Iveco EuroCargo (12 to 26 t). Manual - part 47
!
The adjustment ring rounding is always carried out in
excess. Example; thickness S = 4.27: thickness S = 4.3
is taken. Measuring of dimension ”A”, carried out with
secondary shaft in vertical position, that, in addition to
facilitating the measure itself, allows having an axial
load on the rear bearing.
71690
Figure 27
Figure 28
Assemble on rear half-case (1) cover (2), spacer (1, Figure 20)
and with beater 99374092 equipped with handle 99370007,
assemble external race (3) of roller bearing, settling it till it
abuts.
See Figure 30 for adjusting beater 99374092.
After having computed the thickness value of the adjustment
ring, disassemble again secondary shaft and cover from rear
half-case.
First method -
Take note of the value read on the
comparator (Example 1.84 mm). The
adjustment ring value is obtained by
summing
the
two
measured
values
(Example 2.43 + 1.84 = 4.27 mm)
Second method - Take note of the value read on the
comparator and subtract it from the
calibrated ring thickness [Example: 50.5 -
1.84 = 48.66 mm (Dimension A)].
The adjustment ring value is obtained with formula
S = B - A
Example: 52.93 - 48.66 = 4.27 mm.
71689
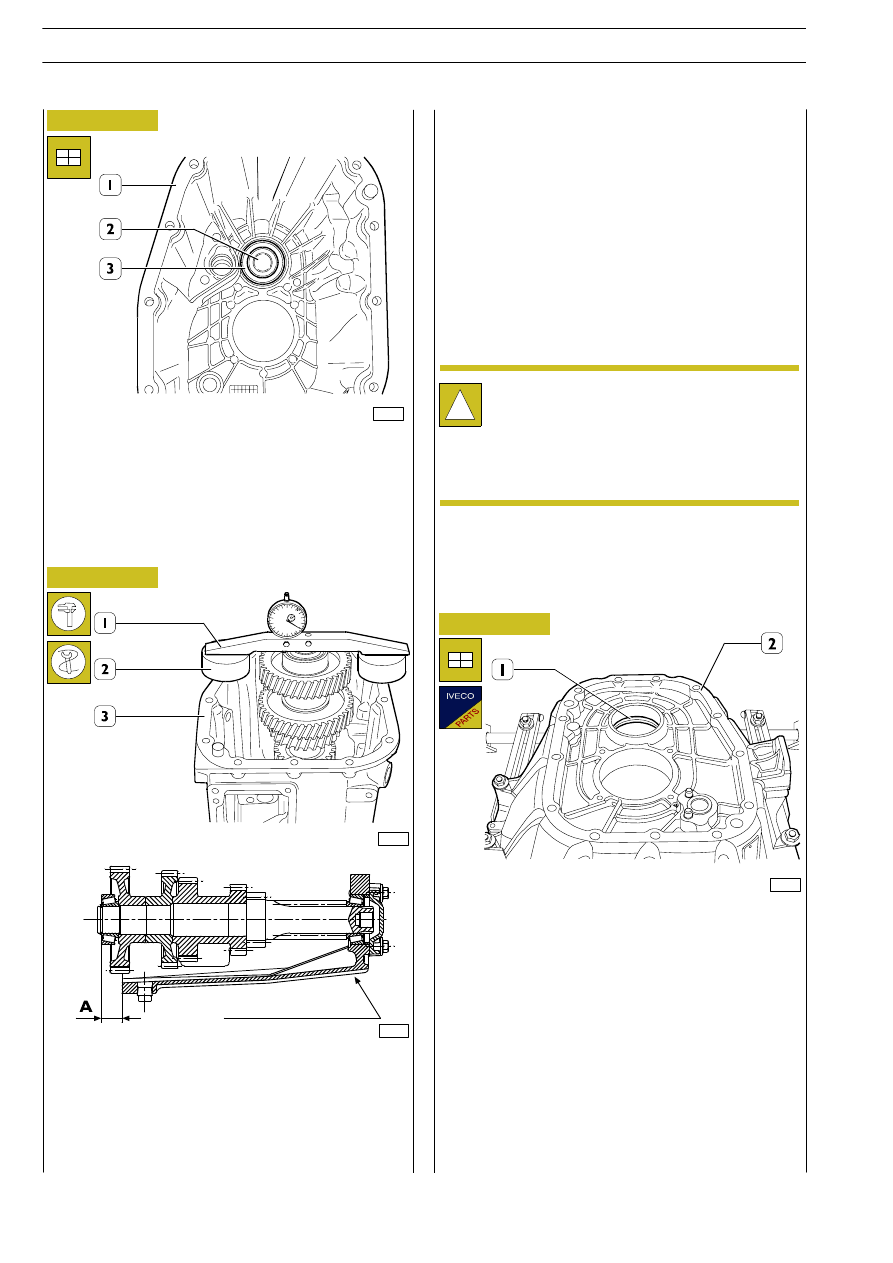
Assemble and simultaneously rotate, till it abuts, the secondary
shaft completed with bearings in rear half-case (3). Place
calibrated rings 99396032 (2) on half-case (3). Arrange, as
shown in the figure, base 99370466 completed with
previously-zeroed comparator (1); the comparator rod must
abut on the external bearing ring. Carry out the measure on
two diametrically-opposite points and perform the arithmetic
mean.
61956
REAR HALF-CASE
71691
Figure 29
Place adjustment ring (1), whose thickness is equal to the
previously-obtained one, into the secondary shaft bearing seat
on the front half-case (2).
E
URO
C
ARGO
T
ECTOR
12-26 t
28
GEARBOX 2855.6
Base - February 2003