического процесса ремонта шестерни 103.5200000.00068
03
При износе отверстия более допускаемого размера шестерня подлежит замене
04
2.Ширина b шпоночного паза
05
Карта эскизов Рис.5 103.20200000.00034Р
Т06
Калибр ГОСТ 24121-80;
07
При износе паза в пределах допускаемого размера произвести перерезку паза до 8,5 мм
08
Карта технологического процесса ремонта шестерни 103.5200000.00068
09
При износе паза более допускаемого размера изготовить паз на диаметрально
10
противоположной стороне
11
Карта технологического процесса ремонта шестерни 103.5200000.00068
12
3.Диаметр делительной окружности d1
13
Карта эскизов Рис.5 103.20200000.00034Р
14
При уменьшении толщины зуба в результате износа, замеренной по дуге делительной
15
окружности, более чем на 0,1 мм от чертежного шестерня подлежит замене
16

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.01
103.55203000.00040Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
020
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Уложить шестерню на тележку и транспортировать на участок ремонта
Т04
Рукавицы брезентовые ГОСТ 12.4.010-75;
05
06
07
08
09
10
11
12
13
14
15
16

ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
7
Разраб.
Фишин
ПКТБ по
Проверил
Сидоренко
Д67.39.01.15
103.20200000.00034Р
Д67.39.01.00
локомотивам
Крышка
Н.контр.
Петухов
А
6
,
3
0
,8
15
0
,8
Б
Ра зм е р ы в м м
Ус ло в н ы е
обо зн а ч е ни я
че р т е ж н ы е
до пу с ка е м ы е
d
20 0
1 9 9 ,31
-
0,09
+0,0 6
d1
1 4 0
14 0 ,6 6
Рис.7
41

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.02
103.55203000.00041Р
Д67.39.01.00
по локомотивам
Дефектация крыльчатки
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр крыльчатки на предмет выявления дефектов:
04
1.Трещины любого размера и расположения
05
Карта эсизов Рис.6 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Крыльчатка подлежит замене
08
2.Сколы лопастей любого размера
09
Карта эсизов Рис.6 103.20200000.00034Р
Т10
Лупа I-4-х ГОСТ 25706-83;
11
Крыльчатка подлежит замене
12
3.Вмятины, погнутости лопастей
13
Карта эсизов Рис.6 103.20200000.00034Р
Т14
Лупа I-4-х ГОСТ 25706-83;
15
Крыльчатку направить в ремонт

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.02
103.55203000.00041Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
Карта технологического процесса ремонта крыльчатки 103.55200000.00069
02
А03
010
0200 Контроль размеров
Б04
Стол СД 3702.09
19920
О05
Произвести обмер крыльчатки:
06
1.Диаметры d и d2 поверхностей А и Б
07
Карта эсизов Рис.6 103.20200000.00034Р
Т08
Микрометры МК 150-1 ГОСТ 6507-90; Микрометры МК 200-1 ГОСТ 6507-90;
09
При износе поверхностей А и Б в пределах допускаемых размеров крыльчатку
10
направить в ремонт
11
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
12
2.Диаметр отверстия d1
13
Карта эсизов Рис.6 103.20200000.00034Р
Т14
Нутромер НИ 18-50-1 ГОСТ 9244-75;
15
При износе поверхности Е в пределах допускаемого размера крыльчатку направить в ремонт
16
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.02
103.55203000.00041Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
3.Длина b1 посадочной поверхности Е крыльчатки и ее общая ширина b2
02
Карта эсизов Рис.6 103.20200000.00034Р
Т03
Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89;
04
При износе поверхностей В и Г более допускаемых размеров крыльчатку заменить
05
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
06
4.Ширина b шпоночного паза
07
Карта эсизов Рис.6 103.20200000.00034Р
Т08
Калибр ГОСТ 24121-80;
09
При износе паза в пределах допускаемого размера произвести перерезку паза до 8,5 мм
10
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
11
При износе паза более допускаемого размера изготовить новый паз с заплавкой старого
12
Карта технологического процесса ремонта крыльчатки 103.55200000.00069Р
13
А14
015
Транспортная
Б15
Тележка внутрицеховая
О16
Уложить крыльчатку на тележку и транспортировать на участок ремонта

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.02
103.55203000.00041Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
Т01
Рукавицы брезентовые ГОСТ 12.4.010-75;
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.15
103.55203000.00042Р
Д67.39.01.00
по локомотивам
Дефектация крышки
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр крышки на предмет выявления дефектов:
04
1.Трещины длиной более 100 мм
05
Карта эскизов Рис.7 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Крышка подлежит замене
08
Крышку с трещинами менее 100 мм направить в ремонт
09
Карта технологического процесса ремонта крышки 103.55200000.00070Р
10
2.Трещины выходящие на посадочные места и резьбовые отверстия
11
Карта эскизов Рис.7 103.20200000.00034Р
Т12
Лупа I-4-х ГОСТ 25706-83;
13
Крышка подлежит замене
14
3.Проверить состояние резьбы в отверстиях
15
Карта эскизов Рис.7 103.20200000.00034Р

