содержание .. 1 2 3 4 ..
Mach3 CNC Controller (станок с ЧПУ). Установка и Конфигурирование - часть 3

существует возможность потери шагов при большой нагрузке, и это не сразу станет заметно
для пользователя станка. На практике, шаговые двигатели обеспечивают вполне достаточную
производительность на стандартных станках вплоть до фрезерных головок Бриджпорт и 6-
дюймовых токарных центров, если, конечно, вам не требуется исключительно высокая
точность и скорость работы.
С другой стороны, серводвигатель это:
• Относительно высокая цена (особенно для двигателей пост. тока)
• Требуются кабели и для двигателя и для энкодера
• Требуется уход за щетками (на двигателях переменного тока)
• Скорость двигателя может достигать 4000 оборотов в минуту, а вращающий момент
практически не ограничен (насколько позволит ваш бюджет!)
• Используется управление закрытыми циклами, так что положение привода всегда должно
быть правильным (иначе будет подан сигнал о сбое)
Стоит сделать пару предупреждений:
Во-первых, сервосистемы на старых станках могут оказаться не цифровыми. То есть они не способны
управляться серией шаговых импульсов и сигналов направления, как требуется для Mach3. Чтобы
использовать старый двигатель с Mach3, вам придется заменить счетно-решающее устройство
(которое определяет положение) квадратурным энкодером и поменять всю электронику.
Во-вторых, избегайте б/ушных шаговых двигателей, если не можете получить заводскую
информацию о них. Они могут быть спроектированы для 5-ти фазных операций, могут некорректно
работать с современными микрошаговыми контроллерами с дроблением шага, и могут иметь намного
меньший уровень крутящего момента, чем современные двигатели с такими же характеристиками.
Если их проверить, то может оказаться, что они были случайно размагничены и теперь бесполезны.
Если вы не можете целиком положиться на свои умения и опыт, тогда приводы осей стоит покупать у
известных производителей, которые обеспечивают информационную и иную поддержку товара. Если
выкупите качественный товар, то вам не придется тратить деньги дважды.
Рисунок 4-3: Пример серводвигателя с энкодером
Энкодер
4.4.2 Обозначьте требования к приводам осей
Полный набор вычислений для осей был бы слишком сложен, все равно у вас, скорее всего, нет всей
необходимой информации (такой например, как максимально необходимая сила резания и т.п.).
Некоторые вычисления, однако, необходимо сделать для успешной работы. Как минимум, вам нужно
определить, сколько шагов нужно, чтобы переместить ось на определенное расстояние. Ответ зависит
33
от механических особенностей вашего оборудования (например, от шага ходового винта) и
характеристик двигателя (сколько шагов он делает за оборот).
4.4.2.1 Пример 1 - Фрезерный станок с поперечной кареткой
Мы начнем с проверки минимально возможного расстояния движения. Это будет абсолютный предел
по точности выполняемой на станке работы. После мы проверим ускоренные переезды и крутящий
момент.
Предположим, например, что вы создали фрезерный станок с поперечной кареткой (ось Y), и ход
поперечной каретки составляет 12 дюймов. Вы собираетесь использовать винт с резьбой в одну нить,
с шагом в 0.1 дюйм и шариковой гайкой. Ваша цель, достичь минимального движения в 0.0001
дюйма. Один полный оборот винта с шагом в 0.1 дюйма дает движение на 0.1 дюйма, так что
перемещение на 0.0001 дюйма - это 1/1000 часть от этого. Это 1/1000 оборота вала двигателя, если он
напрямую соединен с винтом.
Использование шагового двигателя
Минимальный шаг шагового двигателя зависит от того, каким образом он управляется. Обычно
распространенные шаговые двигатели имеют 200 полных шагов на оборот, но контроллеры также
обеспечивают и микро-шаговые режимы. Микрошаговые режимы помогают добиваться гладкого
передвижения на высшем значении скорости подачи, и многие контроллеры позволяют производить
10 микрошагов на один полный шаг. 200-шаговый двигатель с 10 микрошагами на один полный шаг
обеспечивает 1/2000 оборота, как минимальный шаг. Как показано в примере выше, два микро-шага
дадут желаемое минимальное перемещение на 0.0001 дюйма. Это, однако, должно рассматриваться с
некоторыми оговорками. Тогда как число микрошагов на один шаг растет, крутящий момент быстро
падает. В зависимости от нагрузки, ложащейся на двигатель, может не быть достаточного крутящего
момента для действительного движения мотора на один микрошаг. Бывает необходимо сделать
несколько микрошагов прежде чем появится достаточный крутящий момент. В общем, для получения
точных результатов используйте не микрошаговый режим. Основные преимущества микрошагового
режима - уменьшение механических помех, сглаживание запуска и снижение резонансных проблем.
Теперь обратим внимание на возможную скорость ускоренных переездов. Предположим, по
минимуму, что максимальная скорость двигателя - 500 оборотов в минуту. В нашем примере с
ходовым винтом с шагом 0.1 дюйма, 500 оборотов в минуту дадут скорость ускоренных переездов 50
дюймов в минуту, или около 15 секунд для преодоления 12 дюймов длины направляющих. Этот
результат является удовлетворительным, но не впечатляющим.
На такой скорости электронике микрошагового привода двигателя требуется 16,667 (500 об./мин. *
200 шагов на оборот * 10 микрошагов на шаг / 60 секунд в минуте) импульсов в секунду. На
компьютере с частотой 1 ГГц, Mach3 может генерировать одновременно по 35,000 импульсов в
секунду для каждой из 6 возможных осей. Так что, с такой задачей она справится без проблем.
Теперь следует определить требуемый для станка крутящий момент, который задаст параметры
требующегося двигателя. Одним из способов измерить его, является установка станка на тяжелейший
рез, который, как вы считаете, вам когда-нибудь придется сделать, применив наибольший затяг
(скажем 12”) на ручном колесике, применяемом на направляющих, закрутив до отказа
балансировочную пружину (или приспособив под эти цели пружину от кухонных весов). Крутящий
момент для этого реза (в унциях-дюймах) - считанный баланс (в унциях) x 12. Другой способ, это
использовать информацию о калибре и параметрах двигателя, который, как вы знаете, стоит на таком
же станке с такими же направляющими и винтом. Поскольку шаговый двигатель может «терять шаги»
с набеганием погрешности, лучше используйте двигатель большего калибра с запасом в крутящем
моменте.
Также вы можете увеличить крутящий момент с помощью редуктора. Если вычисленная скорость
ускоренных переездов находится в разумных пределах, вы можете рассмотреть вариант снижения
передаточного отношения до 2:1 (применив, скажем, зубчатую ременную передачу), что должно
удвоить крутящий момент на винте. Это позволит использовать двигатель меньшего калибра (а,
34
следовательно, и дешевле).
Использование серводвигателя
Вновь посмотрим на размер одного шага. В серводвигателе присутствует энкодер, указывающий
электронике привода, где двигатель находится. Он состоит из разбитого на слоты диска, и генерирует
четыре «квадратурных» импульса для каждого слота на диске. Таким образом диск с 300 слотами
генерирует 300 циклов на оборот (CPR). Для коммерческих энкодеров этого откровенно мало.
Электроника энкодера будет выводить 1200 квадратурных тактов на оборот (QCPR) вала двигателя.
Для нашего винта с модулем 0.1 дюйма один шаг будет давать минимальное перемещение на 0.000083
дюйма, которое лучше, чем требуемое 0.0001 дюйма.
Электроника привода в серводвигателе обычно поворачивает двигатель на один квадратурный такт за
входящий импульс шага. Электроника некоторых узкоспециализированных серводвигателей может
умножать и/или делить импульсы шага на константу (т.е. один импульс шага двигается пятью
квадратурными импульсами или 36/17 импульсами). Это часто называют электронным редуктором.
Так как максимальная скорость серводвигателя около 4000 оборотов в минуту, нам определенно
потребуется уменьшение скорости на механическом приводе. 5:1 будет довольно ощутимо. Это
уменьшит перемещение за один шаг и в нашем примере даст нам движение на 0.000083 / 5 или
0.0000167 дюйма за шаг, что намного лучше, чем требуемое (0.0001”).
Какую максимальную скорость ускоренных переездов мы получим? Имея 35,000 шаговых импульсов
в секунду, мы получим 5,83 оборотов [35000/(1200*5)] ходового винта в секунду. Это подходит, если
продолжительность движения по направляющим длиной 5 дюймов составляет 9 секунд. Обратите
внимание, что скорость ограничена количеством импульсов, подаваемым Mach3, а не скоростью
двигателя. В примере это около 1750 оборотов в минуту. Если бы энкодер давал больше импульсов на
оборот, ограничение было бы еще жестче. Часто приходится использовать электронику
серводвигателя с электронным редуктором, чтобы обойти это ограничение, если у вас энкодер с
высоким количеством тактов.
Наконец, проверим доступный крутящий момент. На серводвигателе требуется меньший запас
надежности, чем на шаговом двигателе, потому что серводвигатель не имеет проблемы «потери
шагов». Однако, если требуемый станком крутящий момент слишком высок, двигатель может
перегреться или электроника привода может превысить допустимое напряжение.
