Iveco Daily. Manual - part 25
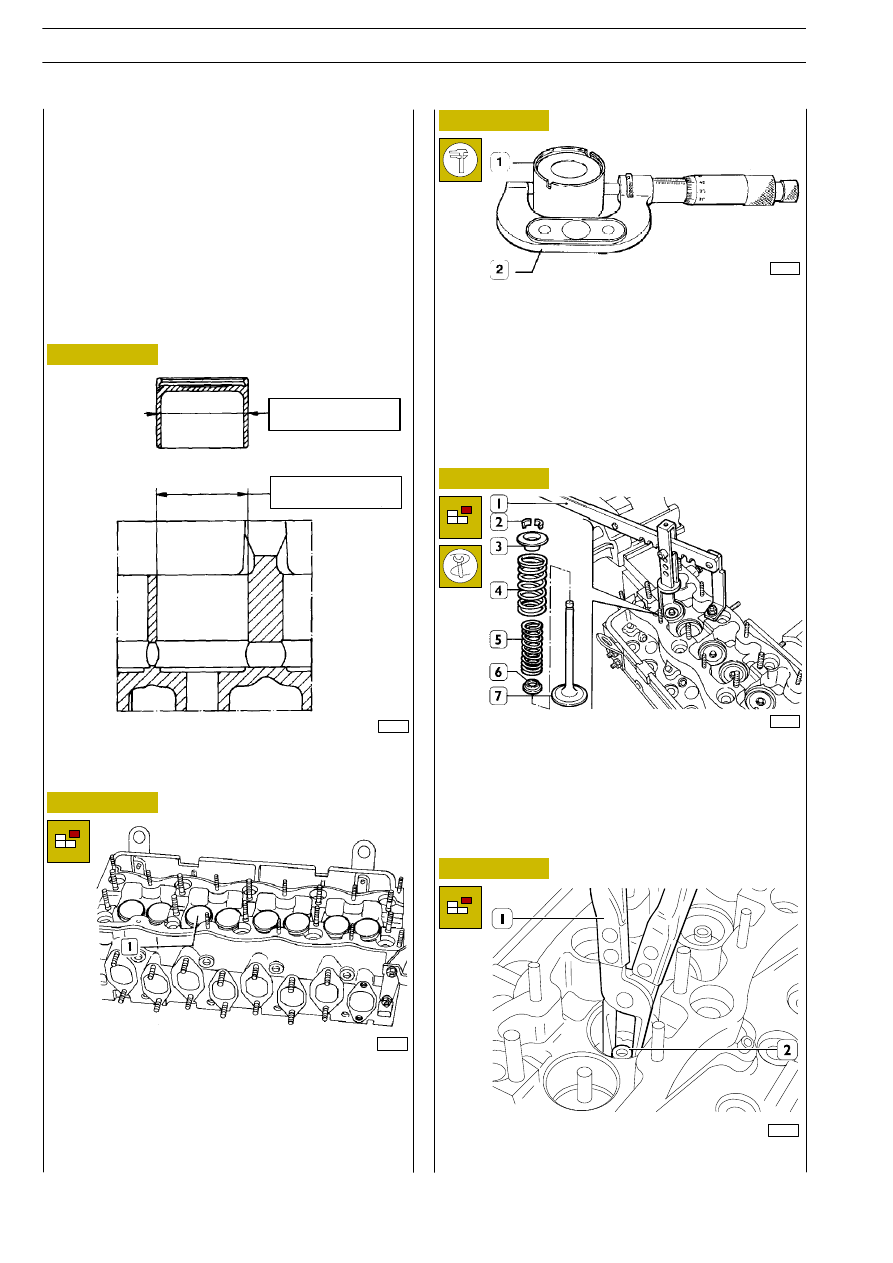
Check valve tappet (1) diameter, with a micrometer (2) and
with an inside micrometer gauge the diameter of relevant
seats on cylinder head; they must be equal to those indicated
in Figure 125. The normal fitting clearance between the
maximum diameter of valve tappet and that of seats is
0.030
÷ 0.075 mm.
The replacement of valve tappet, because of an excessive
clearance in the seats, requires to fit oversized valve tappet
after boring the seats by means of a suitable reamer.
540662
Disassembling valves
41113
Valve dismantling is performed with tool 99360268 (1) by
exerting a pressure on cap (3) so that, pressing springs (4 and
5) it is allowed to remove lock cones (2). Then remove:
upper cap (3), springs (4 and 5) and lower cap (6).
Repeat operation on all valves.
Overturn cylinder head and remove valves (7).
25227
MAIN DATA ON VALVE TAPPET AND RELEVANT
SEAT ON CYLINDER HEAD
43,950
÷ 43,970
44,000
÷ 44,025
Figure 125
Figure 126
Figure 127
Figure 128
Figure 129
541211
Checking cam lift and journal align-
ment
Set shaft on centres and check, with a centesimal dial gauge
placed on central support, that alignment error is no greater
than 0.04 mm, otherwise replace shaft. Also check cams lift:
it should be 10.5 mm for those of outlet and 9.5 mm for
those of inlet; if different values are found replace the shaft.
18877
Extract valve tappet (1) complete with adjusting caps, placing
them in a container according to the order they were when
removed.
Lateral surface of valve tappet must be very smooth and dent
free.
Small dents can be eliminated with a very fine abrasive stone.
18891
Using suitable pliers (1), remove the seal rings (2) from the
valve guides.
50674
541224
VALVE TAPPET
ENGINES 8140.43R/B/S/N
82
D
AILY
Base - May 2004