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.15
103.55203000.00042Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
Т01
Калибр ГОСТ 24939-81 ПР;
02
При срыве или смятии резьбы крышку направить в ремонт
03
Карта технологического процесса ремонта крышки 103.55200000.00070Р
04
А05
010
0200 Контроль размеров
Б06
Стол СД 3702.09
19920
О07
Произвести обмер крышки:
08
1.Диаметр d поверхности А
09
Карта эскизов Рис.7 103.20200000.00034Р
Т10
Микрометры МК 200-1 ГОСТ 6507-90;
11
При износе поверхности А не более допускаемого размера крышку направить в ремонт
12
Карта технологического процесса ремонта крышки 103.55200000.00070Р
13
2.Диаметр d1 поверхности Б
14
Карта эскизов Рис.7 103.20200000.00034Р
Т15
Нутромер НИ 100-160-1 ГОСТ 9244-75;
16
При износе поверхности Б не более допускаемого размера крышку направить в ремонт

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.15
103.55203000.00042Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
01
Карта технологического процесса ремонта крышки 103.55200000.00070Р
02
А03
015
Транспортная
Б04
Тележка внутрицеховая
О05
Уложить крышку на тележку и транспортировать на участок ремонта
Т06
Рукавицы брезентовые ГОСТ 12.4.010-75;
07
08
09
10
11
12
13
14
15
16

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
1
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.22
103.55203000.00043Р
Д67.39.01.00
по локомотивам
Дефектация фланца
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
А01
005
0387 Контроль внешнего вида
Б02
Стол СД 3702.09
19920
О03
Произвести визуальный осмотр фланца на предмет выявления дефектов:
04
1.Трещины выходящие любого размера и расположения
05
Карта эскизов Рис.8 103.20200000.00034Р
Т06
Лупа I-4-х ГОСТ 25706-83;
07
Фланец подлежит замене
08
09
10
11
12
13
14
15

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
9
1
Разраб.
Фишин
ПКТБ
Проверил
Сидоренко
Д67.39.01.16
103.55200000.00065Р
Д67.39.01.00
по локомотивам
Ремонт камеры
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
0108 Слесарная
ИОТ № 18-2000
Б02
Верстак слесарный
18466
О03
1.Установить камеру в слесарные тиски
О04
2.Разделать трещины под углом 90 градусов, засверлить концы
05
Карта эскизов Рис.2 103.20200000.34Р
06
Карта технологического процеса дефектации камеры 103.55203000.00037
Т07
Пневматическая сверлильная машина МШ-16-01; Сверло Т15К6 ГОСТ 22735-77 d=8-12 мм;
08
После заварки швы зачистить до основного металла
Т09
Напильник ГОСТ 1465-80;
10
А11
010
9068 Сварочная
ИОТ № 52-98
Б12
Стол сварщика ССН-1
19756
О13
1.Установить камеру на стол сварщика
О14
2.Произвести заварку разделанных швов на камере
15
Карта технологического процеса дефектации камеры 103.55203000.00037Р

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Горелка типа Г2, Г3;
Т02
Ацетилен ГОСТ 5948-78 ; Флюс 50% борной кислоты и 50% буры (по массе) ГОСТ 9087-81;
М03
Проволока из оловянистой латуни марки ЛО60-1, ЛО62-1 ГОСТ 17711-70;
А04
015
0387 Контрольная
Б05
Стол контролера
13063
О06
Произвести визуальный осмотр наплавленного шва
07
Карта технологического процеса дефектации камеры 103.55203000.00037Р
08
В случае небходимости, произвести гидравлическое испытание водой давлением 0,7 МПа
09
в течениии 5 мин.
10
Течь и потение не допускается
11
А12
020
0401 Транспортная
ИОТ № 18-2000
Б13
Тележка внутрицеховая
18466
О14
Установить камеру на тележку и транспортировать на участок для гидроиспытаний
Т15
Рукавицы брезентовые ГОСТ 12.4.010-75;
16
КТТП
Карта типового технологического процесса
34