4.4.2.2 Пример 2 - Привод портального трассировщика
Для портального трассировщика может потребоваться движение, по меньшей мере, на расстояние 60
дюймов по оси портала. Винт шарико-винтовой пары для такой длины - это слишком дорогое и
сложное решение, так как, кроме прочего, его тяжело защитить от пыли. Многие разработчики
приходят к использованию передач посредством цепей или зубчатых колес.
Выберем минимальный шаг в 0.0005 дюйма. Ведущая шестерня с 20-ю зубцами и шагом ¼ дюйма
дает порталу перемещение 5 дюймов на оборот шестерни. Шаговый двигатель (десять микрошагов)
дает 2000 шагов на оборот, так что между двигателем и валом шестерни требуется редукция 5:1
(используя ремень или редуктор) [0.0005" = 5"/(2000 x 5)] и при передаточном отношении 5:1 один
оборот шагового двигателя даст в результате перемещение на 1 дюйм.
С такой конструкцией, если мы получим 500 оборотов в минуту от шаговика, перемещение будет 500
дюймов в минуту или 8.33 дюйма в секунду. Ускоренный переезд на 60 дюймов, не принимая во
внимание ускорение и замедление, займет 7.2 секунды [60 дюймов/8.33=7.2].
Вычисление крутящего момента на этом станке сложнее, чем на фрезере с поперечной кареткой,
учитывая массу передвигаемого портала, инерцию, длительность ускорения и замедления, что,
наверное, важнее, чем сила реза. Чужой опыт или самостоятельные эксперименты будут для многих
лучшим решением. Если вы присоединитесь к группе пользователей ArtSoft USA Mach1/Mach2CNC
35
доступен огромный опыт сотен других юзеров, выложенный там.
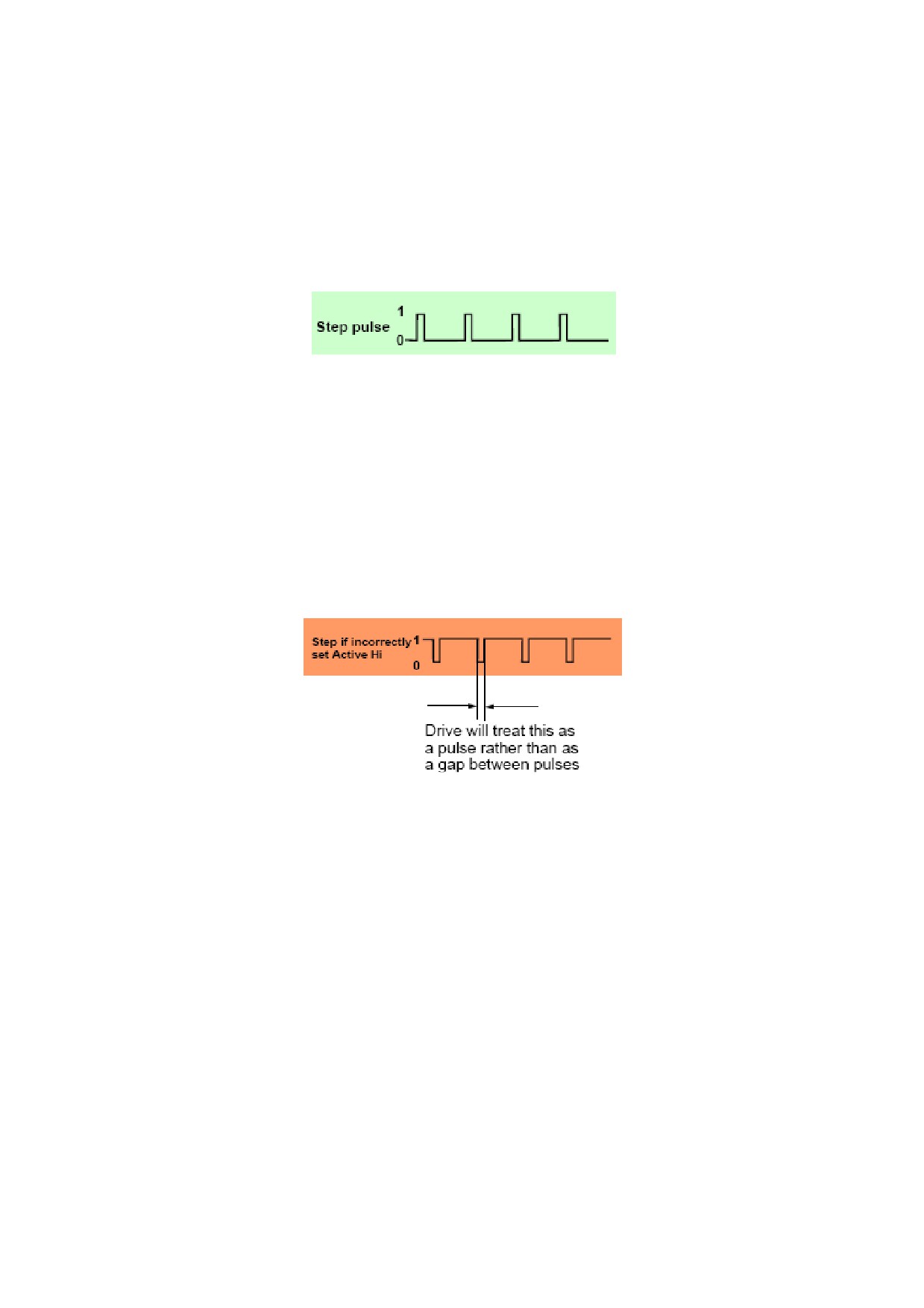
4.4.3 Как работают сигналы Шага и Направления (Step и Dir)
Mach3 подает исходящий импульс (логическая 1) на вывод Step для каждого совершаемого осью
шага. Выход Dir буден задан до появления шаговых импульсов.
Рисунок 4-4: Форма импульса шага (Active Lo)
График логической волны будет выглядеть как показано на рисунке 4.4. Промежуток между
импульсами будет тем меньше, чем выше скорость шагов.
Электроника привода обычно использует настройки Active Lо для сигналов Step и Dir. В Mach3
нужно указать, что эти выводы являются Active Lo. Если этого не сделать, то сигналы Step все равно
будут подниматься и опускаться на графике, но привод будет считать, что расстояние между
импульсами - это сами импульсы, и наоборот. Из-за этого работоспособность станка становится
довольно сомнительной, и на двигатель нельзя будет рассчитывать. «Инвертированные» импульсы
показаны на рисунке 4-5.
Рисунок 4-5: Инвертированная форма импульса (Active Hi)
4.5 Концевые выключатели (Limit) и выключатели Баз
(Home switches)
Концевые выключатели (Limit) используются для того, чтобы не давать осям двигаться слишком
далеко и тем самым избежать возможного повреждения станка. Вы можете использовать станок и без
них, но небольшая ошибка в расчетах может повлечь за собой множество повреждений, устранение
которых обойдется довольно дорого. Рисунок 4-6 показывает концевой выключатель на фрезерном
станке.
36
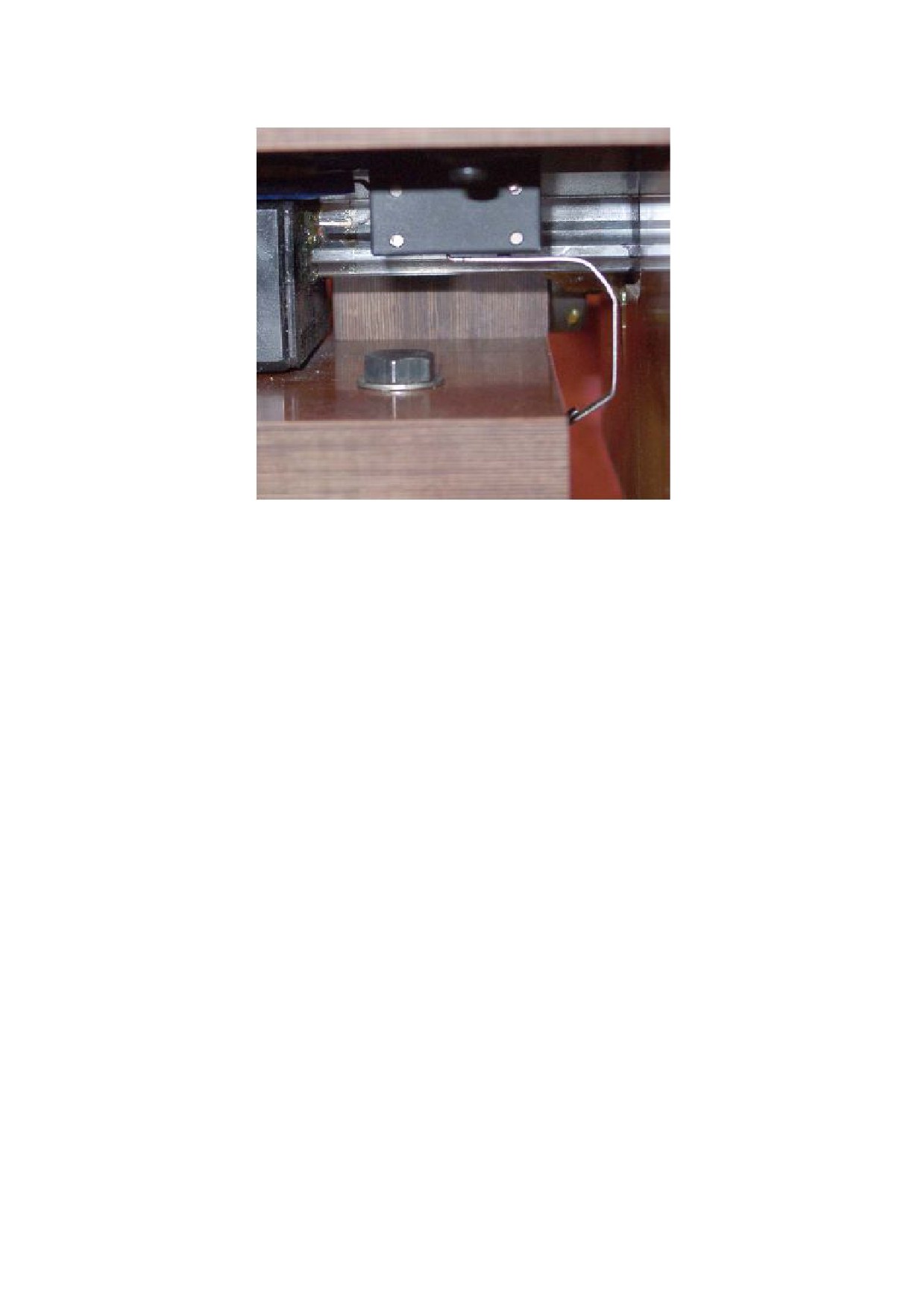
Рисунок 4-6: Пример механического концевика
Микровыключатель установлен на подвижном столе станка и срабатывает,
когда его рычаг цепляется за станину станка. Рычаг не жесткий, слегка
пружинит, что не может давать точности при повторениях.
