Chrysler Le Baron, Dodge Dynasty, Plymouth Acclaim. Manual - part 134
When rebuilding, reverse the above procedure.
Remove old sealant before applying new seal-
ant. Use MOPAR
t Adhesive Sealant on retainer
to seal retainer to case.
BEARING ADJUSTMENT PROCEDURE
GENERAL RULES ON SERVICING BEARINGS
(1) Take extreme care when removing and in stalling
bearing cups and cones. Use only an arbor press for
installation, as a hammer may not properly align the
bearing cup or cone. Burrs or nicks on the bearing seat
will give a false end play reading, while gauging for
proper shims. Improperly seated bearing cup and cones
are subject to low-mileage failure.
(2) Bearing cups and cones should be replaced if they
show signs of pitting or heat distress.
If distress is seen on either the cup or bearing rollers,
both cup and cone must be replaced.
Bearing end play and drag torque specifica-
tions must be maintained to avoid premature
bearing failures.
Used (original) bearing may lose up to 50
of the original drag torque after break-in.
All bearing adjustments must be made with no
other component interference or gear inter-
mesh, except the transfer gear bearing.
Oil all bearings before checking turning torque.
OUTPUT GEAR BEARING
With output gear removed:
(1) Install a 4.50 mm (0.177 inch) gauging shim on
the rear carrier assembly hub, using grease to hold the
shim in place.
(2) Install output gear and bearing assembly. Torque
to 271 N
Im (200 ft. lbs.).
(3) To measure bearing end play:
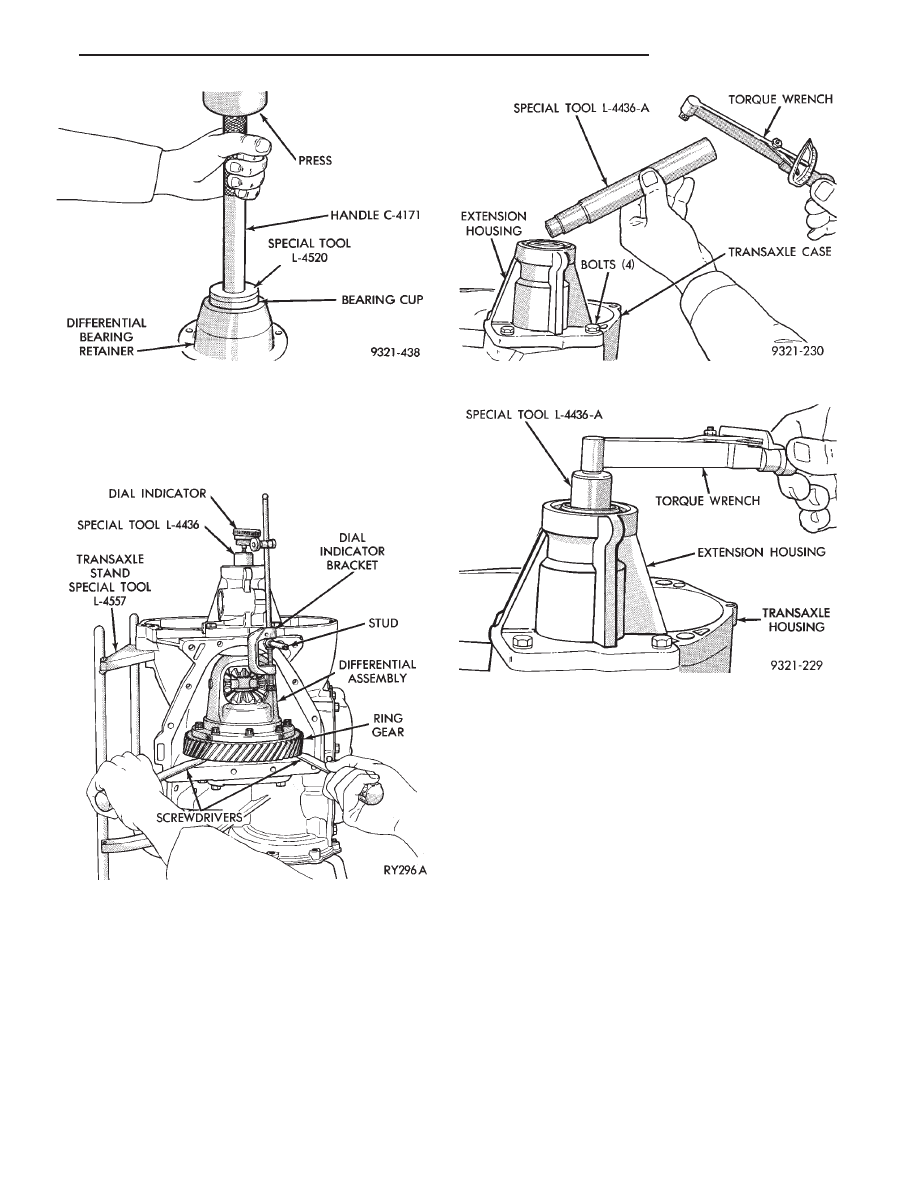
Fig. 26 Install Bearing Cup
Fig. 27 Checking Differential End Play
Fig. 28 Tool L-4436 and Torque Wrench
Fig. 29 Checking Differential Bearings Turning
Torque
Ä
TRANSAXLE
21 - 141