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
0677 Гидроиспытательная ИОТ № 18-2000
Б02
Установка для гидравлических испытаний
13063
О03
Опрессовать полость А камеры водой давлением 0,7 МПа в течении 5 мин.
04
Карта эскизов Рис.2 103.20200000.34Р
05
Течь и потение не допускается
06
А07
030
0401 Транспортная
ИОТ № 18-2000
Б08
Тележка внутрицеховая
18466
О09
Установить камеру на тележку и транспортировать на участок механической обработки
Т10
Рукавицы брезентовые ГОСТ 12.4.010-75;
11
А12
035
4221 Горизонтально-расточн ИОТ № 118-99
Б13
Горизонтально-расточной станок 2А680
19163
О14
1.Установить камеру на расточной станок
15
2.Расточить отверстие d в пределах допускаемых размеров с минимальным снятием металла
16
3.Точить поверхность Б в пределах допускаемых размеров с минимальным снятием металла
КТТП
Карта типового технологического процесса
35

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Карта технологического процеса дефектации камеры 103.55203000.00037Р
02
Карта эскизов Рис.2 103.20200000.34Р
Т03
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 100-160-1 ГОСТ 9244
М04
ЛЗ-СОЖ2СО ;
05
А06
040
4221 Горизонтально-расточн ИОТ № 118-99
Б07
Горизонтально-расточной станок 2А680
19163
О08
1.Установить камеру на расточной станок
09
2.Расточить отверстие d1 в пределах допускаемых размеров с минимальным снятием металла
10
3.Точить поверхность В в пределах допускаемых размеров с минимальным снятием металла
11
Карта технологического процеса дефектации камеры 103.55203000.00037Р
12
Карта эскизов Рис.2 103.20200000.34Р
Т13
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 160-260-1 ГОСТ 9244
М14
ЛЗ-СОЖ2СО ;
15
16
КТТП
Карта типового технологического процесса
36

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
5
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
045
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить камеру на тележку и транспортировать в гальваническое отделение или
04
отделение газовой наплавки
Т05
Рукавицы брезентовые ГОСТ 12.4.010-75;
06
А07
050
7172 Гальваническая
ИОТ № 35-95
Б08
Ванна для хромирования
19756
О09
Произвести хромирование отверстий d и d1 при износе поверхностей в пределах допускаемого
10
размера
11
Карта технологического процеса дефектации камеры 103.55203000.00037Р
12
Карта эскизов Рис.2 103.20200000.34Р
13
Толщина слоя хромового покрытия не более 0,2 мм
14
А15
055
9068 Наплавочная
ИОТ № 52-98
Б16
Стол сварщика ССН-1
19756

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
6
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Произвести газовую наплавку латунью отверстий d и d1 и посадочных поверхностей Б и В
02
Карта технологического процеса дефектации камеры 103.55203000.00037Р
03
Карта эскизов Рис.2 103.20200000.34Р
Т04
Горелка типа Г2, Г3;
Т05
Ацетилен ГОСТ 5948-78 ; Флюс 50% борной кислоты и 50% буры (по массе) ГОСТ 9087-81;
М06
Проволока из оловянистой латуни марки ЛО60-1, ЛО62-1 ГОСТ 17711-70;
А07
060
Транспортная
ИОТ № 18-2000
Б08
Тележка внутрицеховая
18466
О09
Установить камеру на тележку и транспортировать на участок механической обработки
Т10
Рукавицы брезентовые ГОСТ 12.4.010-75;
11
А12
065
4221 Горизонтально-расточн ИОТ № 118-99
Б13
Горизонтально-расточной станок 2А680
19163
О14
1.Установить камеру на расточной станок
15
2.Расточить отверстие d после хромирования или газовой наплавки по чертежным размерам
16
3.Точить поверхность Б после газовой наплавки по чертежным размерам

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Карта технологического процеса дефектации камеры 103.55203000.00037Р
02
Карта эскизов Рис.2 103.20200000.34Р
Т03
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 100-160-1 ГОСТ 9244
М04
ЛЗ-СОЖ2СО ;
05
А06
070
4221 Горизонтально-расточн ИОТ № 118-99
Б07
Горизонтально-расточной станок 2А680
19163
О08
1.Установить камеру на расточной станок
09
2.Расточить отверстие d1 после хромирования или газовой наплавки по чертежным размерам
10
3.Точить поверхность В после газовой наплавки по чертежным размерам
11
Карта технологического процеса дефектации камеры 103.55203000.00037Р
12
Карта эскизов Рис.2 103.20200000.34Р
Т13
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 160-260-1 ГОСТ 9244
М14
ЛЗ-СОЖ2СО ;
15
16

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
8
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
075
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить камеру на тележку и транспортировать на слесарный участок
Т04
Рукавицы брезентовые ГОСТ 12.4.010-75;
05
А06
080
0108 Слесарная
ИОТ № 18-2000
Б07
Верстак слесарный
18466
О08
1.Произвести перерезку резьбы резьбовых отверстий на следующий допустимый размер
09
Карта технологического процеса дефектации камеры 103.55203000.00037Р
10
Карта эскизов Рис.2 103.20200000.34Р
Т11
Метчик машинно-ручной М11 ГОСТ 16093-81; Патрон ГОСТ 22627-77; Пробка ГОСТ 17765-72;
О12
2.Произвести зачистку забоин, рисок, задиров глубиной до 0,3 мм и острых кромок
13
на поверхностях Б и В
14
Карта технологического процеса дефектации камеры 103.55203000.00037Р
15
Карта эскизов Рис.2 103.20200000.34Р
Т16
Напильник ГОСТ 1465-80;