Также ось может содержать и выключатель Баз (Home). Mach3 может задать команду передвинуть
одну (или все) оси в начальное положение. Это требуется делать всякий раз при включении системы,
и она будет знать, где в данный момент находятся оси. Если вы не поставите выключатели Баз, то вам
придется каждый раз перегонять оси в опорную точку (в начало отсчета) «на глаз». Выключатели
Баз могут располагаться в любом месте оси, и это место определяете вы сами. Эти выключатели не
обязательно должны находиться в положении Ноль Станка.
Повторяемость в нахождении нужной точки, особенно при использовании механических
выключателей, очень важный критерий, а момент включения зависит от твердости конструкции и
пружинных свойств рычага. Установка, показанная на рисунке 4-6, довольно неточная.
Повторяемость весьма важна при использовании выключателей, выполняющих функцию
Базирования.
Можно заметить, что каждой оси требуется три выключателя (т.е. 2 выключателя Limit по оба конца
оси и 1 выключатель Home). Так что минимальная конфигурация фрезеровального станка потребует 9
вводов параллельного порта для управления ими. Это плохо, так как параллельный порт содержит
только 5 вводов! Эта проблема может быть решена тремя способами:
1. Подключите Концевые выключатели к внешней логике (возможно к электронике привода) и
эта логика выключает привод, когда достигнут предел, что гораздо точнее. Выключатели
базирования подключают к вводам Mach3.
2. Используйте один пин, совместив в нем все вводы оси, и Mach3 будет отвечать за управление
обоими концевиками и определением Базы. Например, если Mach3 будет задано
«переместиться в положение Баз» на фрезерном станке, программа задаст перемещение по
оси X влево (стол движется вправо), пока не сработает выключатель. Команда будет
интерпретирована, как «Базирование». Если же этот выключатель сработает во время
обработки, процесс будет интерпретирован, как «срабатывание концевого выключателя».
3. Выключатели могут быть подключены посредством эмулятора клавиатуры.
Первый способ является лучшим, и обычно используется для очень больших, дорогих или быстрых
станков, когда сохранность оборудования нельзя доверить программе и ее настройкам.
37
Подсоединяемые к электронике привода выключатели могут быть «умными», и после достижения
предела, разрешать движение только в направлении от ограничителя. Это безопаснее чем просто
отключение, когда пользователь может вручную перегнать станок за выключатель, но требует
наличия достаточно сложного привода.
Второй способ подходит для небольших станков с прямым управлением оператором. При такой
настройке можно использовать только три ввода в Mach3 для 3-х осевого фрезерного станка (четыре -
для станка портального типа, см. описание Вторичных осей). Поскольку у станка находитесь вы (или
оператор) и вы можете действовать в зависимости от ситуации, для каждой оси требуется только по
два выключателя. Оба концевых выключателя могут быть связаны и положение Базы может быть
функционально совпадать с одним из концевых выключателей. Оба из двух выключателей
продуцируют сигнал Стоп! Далее оператор может сообразить, что делать для восстановления
рабочего состояния. Обратитесь к главе 4.5.3 «Как в Mach3 использовать совмещенные выключатели»
за более детальным описанием опции.
Эмулятор клавиатуры имеет намного большее время отклика, чем параллельный порт, но его хватает
для концевых выключателей на станках, где нет очень быстрых подач. За деталями обращайтесь к
Есть еще четвертый способ: использовать поменьше выключателей. В некоторых случаях можно
обходиться без выключателей Баз. Если станок выпускает серийную продукцию, вы почти наверняка
знаете, где находится точка нуля для данной серии деталей, и выключателями Базы можно не
пользоваться, нулевые точки размечены на столе или на крепеже.
4.5.1 Выключатели
При подборе выключателей, необходимо решить для себя несколько вещей. Если вы собираетесь
ставить два выключателя на один ввод, тогда подключать их следует таким образом, чтобы при работе
сигнал был логической единицей «1» (т.е. функция логического ИЛИ). Это просто сделать для
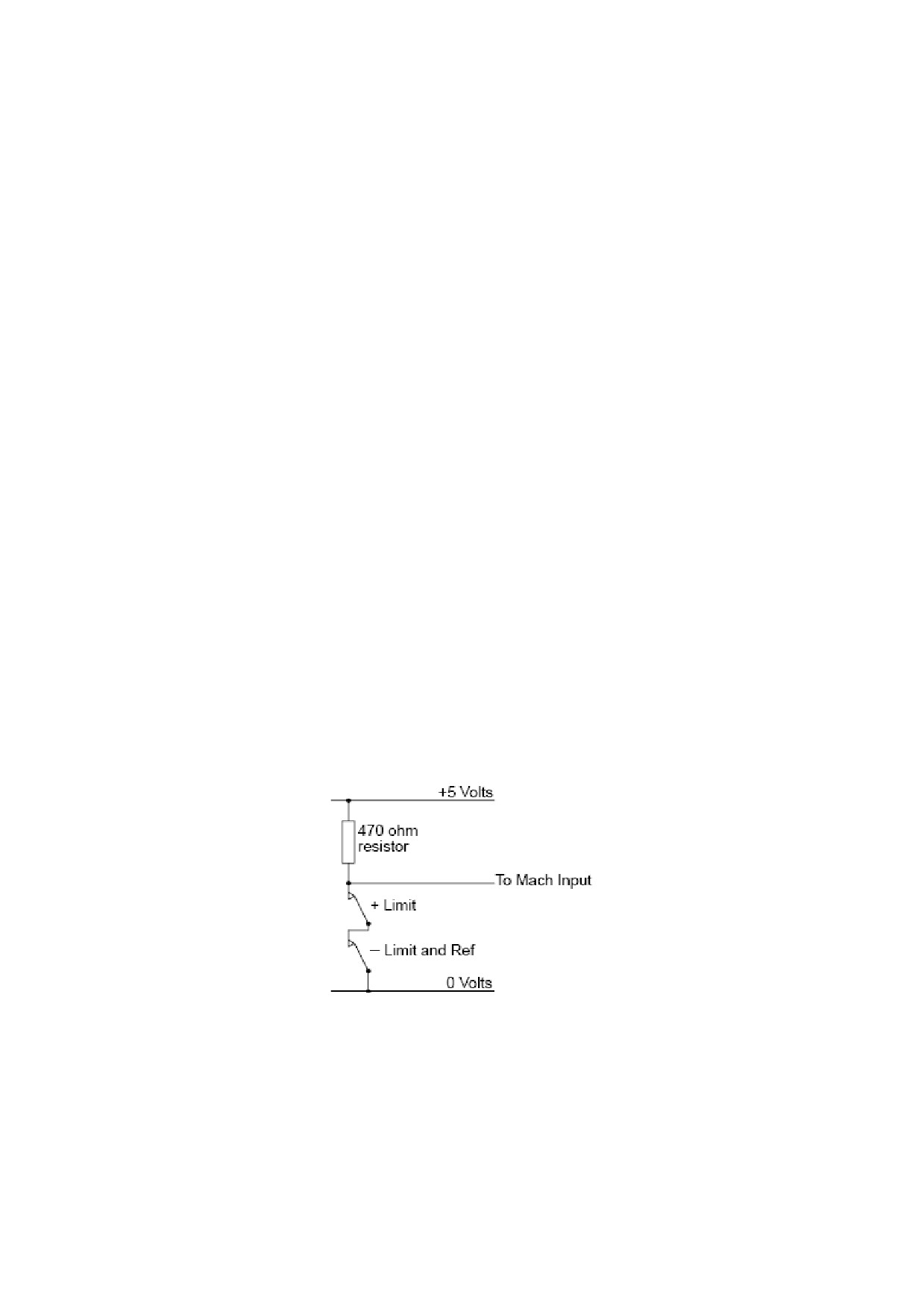
механических выключателей. Если их конструкция - т.н. «нормально замкнутые контакты», и они
подключены последовательно, как показано на рисунке 4-7, то они дадут сигнал Active Hi, если один
из них работает в данный момент. Отсылаем вас к схеме, показанной на рисунке 4-7.
