Subaru Legacy III (2000-2003 year). Manual - part 67
ME(H4SO)-80
MECHANICAL
CYLINDER BLOCK
NOTE:
Ensure that the total “re-tightening angle” [in the
former two steps], do not exceed 180º.
30) Install the oil level gauge guide, and then tight-
en the attaching bolt (left side only).
31) Install the rocker cover.
32) Install the crankshaft sprocket. <Ref. to
ME(H4SO)-53, INSTALLATION, Crankshaft
Sprocket.>
33) Install the camshaft sprocket. <Ref. to
ME(H4SO)-51, INSTALLATION, Camshaft
Sprocket.>
34) Install the timing belt assembly. <Ref. to
ME(H4SO)-47, INSTALLATION, Timing Belt As-
sembly.>
35) Install the belt cover. <Ref. to ME(H4SO)-45,
INSTALLATION, Belt Cover.>
36) Install the crankshaft pulley. <Ref. to
ME(H4SO)-43, INSTALLATION, CRANKSHAFT
PULLEY.>
37) Install the generator and A/C compressor
brackets on cylinder head.
38) Install the V-belt. <Ref. to ME(H4SO)-42, IN-
STALLATION, V-belt.>
39) Install the intake manifold. <Ref. to FU(H4SO)-
17, INSTALLATION, Intake Manifold.>
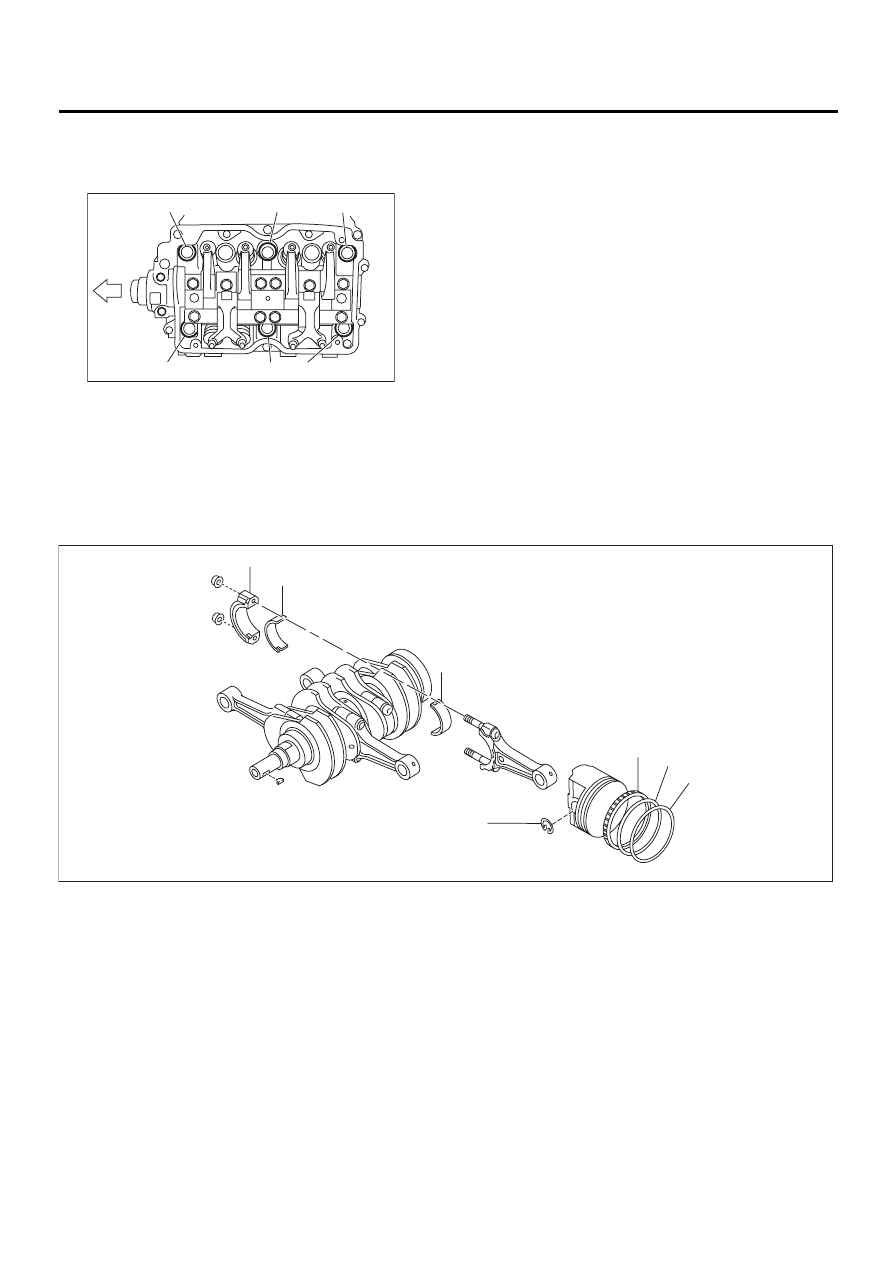
C: DISASSEMBLY
1) Remove the connecting rod cap.
2) Remove the connecting rod bearing.
NOTE:
Arrange the removed connecting rod, connecting
rod cap and bearing in order to prevent confusion.
3) Remove the piston rings using the piston ring ex-
pander.
4) Remove the oil ring by hand.
NOTE:
Arrange the removed piston rings in good order to
prevent confusion.
5) Remove the circlip.
(A) Front
( a )
( b )
( c )
( A )
( d )
( e )
( f )
ME-00309
(1) Connecting rod cap
(3) Top ring
(5) Oil ring
(2) Connecting rod bearing
(4) Second ring
(6) Circlip
( 3 )
( 4 )
( 5 )
( 6 )
( 2 )
( 2 )
( 1 )
ME-00168