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
9
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
085
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить камеру на тележку и транспортировать на участок полной сборки
Т04
Рукавицы брезентовые ГОСТ 12.4.010-75;
05
06
07
08
09
10
11
12
13
14
15
16

КТТП
Карта типового технологического процесса
40
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
9
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.07
103.55200000.00066Р
Д67.39.01.00
по локомотивам
Ремонт корпуса подшипников
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
0108 Слесарная
ИОТ № 18-2000
Б02
Верстак слесарный
18466
О03
1.Установить корпус подшипников в слесарные тиски
О04
2.Разделать трещины под углом 60 градусов, засверлить концы
05
Карта эскизов Рис.3 103.20200000.00034Р
06
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
Т07
Пневматическая сверлильная машина МШ-16-01; Сверло Т15К6 ГОСТ 22735-77 d=8-12 мм;
08
После заварки швы зачистить до основного металла
Т09
Напильник ГОСТ 1465-80;
10
А11
010
9068 Сварочная
ИОТ № 52-98
Б12
Стол сварщика ССН-1
19756
О13
1.Установить корпус подшипников на стол сварщика
О14
2.Произвести заварку разделанных швов на корпусе подшипников
15
Карта эскизов Рис.3 103.20200000.00034Р

КТТП
Карта типового технологического процесса
41
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
Т02
Горелка типа Г2, Г3;
М03
Ацетилен ГОСТ 5948-78 ; Флюс 50% борной кислоты и 50% буры (по массе) ГОСТ 9087-81;
М04
Проволока из оловянистой латуни марки ЛО60-1, ЛО62-1 ГОСТ 17711-70;
А05
015
0387 Контрольная
Б06
Стол контролера
13063
О07
Произвести визуальный осмотр наплавленного шва
08
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
09
А10
020
0401 Транспортная
ИОТ № 18-2000
Б11
Тележка внутрицеховая
18466
О12
Установить корпус подшипников на тележку и транспортировать на участок
13
механической обработки
Т14
Рукавицы брезентовые ГОСТ 12.4.010-75;
15

16
КТТП
Карта типового технологического процесса
42
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
4114 Токарная
ИОТ № 1-2000
Б02
Токарный станок 1К62
19163
О03
1.Установить корпус подшипников на токарный станок
04
2.Точить наружный диаметр d в пределах допускаемых размеров с минимальным
05
снятием металла
06
3.Расточить отверстие d1 в пределах допускаемых размеров с минимальным
07
снятием металла
08
4.Точить посадочную поверхность В в пределах допускаемых размеров с минимальным
09
снятием металла
10
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
11
Карта эскизов Рис.3 103.20200000.00034Р
Т12
Резец проходной ВК6М ГОСТ 18062-72; Резец расточной ВК6М ГОСТ 18062-72; Цапфа;
Т13
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89 ; Нутромер НИ 50-100-1 ГОСТ 9244-75;
Т14
Микрометры МК 150-1 ГОСТ 6507-90 ;

М15
ЛЗ-2СО;
СОЖ
16
КТТП
Карта типового технологического процесса
43
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
030
4114 Токарная
ИОТ № 1-2000
Б02
Токарный станок 1К62
19163
О03
1.Установить корпус подшипников на токарный станок
04
2.Точить наружный диаметр d в пределах допускаемых размеров с минимальным
05
снятием металла
06
3.Расточить отверстие d2 в пределах допускаемых размеров с минимальным
07
снятием металла
08
4.Точить посадочную поверхность Б в пределах допускаемых размеров с минимальным
09
снятием металла
10
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
11
Карта эскизов Рис.3 103.20200000.00034Р
Т12
Резец проходной ВК6М ГОСТ 18062-72; Резец расточной ВК6М ГОСТ 18062-72; Цапфа;
Т13
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89 ; Нутромер НИ 100-160-1 ГОСТ 9244-75;

Т14
Микрометры МК 150-1 ГОСТ 6507-90 ;
М15
ЛЗ-2СО;
СОЖ
16
КТТП
Карта типового технологического процесса
44
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
5
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
035
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить корпус подшипников на тележку и транспортировать
04
в гальваническое отделение или отделение газовой наплавки
Т05
Рукавицы брезентовые ГОСТ 12.4.010-75;
06
А07
040
7172 Гальваническая
ИОТ № 35-95
Б08
Ванна для хромирования
19756
О09
Произвести хромирование отверстий d, d1 и d2 при износе поверхностей
10
в пределах допускаемого размера
11
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
12
Карта эскизов Рис.3 103.20200000.00034Р