Рисунок 4-7: Два нормально замкнутых контакта дают логическое ИЛИ
Для надежности вам придется вывести ввод на параллельный порт. Так как механические
выключатели могут выдерживать очень значительное напряжение, то приводится цифра порядка
470R, которая дает ток около 10 миллиампер. Так как подключаемые к ним провода могут быть
довольно длинными и приводящими к электрическим помехам, убедитесь, что у вас хорошее
подключение вашего ввода к 0 вольт линии (рама вашего станка не будет хорошим решением), а
также используйте экранированные кабеля, с экраном, подключенным к главному заземлению вашего
устройства управления.
Если вы используете электронные выключатели, такие, как поделенный на слоты детектор со
светодиодом LED и фототранзистором, то вам понадобится какой-либо проводник ИЛИ (это может
38
быть «проводное ИЛИ», если ввод Active Lo управляется открытыми коллекторными транзисторами).
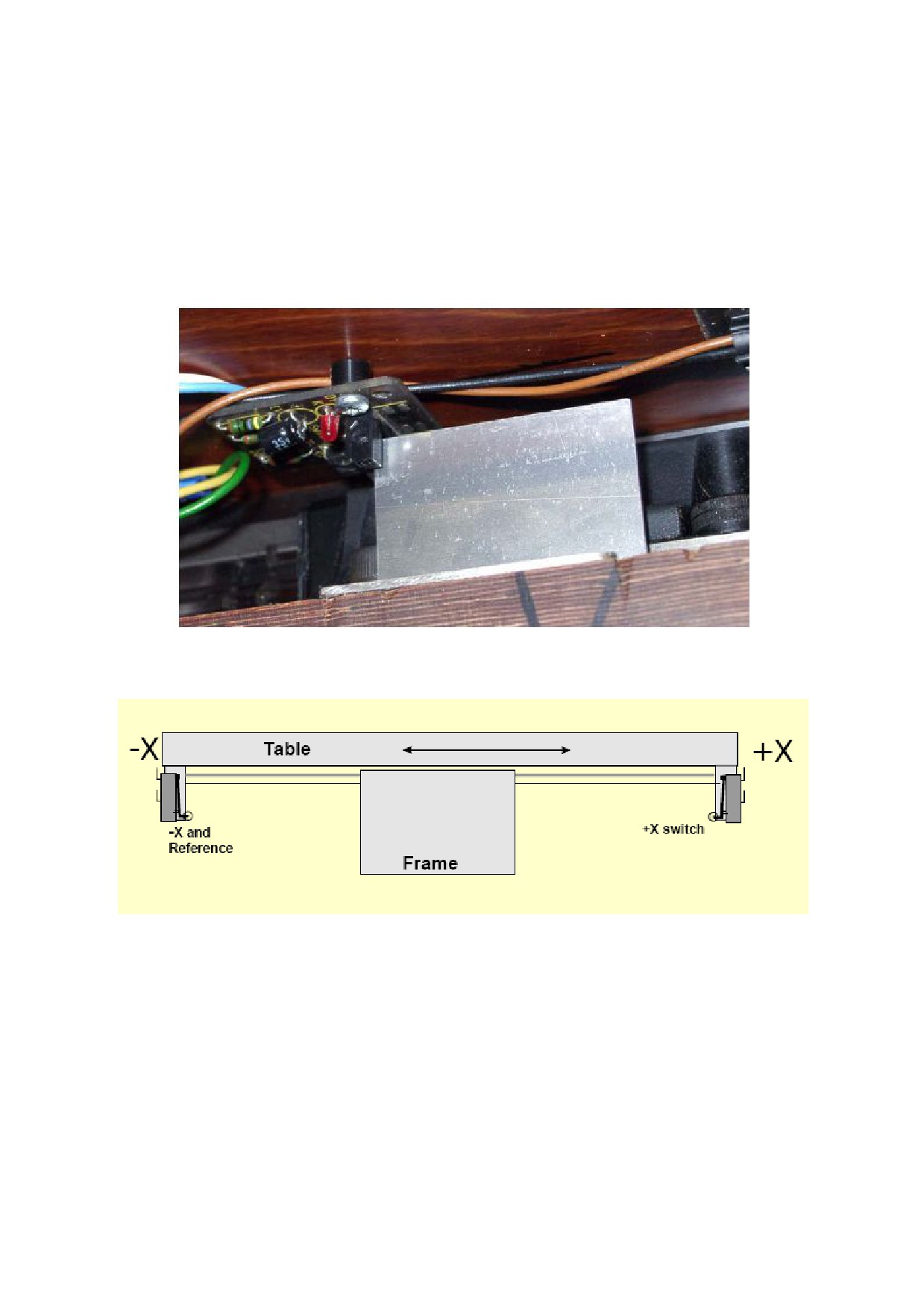
Оптические переключатели, если забыть об охлаждении, должны прекрасно работать на
металлообрабатывающем станке, но могут отказывать в случае наличия мелкой древесной стружки
(пыли). На рисунке 4-8 приведен пример оптического выключателя.
ArtSoft USA не рекомендует использовать магнитные переключатели (герконовые переключатели или
переключатели на эффекте Холла) на станках, которые работают с ферросодержащими металлами,
иначе их магнитная «начинка» может быть повреждена.
Рисунок 4-8: Оптический выключатель на станке и пластина на станине
Рисунок 4-9: Два выключателя, ограничивающие перемещения стола по станине
Избыточное движение - это движение, возникающее, после того как выключатель сработал. У
концевого выключателя оно может быть связано с инерцией привода. На оптическом переключателе,
как на рисунке 4-8, предусмотренная пластина достаточно длинна, чтобы проблем не возникало.
Микропереключатель может получать произвольное избыточное движение, при работе
находящегося на нем ролика, катающегося по пандусу (смотри рисунок 4-11). Уклон пандуса, однако,
уменьшает повторяемость точных срабатываний выключателя. Часто можно использовать один
переключатель для обоих концевых пределов, используя два пандуса или две пластины, как показано
на рисунке 4-11.
39
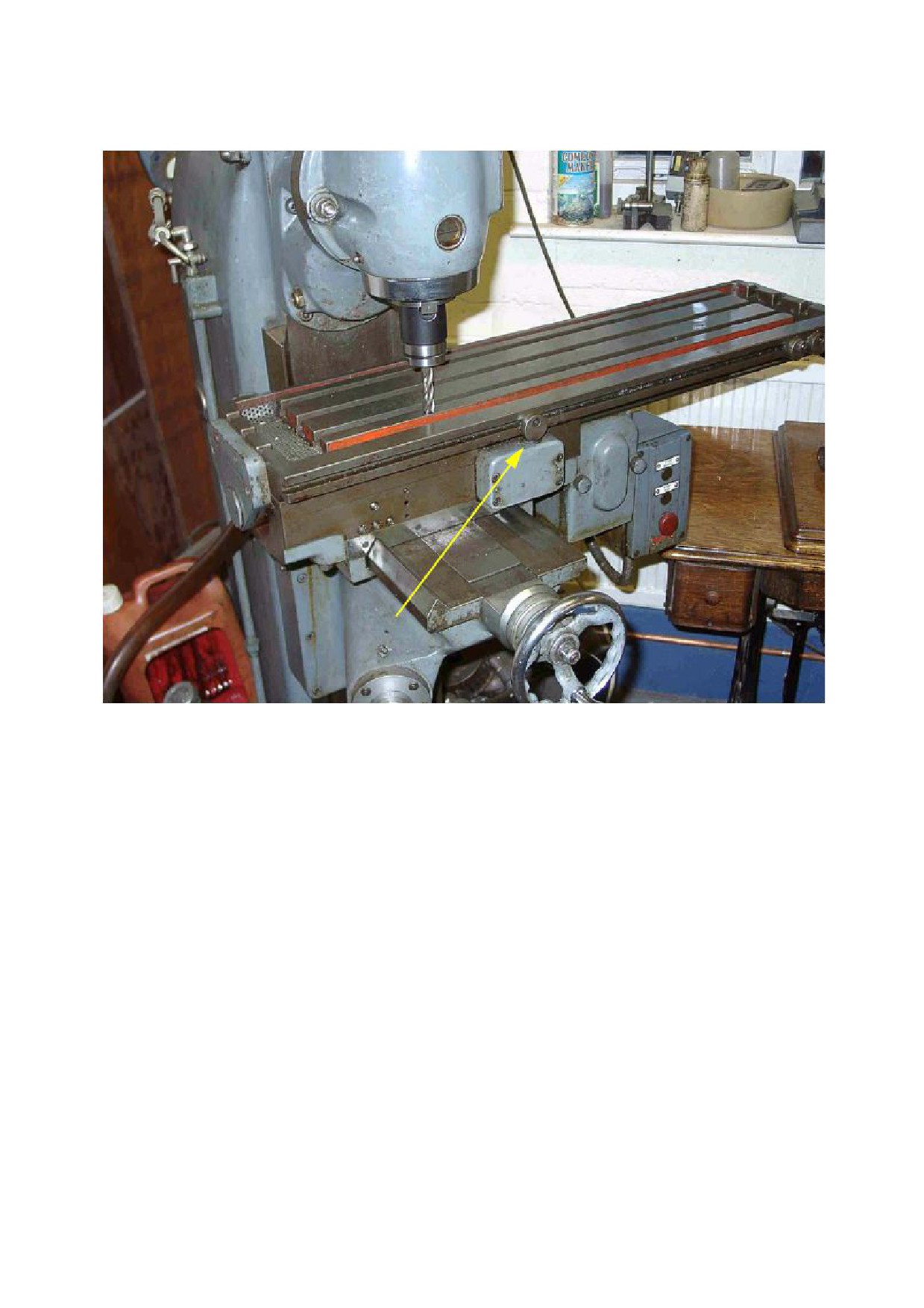
Рисунок 4-10: Фрезер с инструментом в точке X=0, Y=0 (кулачок находится на
концевике)
4.5.2 Где располагать выключатели
Выбор положения для установки выключателей часто приводит к компромиссу между тем, чтобы
держать их подальше от стружки и пыли и необходимостью гибкого сочленения проводов, которые
подходят к выключателям.
