DIN-Normen - Teil 155
Nach DIN EN ISO 9013 werden die Grenzabmaße fu¨r die Schnittfla¨chenqualita¨t (Rechtwinkligkeits-
oder Neigungstoleranz) getrennt von den Grenzabmaßen fu¨r die Maßabweichungen des Werkstu¨ckes
behandelt, um die unterschiedlichen Einflu¨sse auf das Werkstu¨ck zu verdeutlichen. Die Grenzabmaße
fu¨r Maßabweichungen des Werkstu¨ckes (s. Tab. 635.1 und 635.2) gelten fu¨r Maße ohne Toleranzan-
gaben, wenn auf Zeichnungen oder in sonstigen Unterlagen auf diese Norm verwiesen wird. Sie gel-
ten fu¨r Autogen- und Plasmaschnitte nur an Werkstu¨cken, deren Seitenverha¨ltnis (La¨nge : Breite)
ho¨chstens 4 : 1 ist und fu¨r Schnittla¨ngen (Umfang) von mindestens 350 mm.
*
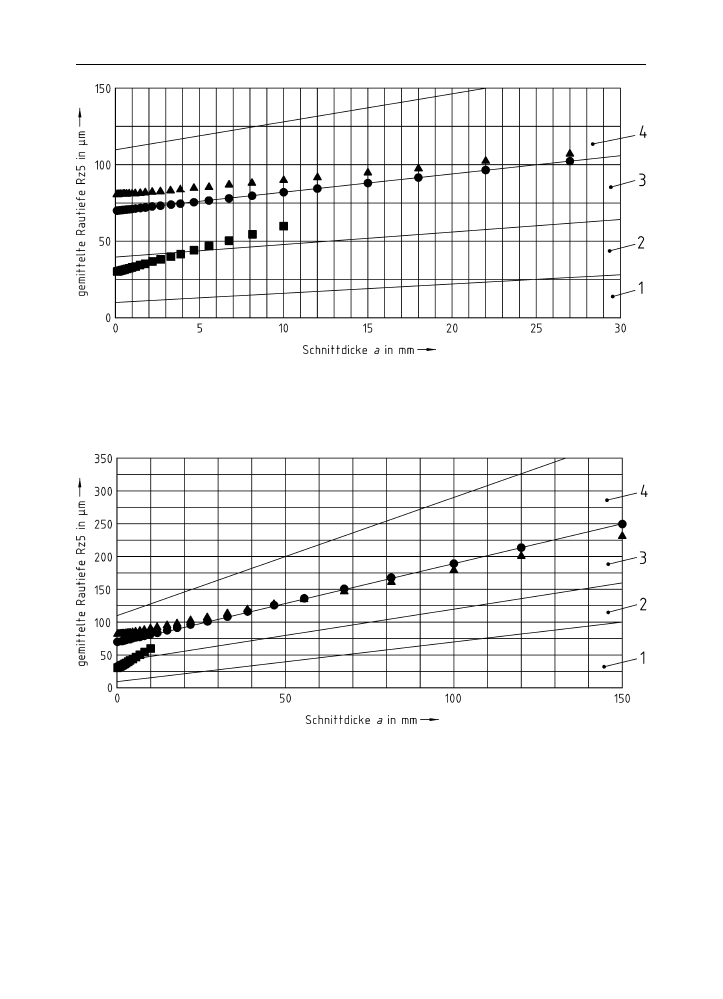
Autogenes Brennschneiden
Bereich 1
R
Z5
¼ 10 þ (0,6a : mm) mm
&
Laserstrahlschneiden
Bereich 2
R
Z5
¼ 40 þ (0,8a : mm) mm
~
Plasmaschneiden
Bereich 3
R
Z5
¼ 70 þ (1,2a : mm) mm
Bereich 4
R
Z5
¼ 110 þ (1,8a : mm) mm
Bild 634.1
Typisch erreichbare Schnittqualita¨ten der gemittelten Rauhtiefe, R
Z5
– Werkstu¨ckdicke bis 30 mm
*
Autogenes Brennschneiden
Bereich 1
R
Z5
¼ 10 þ (0,6a : mm) mm
&
Laserstrahlschneiden
Bereich 2
R
Z5
¼ 40 þ (0,8a : mm) mm
~
Plasmaschneiden
Bereich 3
R
Z5
¼ 70 þ (1,2a : mm) mm
Bereich 4
R
Z5
¼ 110 þ (1,8a : mm) mm
Bild 634.2
Typisch erreichbare Schnittqualita¨ten der gemittelten Rauhtiefe, R
Z5
– Werkstu¨ckdicke bis 150 mm
13
Schweißen, Lo¨ten, Schneiden und thermisches Spritzen
634