13
Толщина слоя хромового покрытия не более 0,2 мм
14
А15
045
Наплавочная
Б16
Стол сварщика ССН-1
КТТП
Карта типового технологического процесса
45
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
6
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Произвести газовую наплавку латунью посадочных поверхностей Б и В, наружного
02
диаметра d и отверстий d1, d2
03
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
04
Карта эскизов Рис.3 103.20200000.00034Р
Т05
Горелка типа Г2, Г3;
М06
Ацетилен ГОСТ 5948-78 ; Флюс 50% борной кислоты и 50% буры (по массе) ГОСТ 9087-81;
М07
Проволока из оловянистой латуни марки ЛО60-1, ЛО62-1 ГОСТ 17711-70;
А08
050
0401 Транспортная
ИОТ № 18-2000
Б09
Тележка внутрицеховая
18466
О10
Установить корпус подшипников на тележку и транспортировать на участок
11
механической обработки

Т12
Рукавицы брезентовые ГОСТ 12.4.010-75;
13
А14
055
4114 Токарная
ИОТ № 1-2000
Б15
Токарный станок 1К62
19163
О16
1.Установить корпус подшипников на токарный станок
КТТП
Карта типового технологического процесса
46
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
2.Точить наружный диаметр d после хромирования или газовой наплавки по чертежным размерам
02
3.Расточить отверстие d1 после хромирования или газовой наплавки по чертежным размерам
03
4.Точить посадочную поверхность В после газовой наплавки по чертежным размерам
04
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
05
Карта эскизов Рис.3 103.20200000.00034Р
Т06
Резец проходной ВК6М ГОСТ 18062-72; Резец расточной ВК6М ГОСТ 18062-72; Цапфа;
Т07
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89 ; Нутромер НИ 50-100-1 ГОСТ 9244-75;
Т08
Микрометры МК 150-1 ГОСТ 6507-90 ;
М09
ЛЗ-2СО;
СОЖ
А10
060
4114 Токарная
ИОТ № 1-2000

Б11
Токарный станок 1К62
19163
О12
1.Установить корпус подшипников на токарный станок
13
2.Точить наружный диаметр d после хромирования или газовой наплавки по чертежным размерам
14
3.Расточить отверстие d2 после хромирования или газовой наплавки по чертежным размерам
15
4.Точить посадочную поверхность Б после газовой наплавки по чертежным размерам
16
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
КТТП
Карта типового технологического процесса
47
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
8
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Карта эскизов Рис.3 103.20200000.00034Р
Т02
Резец проходной ВК6М ГОСТ 18062-72; Резец расточной ВК6М ГОСТ 18062-72; Цапфа;
Т03
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89 ; Нутромер НИ 50-100-1 ГОСТ 9244-75;
Т04
Микрометры МК 150-1 ГОСТ 6507-90 ;
М05
ЛЗ-2СО;
СОЖ
А06
065
0401 Транспортная
ИОТ № 18-2000
Б07
Тележка внутрицеховая
18466
О08
Установить корпус подшипников на тележку и транспортировать на слесарный участок
Т09
Рукавицы брезентовые ГОСТ 12.4.010-75;

10
А11
070
0108 Слесарная
ИОТ № 18-2000
Б12
Верстак слесарный
18466
О13
1.Произвести перерезку резьбы резьбовых отверстий на следующий допустимый размер
14
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
15
Карта эскизов Рис.3 103.20200000.00034Р
Т16
Метчик машинно-ручной М9 ГОСТ 16093-81; Метчик машинно-ручной М11 ГОСТ 16093-81;
КТТП
Карта типового технологического процесса
48
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
9
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Патрон ГОСТ 22627-77 ; Пробка ГОСТ 17765-72;
О02
2.Произвести зачистку забоин, рисок, задиров глубиной до 0,3 мм и острых кромок
03
на поверхностях Б и В
04
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
05
Карта эскизов Рис.3 103.20200000.00034Р
Т06
Напильник ГОСТ 1465-80;
07
А08
075
0401 Транспортная
ИОТ № 18-2000

Б09
Тележка внутрицеховая
18466
О10
Установить корпус подшипников на тележку и транспортировать на участок полной сборки
Т11
Рукавицы брезентовые ГОСТ 12.4.010-75;
12
13
14
15
16
КТТП
Карта типового технологического процесса
49