Например, на рисунках 4-6 и 4-8 они расположены снизу стола, несмотря на то, что им требуется
подвижный кабель, но так как там они лучше защищены.
Использование одного кабеля, содержащего провода для двух или более осей может показаться вам
удобным решением (например, оси X и Y портального трассировщика могут иметь выключатели на
самом портале, а для оси Z нужен довольно короткий провод, в отличии проводов для двух других
осей). Не поддавайтесь соблазну использовать многожильный кабель для подведения проводов к
двигателю и выключателям. Возможно, вам захочется провести два отдельных кабеля рядом, и этому
ни что препятствовать не будет, если оба экранированы (плетенкой или фольгой) и экраны заземлены
в одной общей точке на электронном приводе.
Вы можете найти для себя полезным обзор промышленных станков, помещенный на ArtSoft USA
Yahoo! group, и, возможно, вас посетят мысли, как эти идеи применить в своем оборудовании. Ссылку
вы найдете а сайте www.machsupport.com
40
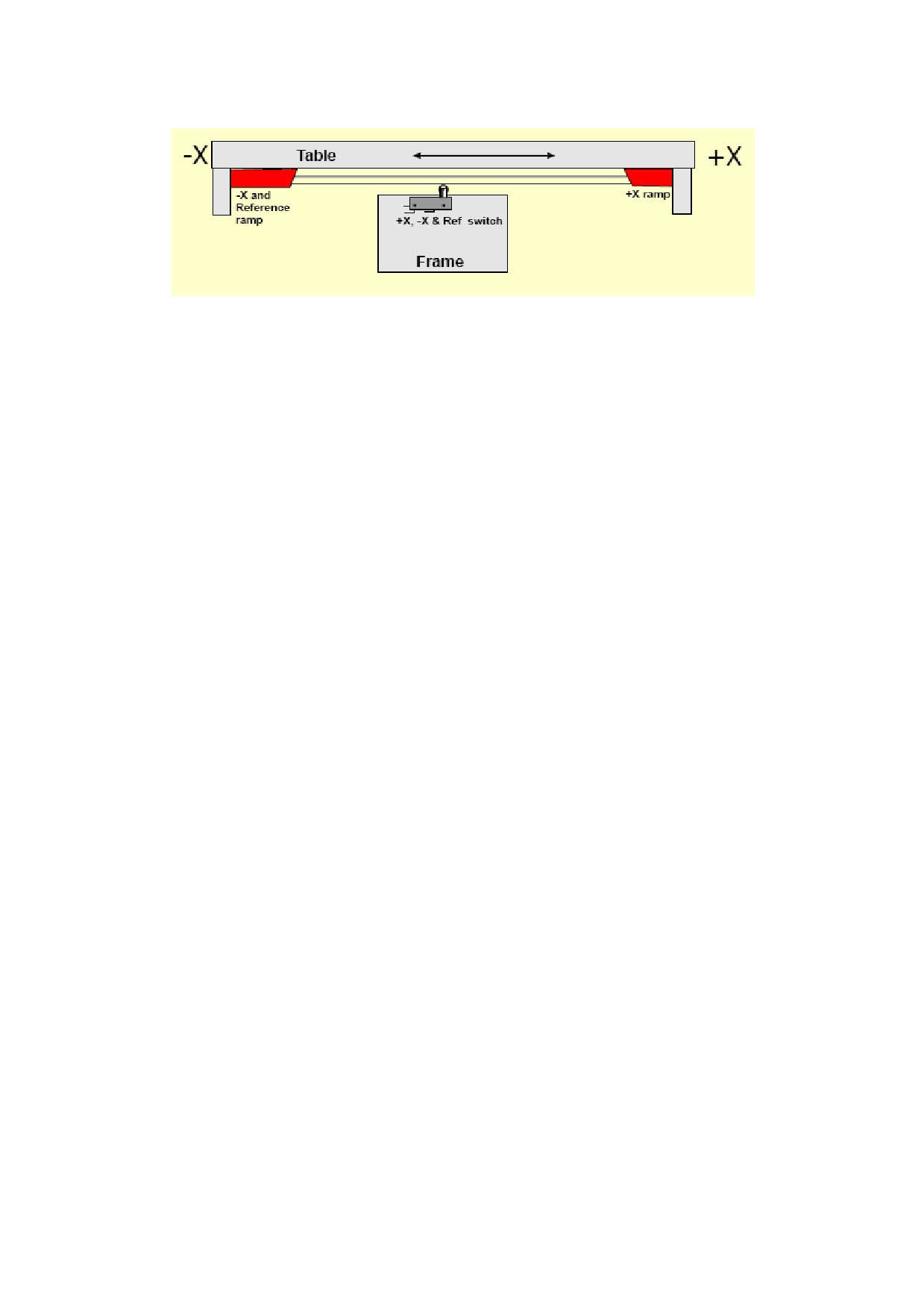
Рисунок 4-11: Пандусы, управляющие одним выключателем
4.5.3 Как использовать в Mach3 совмещенные выключатели
Этот параграф описывает настройку небольших станков, где Mach3 контролируется выключателями
намного чаще, чем внешняя логика Estop.
Для полного понимания этого вам также придется прочитать главу по настройке Mach3 в Главе 5, но
основные принципы довольно просты. Вы подключаете два концевых выключателя к одному входу
(или используете один концевик и две пластины или два пандуса). Вы указываете Mach3 направление
для движения в процессе поиска выключателя Баз. Концевой выключатель на конце оси (с пластиной
или пандусом) является также и выключателем Базы.
Обычно, когда Mach3 двигается по оси и обнаруживает, что концевой выключатель становится
активным, выполнение программы прекращается (как при нажатии EStop) и сообщается, что сработал
концевой выключатель. Вы не сможете продолжить движение по оси пока:
• не нажмете Автосброс концевика (Auto limit override) (кнопка на экране Установки (Settings)). В
этом случае вам надо кликнуть по кнопке Сброс (Reset) и вручную съехать с концевика. Потом вы
должны заново принять базы станка.
• не кликните по кнопке Блокировка концевика (Override limits). Красный мигающий светодиод
сообщит вам, что временно включен обход. Вам тоже следует нажать Сброс (Reset) и отогнать ось, а
после отключить саму блокировку и мигающий светодиод. Опять, следует провести перекалибровку.
Вход также может быть настроен на блокировку концевых выключателей пределов.
Обратите внимание, что хотя Mach3 и использует ограничения в скорости Переезда, это не сможет
помешать вам «выехать» за выключатель и, возможно, разбить детали станка о механический
ограничитель. Будьте очень осторожны.
4.5.4 Принятие баз в действии
Когда вы запрашиваете Принять Базы (с помощью кнопки или G-кода) ось (или оси), имеющие
настроенный переключатель Баз, начнет двигаться (на настраиваемой низкой скорости) в
определенном направлении, пока не сработает переключатель Баз. Потом ось двинется назад в
обратном направлении, чтобы «съехать» с переключателя. Во время Принятия концевики не
работают.
После проведения процедуры Принятия Баз оси, ноль или другое значение, определенное в окне
диалога Конфигурации>Штатные (Config>State), может быть загружено в окно ЦИ оси в качестве
абсолютной координаты станка. Если использовать ноль, тогда положение переключателя Баз будет
совпадать с нулевым положением станка для этой оси. Если калибровка идет в отрицательном
направлении по оси (обычно по X и Y), тогда возможно придется загружать в окно ЦИ что-то вроде
-0.5”. Это значит что база на полдюйма ближе, чем предел. На это тратится кое-какое движение по
оси, но если вы немного ошибетесь, когда будете совершать переезд в положение базы, вы не
«наедете» на предел по случайности. Также смотрите Программные ограничения (Software Limits),
для того чтобы узнать другой метод решения этой проблемы.
