Chrysler Sebring, Stratus sedan, Sebring Convertible. Manual - part 563
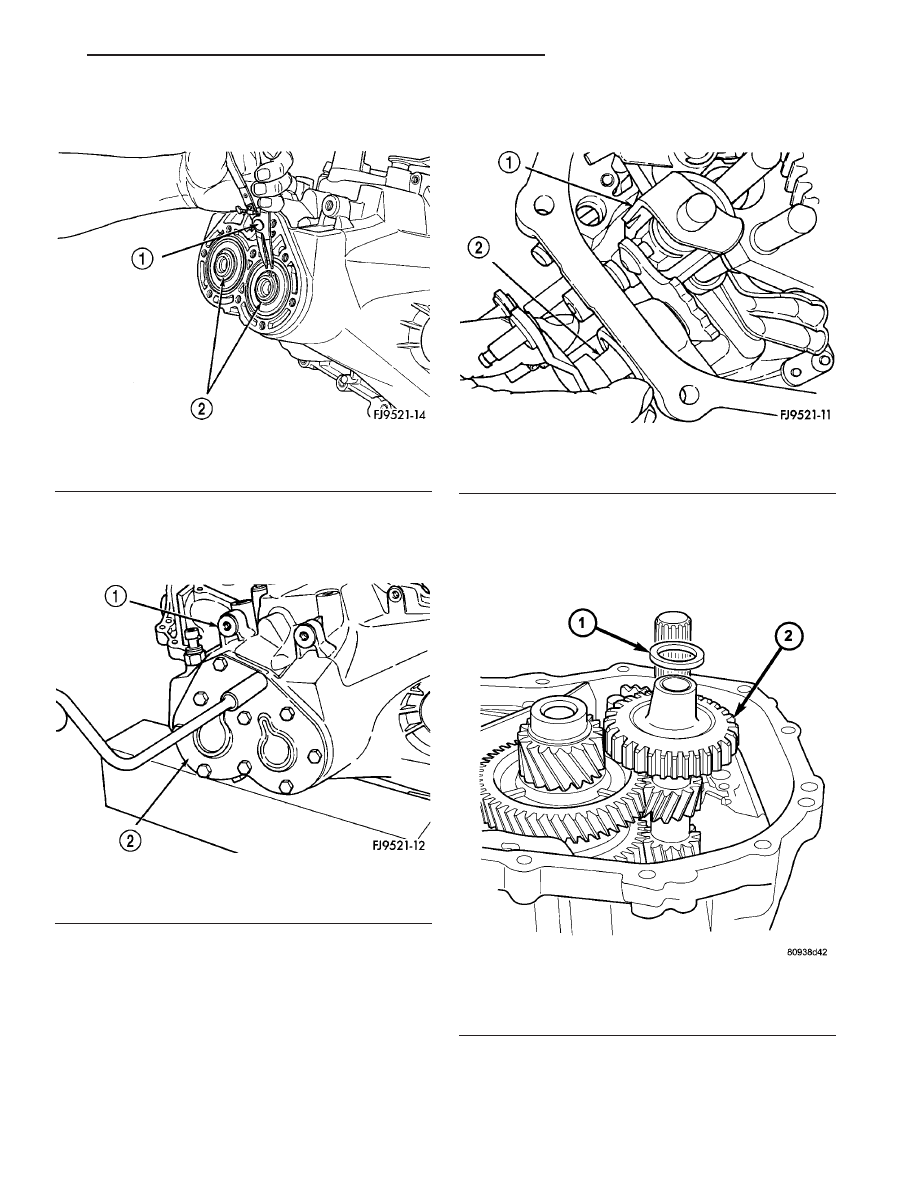
(9) Install shaft snap rings at input and output
bearings (Fig. 38).
(10) Apply Mopar
t RTV sealant to end–cover outer
edge and around bolt holes. Install end–cover onto
gear case. Tighten end cover bolts to 29 N·m (21 ft.
lbs.) torque (Fig. 39).
(11) Remove gear case from bench fixture.
(12) Install gear case in a holding fixture with end
cover facing down.
(13) Turn selector shaft into slot on blocker assem-
bly (Fig. 40).
(14) Push selector shaft spacer clip onto selector
shaft. Install shift levers.
(15) Install reverse idler gear and spacer as shown
in (Fig. 41).
Fig. 38 Snap Rings Retaining Bearings
1 - SNAP RING PLIERS
2 - SNAP RINGS
Fig. 39 Transaxle End Cover
1 - TRANSAXLE CASE
2 - END COVER
Fig. 40 Selector Shaft
1 - SHIFT ASSEMBLY
2 - SELECTOR SHAFT
Fig. 41 Reverse Idler Gear and Spacer
1 - SPACER
2 - REVERSE IDLER GEAR
JR
T350 MANUAL TRANSAXLE
21 - 13
T350 MANUAL TRANSAXLE (Continued)