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
10
1
Разраб.
Фишин
ПКТБ
Проверил
Сидоренко
Д67.39.01.16
103.55200000.00065Р
Д67.39.01.00
по локомотивам
Ремонт камеры
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
0108 Слесарная
ИОТ № 18-2000
Б02
Верстак слесарный
18466
О03
1.Установить камеру в слесарные тиски
О04
2.Разделать трещины под углом 90 градусов, засверлить концы
05
Карта эскизов Рис.2 103.20200000.34Р
06
Карта технологического процеса дефектации камеры 103.55203000.00037
Т07
Пневматическая сверлильная машина МШ-16-01; Сверло Т15К6 ГОСТ 22735-77 d=8-12 мм;
08
После заварки швы зачистить до основного металла
Т09
Напильник ГОСТ 1465-80;
10
А11
010
9068 Сварочная
ИОТ № 52-98
Б12
Стол сварщика ССН-1
19756
О13
1.Установить камеру на стол сварщика
О14
2.Произвести заварку разделанных швов на камере
15
Карта технологического процеса дефектации камеры 103.55203000.00037Р
КТТП
Карта типового технологического процесса
33

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Горелка типа Г2, Г3;
М02
Ацетилен ГОСТ 5948-78 ; Флюс 50% борной кислоты и 50% буры (по массе) ГОСТ 9087-81;
М03
Проволока из оловянистой латуни марки ЛО60-1, ЛО62-1 ГОСТ 17711-70;
А04
015
0387 Контрольная
Б05
Стол контролера
13063
О06
Произвести визуальный осмотр наплавленного шва
07
Карта технологического процеса дефектации камеры 103.55203000.00037Р
08
В случае небходимости, произвести гидравлическое испытание водой давлением 0,7 МПа
09
в течениии 5 мин.
10
Течь и потение не допускается
11
А12
020
0401 Транспортная
ИОТ № 18-2000
Б13
Тележка внутрицеховая
18466
О14
Установить камеру на тележку и транспортировать на участок для гидроиспытаний
Т15
Рукавицы брезентовые ГОСТ 12.4.010-75;
16
КТТП
Карта типового технологического процесса
34

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
0677 Гидроиспытательная ИОТ № 18-2000
Б02
Установка для гидравлических испытаний
13063
О03
Опрессовать полость А камеры водой давлением 0,7 МПа в течении 5 мин.
04
Карта эскизов Рис.2 103.20200000.34Р
05
Течь и потение не допускается
06
А07
030
0401 Транспортная
ИОТ № 18-2000
Б08
Тележка внутрицеховая
18466
О09
Установить камеру на тележку и транспортировать на участок механической обработки
Т10
Рукавицы брезентовые ГОСТ 12.4.010-75;
11
А12
035
4221 Горизонтально-расточн ИОТ № 118-99
Б13
Горизонтально-расточной станок 2А680
19163
О14
1.Установить камеру на расточной станок
15
2.Расточить отверстие d в пределах допускаемых размеров с минимальным снятием металла
16
3.Точить поверхность Б в пределах допускаемых размеров с минимальным снятием металла
КТТП
Карта типового технологического процесса
35

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Карта технологического процеса дефектации камеры 103.55203000.00037Р
02
Карта эскизов Рис.2 103.20200000.34Р
Т03
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 100-160-1 ГОСТ 9244
М04
ЛЗ-2СО ;
СОЖ
05
А06
040
4221 Горизонтально-расточн ИОТ № 118-99
Б07
Горизонтально-расточной станок 2А680
19163
О08
1.Установить камеру на расточной станок
09
2.Расточить отверстие d1 в пределах допускаемых размеров с минимальным снятием металла
10
3.Точить поверхность В в пределах допускаемых размеров с минимальным снятием металла
11
Карта технологического процеса дефектации камеры 103.55203000.00037Р
12
Карта эскизов Рис.2 103.20200000.34Р
Т13
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 160-260-1 ГОСТ 9244
М14
ЛЗ-2СО ;
СОЖ
15
16
КТТП
Карта типового технологического процесса
36

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
5
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
045
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить камеру на тележку и транспортировать в гальваническое отделение или
04
отделение газовой наплавки
Т05
Рукавицы брезентовые ГОСТ 12.4.010-75;
06
А07
050
7172 Гальваническая
ИОТ № 35-95
Б08
Ванна для хромирования
19756
О09
Произвести хромирование отверстий d и d1 при износе поверхностей в пределах допускаемого
10
размера
11
Карта технологического процеса дефектации камеры 103.55203000.00037Р
12
Карта эскизов Рис.2 103.20200000.34Р
13
Толщина слоя хромового покрытия не более 0,2 мм
14
А15
055
9068 Наплавочная
ИОТ № 52-98
Б16
Стол сварщика ССН-1
19756
КТТП
Карта типового технологического процесса
37