41
Если вы попробуете принять базы до того, как «съедете» с выключателя, то произойдет движение в
противоположном направлении (потому что вы уже находитесь на пределе База) и остановится, когда
станок «съедет» с выключателя. Это хорошо, если у вас раздельные выключатели Баз или предел
Принятия Баз находится на конце оси. Если же вы находитесь на другом переключателе предела (а
Mach3 не может этого знать, так как они общие) тогда ось будет двигаться в противоположном от
базы направлении, пока не упрется, что может привести к повреждениям оборудования. Поэтому мы
советуем, всегда осторожно «съезжать» с выключателя и только потом принимать базы. Если эта
проблема вас сильно волнует, есть возможность настроить Mach3 так, чтобы автоматического
«съезда» с выключателя Базы не происходило.
4.5.5 Другие опции и советы по Базам и Концевикам
4.5.5.1 Если выключатель Баз не рядом с концевым выключателем
Не всегда разумно размещать выключатель Базы в самом конце пути. Представьте себе большой
наземный фрезерный станок с вертикальным движением инструмента. Движение оси Z может
достигать 8 футов и быть довольно медленным, не влияя на общую производительность. Однако если
База будет находиться в самом верху направляющих, тогда для калибровки может потребоваться
пройти до 16 футов на низкой скорости. Если точку калибровки выбрать посередине столбца, тогда
это время может быть уменьшено вдвое. Такой станок должен иметь отдельный выключатель базы
для оси Z (это требует использования дополнительного входа на параллельном порту, но все же это
только 4 входа на три оси станка) и использовать возможность Mach3 задавать любое значение в окне
ЦИ оси после калибровки, чтобы установить ноль станка по Z вверху направляющих.
4.5.5.2 Раздельные высокоточные выключатели Баз
Оси X и Y на станках с высокой точностью могут иметь раздельные выключатели баз для достижения
требуемой точности.
4.5.5.3 Подключение группы Концевиков разных осей вместе
Так как Mach3 не учитывает, какой именно концевик и какой оси сработал, то все пределы могут
быть настроены на использование одной «ИЛИ» и подведены к одному входу концевика. Тогда для
каждой оси можно назначить собственный выключатель Баз, подключенный к соответственному
вводу. Так что станок с тремя осями потребует только четыре входа.
4.5.5.4 Подключение группы выключателей Баз разных осей вместе
Если вы сильно ограничены в количестве входов в Mach3, то вы можете связать все выключатели баз
на использование одной ИЛИ, и назначить срабатывание всех входов баз на этот сигнал. В этом
случае за один раз вы сможете калибровать только одну ось, так что все кнопки Принять все (REF
All) нужно убрать с экрана. Также, все выключатели Баз должны быть расположены на концах
соответствующих осей.
4.5.5.5 Вторичные оси
На портальных (козловых) фрезерных станках и трассировщиках, где две «ноги» приводятся в
движение отдельными двигателями, каждый двигатель должен управляться собственной осью.
Предположим, что портал двигается в направлении Y, тогда ось А должна быть определена как
линейная (т.е. не вращательная) ось, и ось А должна быть подчинена Y - подробности по настройке
42
Mach3 смотри в Главе 5. Обе оси должны иметь Концевые и выключатели Баз. В обычных условиях
и Y и А получат от Mach3 одинаковые команды шага и направления. Когда выполняется Принятие
Баз, оси будут двигаться вместе до последней стадии калибровки, когда ось отгоняется от
выключателя базы. В этом месте они будут двигаться таким образом, что каждая остановится на
одном и том же расстоянии от собственного переключателя. Калибровка исправит любые неточности
портала (например, непрямоугольность), которые возникли в результате выключения станка или из-за
потери шагов.
4.5.6 Общая схема подключений
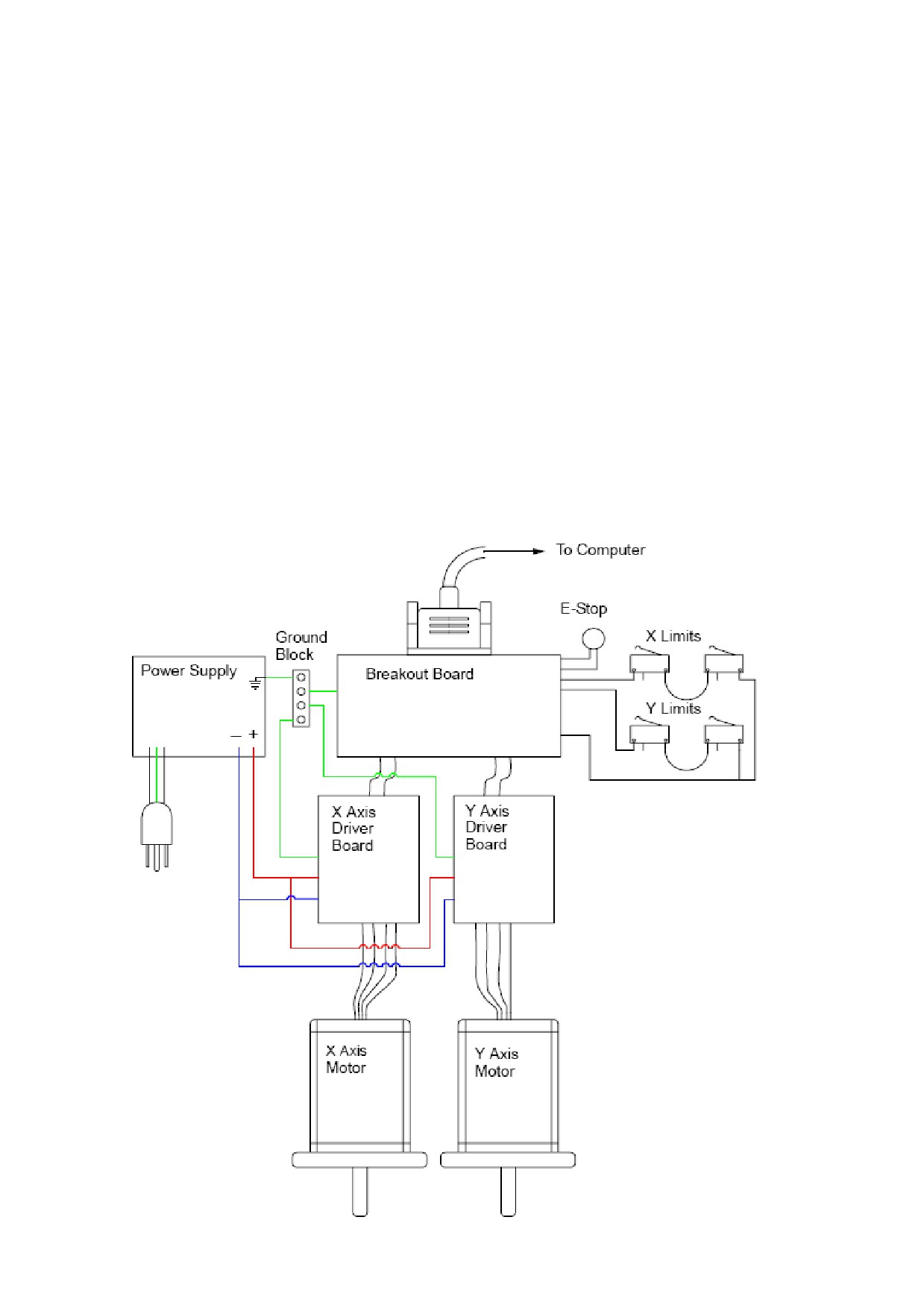
На схеме подключений на рисунке 4-12 дан пример того, как можно соединить разные части системы
CNC в одно целое. Эта схема не полная, но на ней показаны главные компоненты. Обратите внимание
на взаимное расположение различных узлов: блока питания, плат электроприводов (контроллеров)
двигателей, буферной платы breakout bofrd, шаговых двигателей и концевых выключателей. Ваша
конфигурация необязательно должна повторять показанную на этой схеме. Это, просто, вариант
подключения, который вы можете использовать для создания собственной конфигурации. Плата
breakout bord, возможно, будет иметь свой собственный источник питания. Все провода «земля»,
включая и экраны кабелей, должны быть подведены к одной точке.
Рисунок 4-12: Примерная схема подключения
43
Обращайтесь к документации производителей оборудования за конкретной информацией.
4.6 Управление шпинделем
Mach3 может управлять шпинделем тремя разными способами, либо вы можете, пропустив
нижеизложенное, управлять им вручную.
1. Реле/контактор для включения (по часовой или против часовой стрелки) и выключения
двигателя.
2. Двигатель управляется импульсами Step и Dir (т.е. мотор шпинделя - серводвигатель).
3. Двигатель управляется сигналом с Широтно-импульсной модуляцией (ШИМ).
4.6.1 Управление включением/выключением шпинделя
Команда M3 и кнопка экрана требуют запуска шпинделя в направлении по часовой стрелке. Команда
M4 требует запуска шпинделя в направлении против часовой стрелки. Команда M5 запрашивает
остановку шпинделя. Команды M3 и M4 могут быть настроены на активацию внешних сигналов
выхода, которые могут быть назначены пинам выходов параллельного порта. Затем вы подключаете
эти выходы (возможно с помощью реле) для управления контактором двигателя вашего станка.
