содержание .. 429 430 431 432 ..
Renault Scenic, Scenic 2. Руководство - часть 431
40A
-
51
ОБЩИЕ
СВЕДЕНИЯ
Соединения
с
помощью
швов
,
выполненных
дуговой
сваркой
в
среде
защитного
газа
,
непосредственного
доступа
:
Описание
40A
I -
НАСТРОЙКА
ПАРАМЕТРОВ
СВАРКИ
1 -
Расположение
сварных
соединений
и
число
точек
сварки
.
Швы
дуговой
электросварки
в
среде
защитного
газа
:
-
Если
сварное
соединение
одинаково
с
заводским
,
прихваточный
шов
располагается
там
ж е
,
где
и
раньше
.
-
Если
данный
тип
сварного
соединения
используется
п р и
частичной
замене
деталей
,
следуйте
указаниям
руководства
по
ремонту
данного
автомобиля
.
2 -
Настройка
сварочных
аппаратов
.
Данные
по
предварительной
базовой
настройке
предоставляются
поставщиком
оборудования.
Они
указаны
в
документации
,
п р и л а г а е м о й
к
сварочному
аппарату
.
При
каждом
виде
сварки
необходимо
провести
испытание
с
точным
учетом
толщины
и
вида
свариваемых
на
автомобиле
листовых
деталей
.
Цель
таких
испытаний
состоит
в
том,
чтобы
проверить
,
соответствует
л и
базовая
настройка
реальным
условиям
производимых
работ
.
Скорректируйте
н а с т р о й к у
для
получения
требуемых
значений
параметров
(
диаметра
ядра,
глубины
провара
;
и
т
.
д
.).
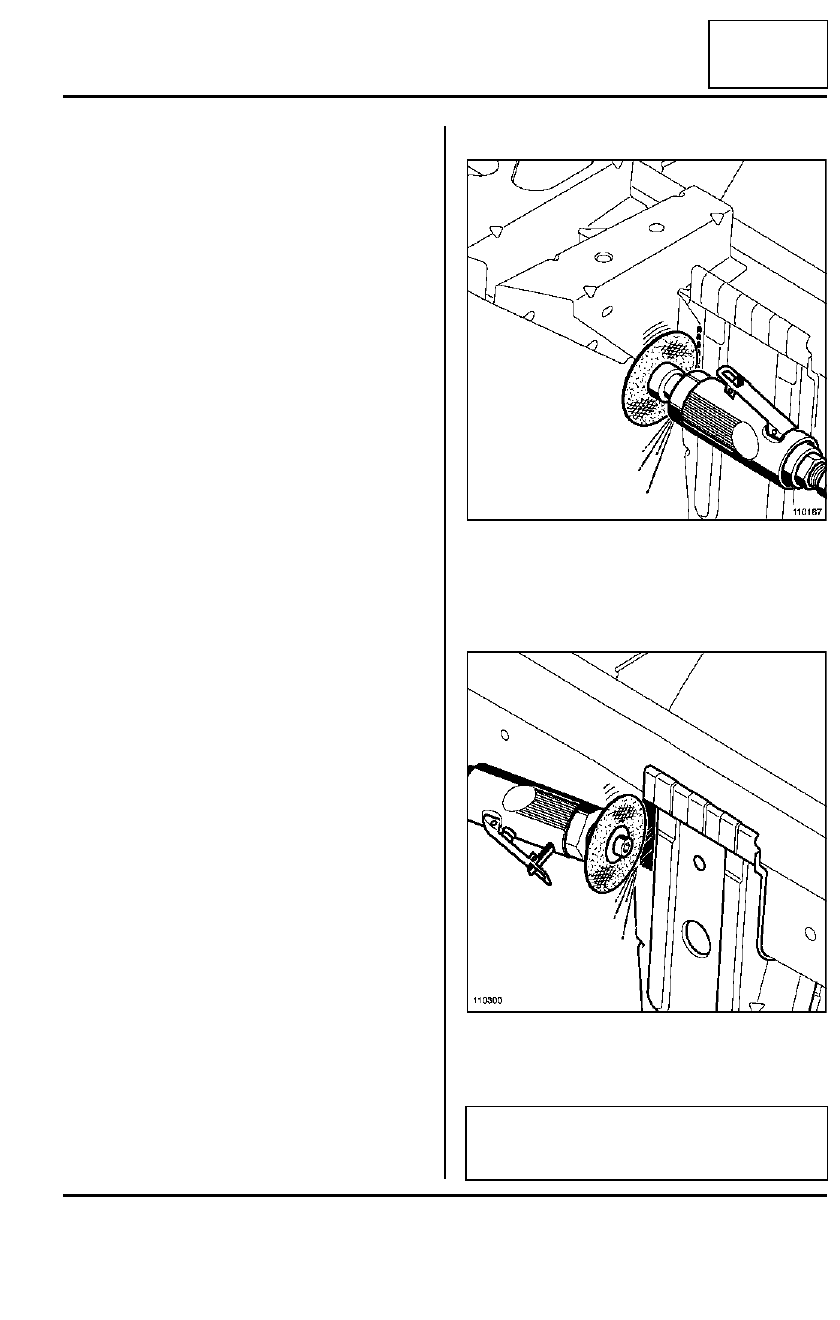
II -
РАЗБОРКА
1 -
Зачистка
При
необходимости
произведите
зачистку
сварных
соединений
до
появления
сварных
швов
2 -
Отделение
Удалите
сварной
шов
.
Снимите
поврежденную
деталь
.
3 -
Зачистка
Удалите
остатки
сварного
соединения
.
Зачистьте
сторону
стыка
.
110167
110300
ВНИМАНИЕ
!
Следите
з а
т е м
,
ч то б ы
не
з атронуть
или
повредить
лист
основы
.