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
6
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Произвести газовую наплавку латунью отверстий d и d1 и посадочных поверхностей Б и В
02
Карта технологического процеса дефектации камеры 103.55203000.00037Р
03
Карта эскизов Рис.2 103.20200000.34Р
Т04
Горелка типа Г2, Г3;
М05
Ацетилен ГОСТ 5948-78 ; Флюс 50% борной кислоты и 50% буры (по массе) ГОСТ 9087-81;
М06
Проволока из оловянистой латуни марки ЛО60-1, ЛО62-1 ГОСТ 17711-70;
А07
060
Транспортная
ИОТ № 18-2000
Б08
Тележка внутрицеховая
18466
О09
Установить камеру на тележку и транспортировать на участок механической обработки
Т10
Рукавицы брезентовые ГОСТ 12.4.010-75;
11
А12
065
4221 Горизонтально-расточн ИОТ № 118-99
Б13
Горизонтально-расточной станок 2А680
19163
О14
1.Установить камеру на расточной станок
15
2.Расточить отверстие d после газовой наплавки по чертежным размерам
16
3.Точить поверхность Б после газовой наплавки по чертежным размерам
КТТП
Карта типового технологического процесса
38

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
7
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Карта технологического процеса дефектации камеры 103.55203000.00037Р
02
Карта эскизов Рис.2 103.20200000.34Р
Т03
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 100-160-1 ГОСТ 9244
М04
ЛЗ-2СО ;
СОЖ
05
А06
070
4221 Горизонтально-расточн ИОТ № 118-99
Б07
Горизонтально-расточной станок 2А680
19163
О08
1.Установить камеру на расточной станок
09
2.Расточить отверстие d1 после газовой наплавки по чертежным размерам
10
3.Точить поверхность В после газовой наплавки по чертежным размерам
11
Карта технологического процеса дефектации камеры 103.55203000.00037Р
12
Карта эскизов Рис.2 103.20200000.34Р
Т13
Резец ВК6М ГОСТ 18062-72; Штангенциркуль ШЦ-III-125-0,05 ГОСТ 166-89; Нутромер НИ 160-260-1 ГОСТ 9244
М14
ЛЗ-2СО ;
СОЖ
15
16
КТТП
Карта типового технологического процесса
39

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
8
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
075
Внутришлифовальная
Б02
Внутришлифовальный станок 3А227
О03
1.Установить камеру на шлифовальный станок
04
2.Шлифовать отверстие d после хромирования по чертежным размерам
05
Карта технологического процеса дефектации камеры 103.55203000.00037Р
06
Карта эскизов Рис.2 103.20200000.34Р
Т07
Круг эльборовый ГОСТ 17123-85; Нутромер НИ 100-160-1 ГОСТ 9244-75; Цапфа;
М08
ЛЗ-2СО ;
СОЖ
А09
080
Внутришлифовальная
Б10
Внутришлифовальный станок 3А227
О11
1.Установить камеру на шлифовальный станок
12
2.Шлифовать отверстие d1 после хромирования по чертежным размерам
13
Карта технологического процеса дефектации камеры 103.55203000.00037Р
14
Карта эскизов Рис.2 103.20200000.34Р
Т15
Круг эльборовый ГОСТ 17123-85; Нутромер НИ 160-260-1 ГОСТ 9244-75; Цапфа;
М16
ЛЗ-2СО ;
СОЖ
КТТП
Карта типового технологического процесса
40

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
9
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
085
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить камеру на тележку и транспортировать на слесарный участок
Т04
Рукавицы брезентовые ГОСТ 12.4.010-75;
05
А06
090
0108 Слесарная
ИОТ № 18-2000
Б07
Верстак слесарный
18466
О08
1.Произвести перерезку резьбы резьбовых отверстий на следующий допустимый размер
09
Карта технологического процеса дефектации камеры 103.55203000.00037Р
10
Карта эскизов Рис.2 103.20200000.34Р
Т11
Метчик машинно-ручной М11 ГОСТ 16093-81; Патрон ГОСТ 22627-77; Пробка ГОСТ 17765-72;
О12
2.Произвести зачистку забоин, рисок, задиров глубиной до 0,3 мм и острых кромок
13
на поверхностях Б и В
14
Карта технологического процеса дефектации камеры 103.55203000.00037Р
15
Карта эскизов Рис.2 103.20200000.34Р
Т16
Напильник ГОСТ 1465-80;
КТТП
Карта типового технологического процесса
41

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
10
Д67.39.01.16
103.55200000.00065Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
095
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить камеру на тележку и транспортировать на участок полной сборки
Т04
Рукавицы брезентовые ГОСТ 12.4.010-75;
05
06
07
08
09
10
11
12
13
14
15
16