Хотя все звучит просто, на практике нужно быть очень осторожным. Если только не будет крайней
необходимости в запуске шпинделя в обратную сторону, лучше обрабатывать команды M3 и M4
одинаково, или поместить М4 на сигнал, который никуда не подключен.
В случае ошибки, сигналы по и против часовой стрелки могут быть активированы одновременно. Из-
за этого может произойти короткое замыкание контактов главного источника питания. Существуют
специальные механически взаимно блокирующие реверсивные контакторы, и если вы собираетесь
использовать вращение шпинделя и против часовой стрелки, вам следует поставить именно их.
Другая сложность состоит в том, что G-кодовое определение позволяет запускать команду М4, когда
шпиндель вращается по часовой стрелке под управлением команды М3 (и наоборот). Если вашим
шпинделем управляет двигатель переменного тока, то даже просто изменение направления при
вращении на полной скорости создаст очень большие силы на приводе станка и может сжечь
предохранитель переменного тока. Для обеспечения безопасности нужно установить время задержек
на действия контакторов или использовать современный инвертор, позволяющий менять направление
при включенном двигателе.
Смотрите также заметку об ограничении на количество Сигналов Активации Реле в параграфе 4.7 об
Охлаждении.
4.6.2 Управление Шагом и Направлением двигателя
Если двигатель вашего шпинделя является серводвигателем с приводом шага и направления (как
приводы осей), тогда можно настроить два сигнала выхода для управления его скоростью и
направлением вращения. Mach3 примет во внимание различные приводы со ступенчатыми шкивами
или редукторы, находящиеся между двигателем и шпинделем. Подробности смотрите в главе
Настройка Двигателя в Главе 5.
44
4.6.3 Управление двигателем при помощи ШИМ
Как альтернатива управлению Шагом и Направлением, Mach3 дает исходящий сигнал ШИМ,
длительность цикла которого - это процент от полной скорости, которая вам нужна. Можно,
например, преобразовать длительность цикла сигнала в напряжение (сигнал ШИМ для 0% времени
дает 0 вольт, 50% дает 5 вольт и 100% дает 10 вольт) и использовать его для управления
индуктивностью двигателя с разной частотой привода инверсии. Как вариант, сигнал ШИМ может
быть использован для запуска симистора в простом контроллере скорости постоянного тока.
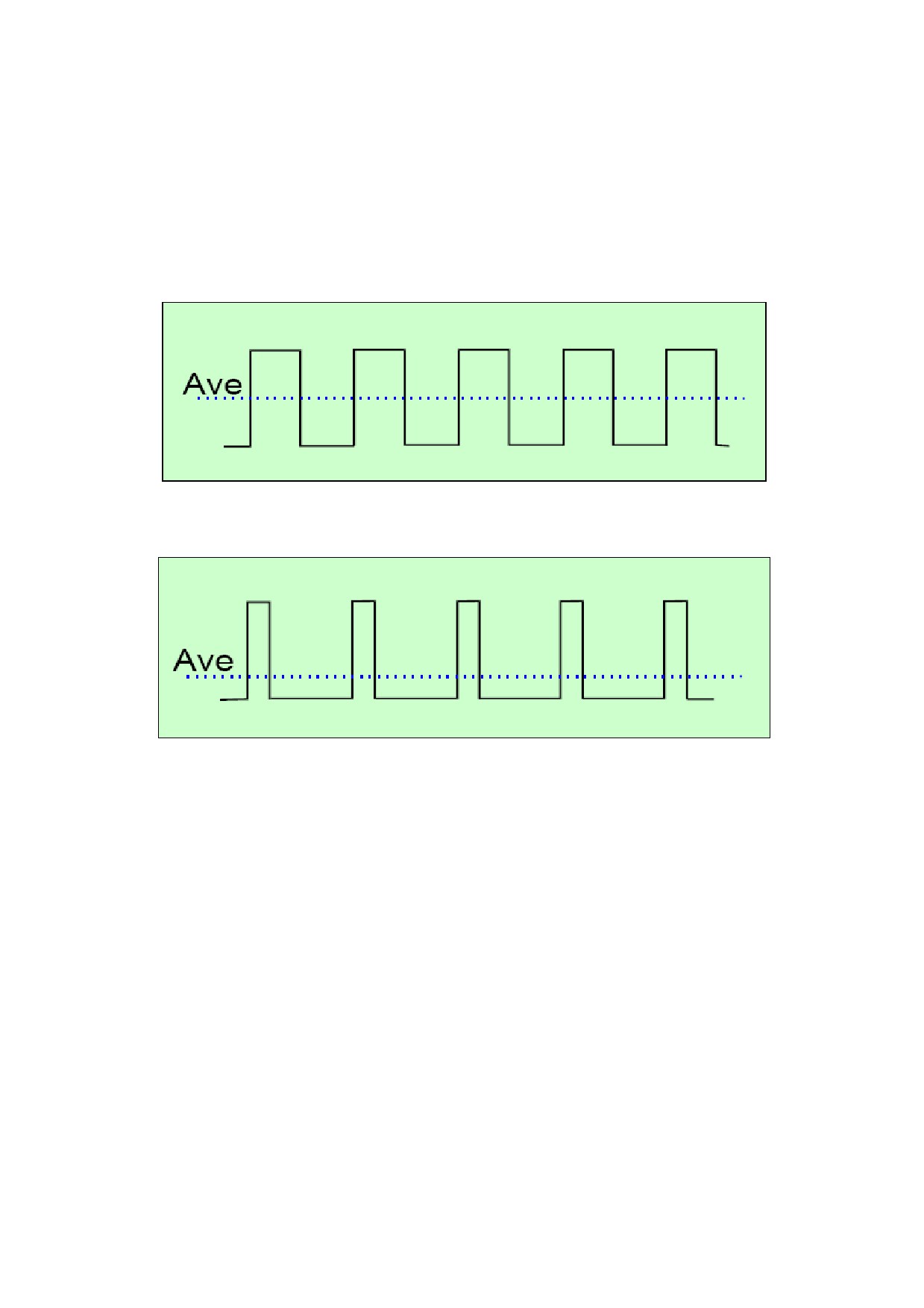
Рисунок 4-13: 50% сигнал ШИМ
Рисунок 4-13: 20% сигнал ШИМ
Рисунки 4-13 и 4-14 показывают ширину импульса на приблизительно 50% цикла и 20% цикла.
Для того, чтобы преобразовать ШИМ сигнал скорости шпинделя в пропорциональное напряжение
постоянного тока, он должен быть трансформирован. В сущности, цепь использует поиск
усредненного сигнала ШИМ. Схема может быть простым конденсатором и резистором или более
сложной системой в зависимости от того, (а) насколько прямым вы хотите сделать сообщение между
шириной и окончательным выходящим напряжением и (б) от скорости отклика, которая вам требуется
для изменения ширины импульса.
Сигнал ШИМ - это вывод на пине Шага шпинделя (spindle Step pin). Следует принять особые меры
предосторожности для выключения двигателя на низкой скорости используя выводы по часовой
стрелке/против часовой стрелки двигателя.
Обратитесь к документации производителя, которая прилагается к вашему контроллеру. Другие
детали по теме вы можете найти, набрав "PWM converter" и "PWM Digispeed" в Google или в другой,
любимой вами, поисковой машине.
Примечание: Многие пользователи обнаруживают, что ШИМ и другие вариации управления
скоростью шпинделя часто служат серьезным источником электрических помех, которые могут
вызывать проблемы с использованием приводов осей станка, с чувствительностью концевиков и т.д.
Если вы используете такие опции управления шпинделем, ArtSoft USA настоятельно рекомендует вам
использовать оптически изолированные платы breakout board, экранировать кабеля и прокладывать
силовые кабеля подальше от кабелей управления. С электроникой следует быть осторожнее, так как
45
вводы многих дешевых контроллеров скорости PWM не изолированы от главных источников
питания.
4.7 Охлаждение
Сигналы выходов могут использоваться для управления клапанами или насосами водяного или
газообразного охлаждения. Они включаются кнопками на экране программы и/или командами М7,
М8 или М9.
4.8 Управление ориентацией ножа
Роторная ось А может быть настроена так, чтобы она поворачивалась таким образом, чтобы такой
инструмент, как нож, был тангенциален (то есть располагался по касательной) к направлению
движения при движении G1 по осям X и Y. Это позволяет резать винил или ткань полностью
управляемым ножом.
4.9 Зонд оцифровки
Mach3 можно подключить к контакту оцифровывающего зонда (щупа), чтобы создать систему для
измерения и моделирования оцифровки. Существует сигнал ввода, который показывает, что щуп
зафиксировал контакт и позволяет выводу просигнализировать, что чтение производится
бесконтактным (т.е. лазерным) зондом.
Для использования щуп должен иметь аккуратное сферическое окончание (или хотя бы частично
сферическое), установлен на шпинделе, с центром точно на центральной линии шпинделя и на
фиксированном расстоянии от контрольной точки в направлении Z (т.е. кончика шпинделя). Для того,
чтобы быть в состоянии проводить исследование неметаллических материалов (а многие модели для
оцифровки бывают из пенополистирола, МДФ или пластика), зонду нужно иметь переключатель с
точной величиной отклонения его конца в любом (X, Y или Z) направлении. Если щуп используется с
автоматической сменой инструмента, то он должен быть беспроводным. Эти требования являются
главной трудностью для проектирования зонда, собираемого в домашних условиях, а коммерческие
датчики стоят недешево.
