Iveco EuroCargo (12 to 26 t). Manual - part 17
70194
70195
70196
Figure 82
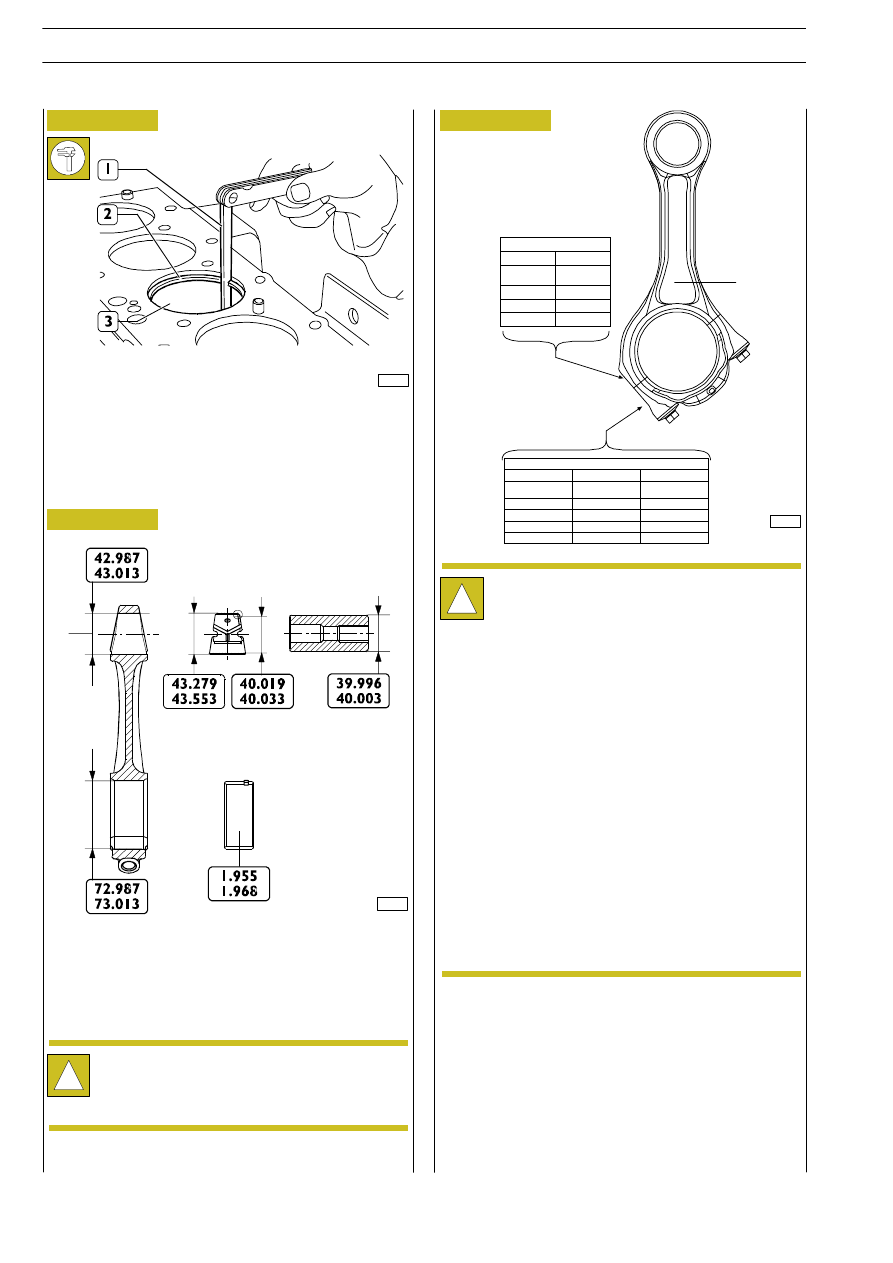
Figure 83
Figure 84
Use feeler gauge (1) to measure the clearance between the
ends of the split rings (2) fitted into the cylinder barrel (3).
MAIN DATA FOR CONNECTING ROD, BUSH, PISTON
PIN AND HALF BEARINGS
* Value for inside diameter to be obtained after driving in
connecting rod small end and grinding.
** Value not measurable in released condition
540834
Bushes
Check that the bush in the connecting rod small end is free
from scoring or seizing and that it is not loosen. Otherwise
replace.
Removal and refitting shall be performed using the proper
beater.
When refitting take care to make coincide the oil holes set
on the bush with those set on the connecting rod small end.
Grind the bush to obtain the specified diameter.
540830
Connecting rods
!
Every connecting rod is marked as follows:
- On body and cap with a number showing their
coupling and the corresponding cylinder.
In case of replacement it is therefore necessary
to mark the new connecting rod with the same
numbers of the replaced one.
- On body with a letter showing the weight of the
connecting rod assembled at production:
S
V, 1820 - 1860 (yellow marking);
S
W, 1861 - 1900 (green marking);
S
X, 1901 - 1940 (blue marking);
Spare connecting rods are of the W class with green
marking*.
Material removal is not allowed.
*
*
*
*
*
*
!
To obtain best coupling the connecting rod-cap
coupling surfaces are knurled.
It is therefore recommended to not remove
knurling.
E
URO
C
ARGO
T
ECTOR
12-26 t
58
ENGINE F4 AE 0481
Base - February 2003
1234
W
CONNECT-
ING ROD No.
WEIGHT
0001
V
↓
W
9999
X
CONNECTING ROD CAP
1234
A
123
CONNECTING
ROD No.
YEAR
DAY
0001
A 1998
001
↓
B 1999
↓
9999
C 2000
366
D 2001