КТТП
Карта типового технологического процесса
42
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00045Р
11
1
Разраб.
Фишин
Проверил
Сидоренко
ПКТБ
Д67.39.01.07
103.55200000.00066Р
Д67.39.01.00
по локомотивам
Ремонт корпуса подшипников
Н.контр.
Петухов
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
0108 Слесарная
ИОТ № 18-2000
Б02
Верстак слесарный
18466
О03
1.Установить корпус подшипников в слесарные тиски
О04
2.Разделать трещины под углом 60 градусов, засверлить концы
05
Карта эскизов Рис.3 103.20200000.00034Р
06
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
Т07
Пневматическая сверлильная машина МШ-16-01; Сверло Т15К6 ГОСТ 22735-77 d=8-12 мм;
08
После заварки швы зачистить до основного металла
Т09
Напильник ГОСТ 1465-80;
10
А11
010
9068 Сварочная
ИОТ № 52-98
Б12
Стол сварщика ССН-1
19756
О13
1.Установить корпус подшипников на стол сварщика
О14
2.Произвести заварку разделанных швов на корпусе подшипников
15
Карта эскизов Рис.3 103.20200000.00034Р

КТТП
Карта типового технологического процесса
43
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
2
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
Т02
Горелка типа Г2, Г3;
М03
Ацетилен ГОСТ 5948-78 ; Флюс 50% борной кислоты и 50% буры (по массе) ГОСТ 9087-81;
М04
Проволока из оловянистой латуни марки ЛО60-1, ЛО62-1 ГОСТ 17711-70;
А05
015
0387 Контрольная
Б06
Стол контролера
13063
О07
Произвести визуальный осмотр наплавленного шва
08
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
09
А10
020
0401 Транспортная
ИОТ № 18-2000
Б11
Тележка внутрицеховая
18466
О12
Установить корпус подшипников на тележку и транспортировать на участок
13
механической обработки
Т14
Рукавицы брезентовые ГОСТ 12.4.010-75;
15

16
КТТП
Карта типового технологического процесса
44
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
3
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
4114 Токарная
ИОТ № 1-2000
Б02
Токарный станок 1К62
19163
О03
1.Установить корпус подшипников на токарный станок
04
2.Точить наружный диаметр d в пределах допускаемых размеров с минимальным
05
снятием металла
06
3.Расточить отверстие d1 в пределах допускаемых размеров с минимальным
07
снятием металла
08
4.Точить посадочную поверхность В в пределах допускаемых размеров с минимальным
09
снятием металла
10
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
11
Карта эскизов Рис.3 103.20200000.00034Р
Т12
Резец проходной ВК6М ГОСТ 18062-72; Резец расточной ВК6М ГОСТ 18062-72; Цапфа;
Т13
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89 ; Нутромер НИ 50-100-1 ГОСТ 9244-75;
Т14
Микрометры МК 150-1 ГОСТ 6507-90 ;

М15
ЛЗ-2СО;
СОЖ
16
КТТП
Карта типового технологического процесса
45
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
4
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
030
4114 Токарная
ИОТ № 1-2000
Б02
Токарный станок 1К62
19163
О03
1.Установить корпус подшипников на токарный станок
04
2.Точить наружный диаметр d в пределах допускаемых размеров с минимальным
05
снятием металла
06
3.Расточить отверстие d2 в пределах допускаемых размеров с минимальным
07
снятием металла
08
4.Точить посадочную поверхность Б в пределах допускаемых размеров с минимальным
09
снятием металла
10
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
11
Карта эскизов Рис.3 103.20200000.00034Р
Т12
Резец проходной ВК6М ГОСТ 18062-72; Резец расточной ВК6М ГОСТ 18062-72; Цапфа;
Т13
Штангенциркуль ШЦ-III-135-0,05 ГОСТ 166-89 ; Нутромер НИ 100-160-1 ГОСТ 9244-75;

Т14
Микрометры МК 150-1 ГОСТ 6507-90 ;
М15
ЛЗ-2СО;
СОЖ
16
КТТП
Карта типового технологического процесса
46
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00045Р
5
Д67.39.01.07
103.55200000.00066Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
035
0401 Транспортная
ИОТ № 18-2000
Б02
Тележка внутрицеховая
18466
О03
Установить корпус подшипников на тележку и транспортировать
04
в гальваническое отделение или отделение газовой наплавки
Т05
Рукавицы брезентовые ГОСТ 12.4.010-75;
06
А07
040
7172 Гальваническая
ИОТ № 35-95
Б08
Ванна для хромирования
19756
О09
Произвести хромирование отверстий d, d1 и d2 при износе поверхностей
10
в пределах допускаемого размера
11
Карта технологического процеса дефектации корпуса подшипников 103.55203000.00038Р
12
Карта эскизов Рис.3 103.20200000.00034Р
содержание .. 1 2 ..
///////////////////////////////////////