Iveco EuroCargo (12 to 26 t). Manual - part 193
78688
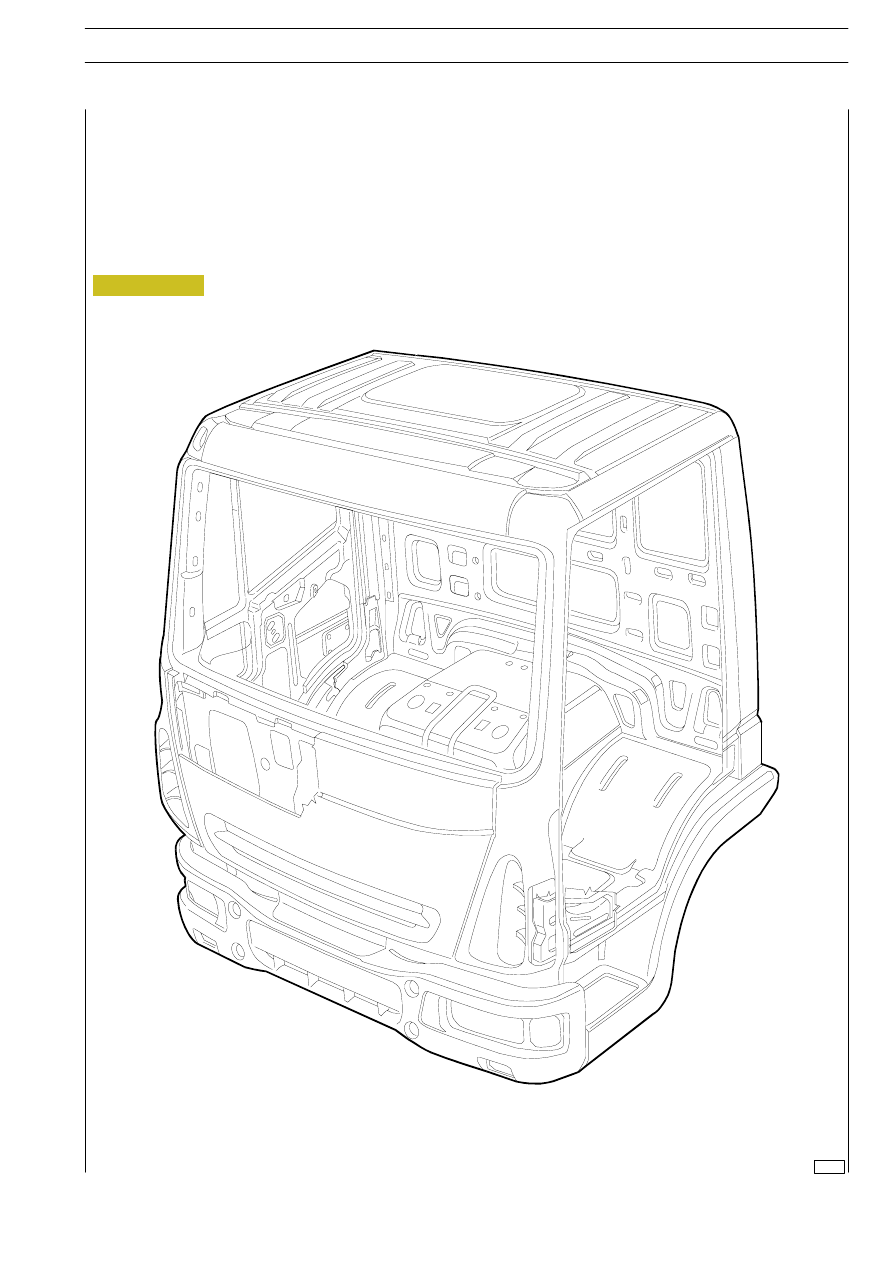
Figure 1
General information
The cab is an advanced one, it can be tipped up hydraulically with a mechanical control.
Tilting angle 57
°.
Pressed and welded steel framework, parts made of electro-galvanized sheet steel.
Sound deadening on the underbody and anticorrosion protection in the boxed compartments.
The cab suspension is mechanical.
E
URO
C
ARGO
T
ECTOR
12-26 t
BODY - CHASSIS
3
Base — February 2003
CAB