Разрабатываемые схемы предполагают совершенствование использования лазерных датчиков.
4.10 Датчики положения (энкодеры) со стеклянной
шкалой
В Mach3 есть четыре пары входов, к каждой из которых может быть подключен энкодер с
квадратурными выводами. Как правило, это энкодеры со «стеклянной шкалой». Смотрите рисунок 4-
15 для примера. Mach3 отображает положение каждого из этих энкодеров в отдельном окне ЦИ, как
показано на рисунке 4-17. Эти значения могут быть загружены из и сохранены в ЦИ главных осей.
Внутри корпуса энкодера находится стеклянная (или иногда пластиковая) полоска, размеченная
линиями (в основном шириной 10 микрон), разделенная одинаковыми промежутками. Мигающая
лампочка на фототранзисторе по разметке даст сигнал, похожий на А на рисунке 4-16. Один полный
цикл равен движению в 20 микрон.
46
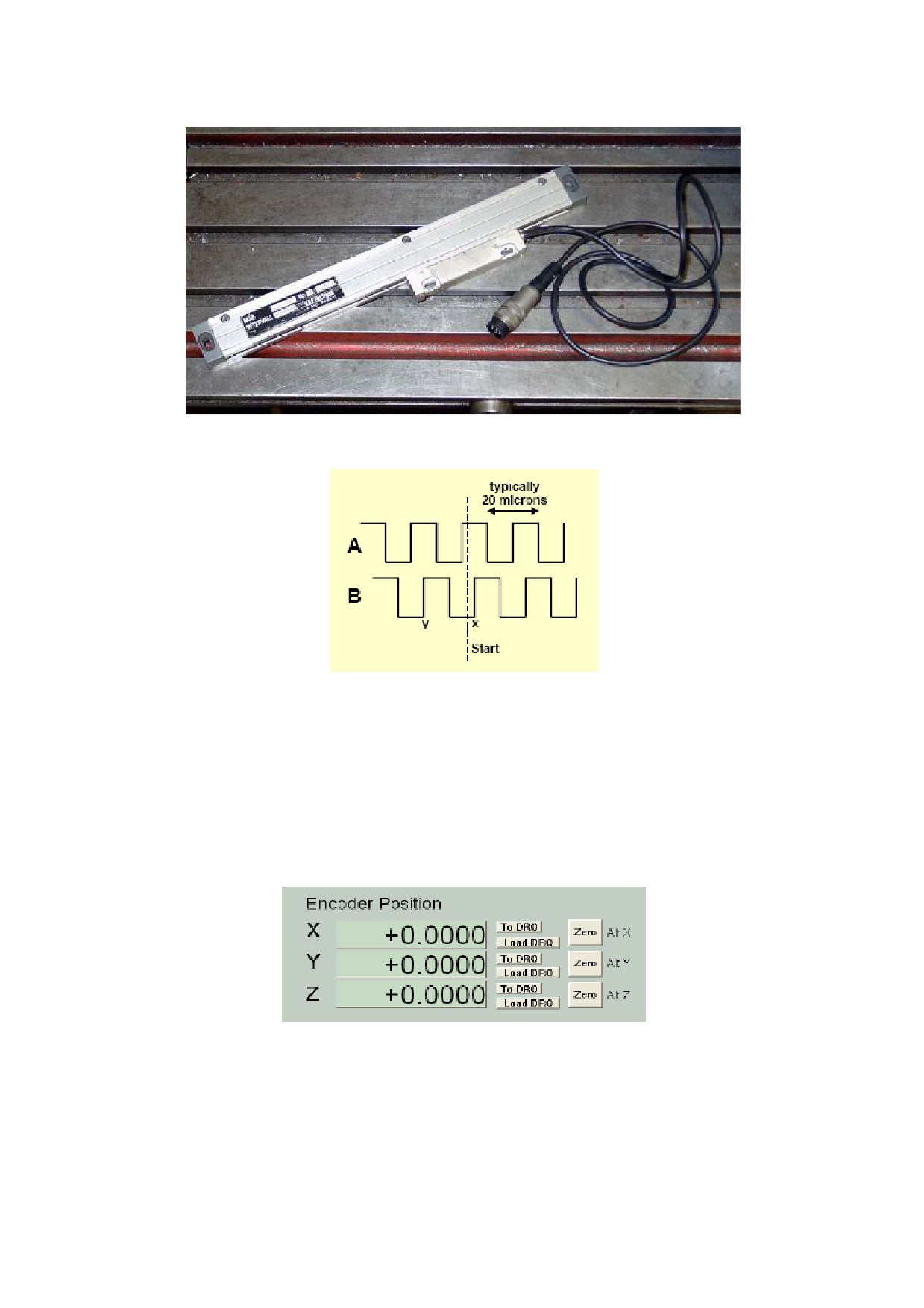
Рисунок 4-15: Датчик положения со стеклянной шкалой
Рисунок 4-16: Сигналы квадратуры
Другая лампочка и фототранзистор, расположенный на расстоянии 5 микронов от первого, дает
сигнал В, на четверть цикла опережающий А (отсюда и следует название - квадратура).
Вы заметите, что сигнал меняется каждые 5 микрон движения, так что разрешение шкалы равно 5
микронам. Мы можем сказать, куда оно движется по последовательности изменений. Например если
В идет от lo к hi, когда А есть hi (точка х), значит, мы движемся направо от обозначенного начала, а
если В идет от hi к lo, когда А есть hi (точка у), значит, мы движемся влево от начала.
Рисунок 4-17: Окна ЦИ энкодеров
Mach3 предполагает наличие логических сигналов. Некоторые стеклянные шкалы (определенные
модели Heidanhain) дают аналоговую синусоиду. Это позволяет умной электронике переходить к
разрешению выше чем 5 микрон. Если вы хотите использовать это, тогда вам нужно будет сделать
волну квадратной с помощью усилителя/компаратора. Энкодеры с выводами TTL подключатся
напрямую к ножкам ввода параллельного порта, но, так как помехи дадут искажения в тактах, лучше
их подключить через т.н. триггер чип Шмитта (Schmitt trigger chip). Шкалам требуется питание
постоянного тока (часто это 5 вольт) для лампочек и электрических схем..
47
Примечание:
• нельзя просто использовать линейную шкалу, как энкодер обратной связи для серво привода, так
как малейший люфт или пружинность в механическом приводе сделает серводвигатель нестабильным
• не так просто подключить роторные энкодеры серводвигателя к ЦИ энкодеров. Это конечно
привлекательное решение для ручного управления осями со считыванием положения. Проблема в
том, что 0 вольт (общее) внутри сервопривода используемое для энкодеров двигателя почти наверняка
не похоже на 0 вольт компьютера или платы breakout board. Соединение их вместе создаст проблемы
- не поддавайтесь соблазну так сделать!
• главное преимущество использования линейных энкодеров на линейных осях это то, что их
измерения не зависят от точности или люфтов приводного винта, ремня, цепи привода и т.п.
4.11 Импульс угловой индексации шпинделя
Mach3 имеет ввод для одного или более импульсов, генерируемых на каждый оборот шпинделя. Они
используются для отображения текущей скорости шпинделя, координации движения инструмента
при нарезании резьбы и для ориентации инструмента для цикла тылового растачивания отверстия
(G87). Можно его использовать и для управления подачей методом за оборот, а не за минуту.
4.12 Генератор подкачки - мониторинг импульсов
При нормальной работе Mach3 выдает постоянный ряд импульсов с частотой примерно 12,5 килогерц
на один или оба параллельных порта. Этих сигналов не будет, если Mach3 не загружена, находится в
режиме Estop или, если генератор ряда импульсов по какой-либо причине отказал. Этот сигнал можно
использовать для зарядки накопителя через диодную подкачку (отсюда и название), чей вывод,
показывая работоспособность Mach3, включает приводы осей и шпинделя и т.п. Эта функция часто
предусмотрена в коммерческих платах breakout boards.
4.13 Другие функции
Mach3 принимает 15 ОЕМ Триггерных сигналов ввода, которые вы можете приспособить под свои
нужды. Например они могут использоваться для имитации нажатия кнопок или для вызова
написанного пользователем макроса.
Кроме того, имеется четыре пользовательских входа, которые могут использоваться в макросах
пользователей.
Ввод #1 может использоваться для задержки в выполнении Управляющей Программы. Он может быть
подключен к линии безопасности вашего станка.
Все детали архитектуры Input Emulation даны в документации Mach3 Customisation wiki. Диалог
установки показан в Главе 5.
Шесть Реле Активации выходов уже были упомянуты для Шпинделя и Охлаждения. Оставшиеся,
могут быть использоваться вами и управляться в написанном пользователем макросе.
И последняя мысль - перед тем, как поспешить применить к использованию большинство
описанных в этом разделе функций, вспомните, что количество доступных вводов/выводов
ограничено. Даже используя два параллельных порта, вы получите всего десять вводов для
поддержки всех функций, и хотя эмулятор клавиатуры предоставит еще несколько, они подойдут не
для всех описанных функций. Вы можете использовать устройство ModBus для эффективного
расширения числа и возможностей входов/выходов.
48
содержание .. 1 2 3 4 ..