содержание .. 422 423 424 425 ..
Renault Scenic, Scenic 2. Руководство - часть 424
40A
-
25
ОБЩИЕ
СВЕДЕНИЯ
Антикоррозионный
состав
для
нанесения
перед
сборкой
:
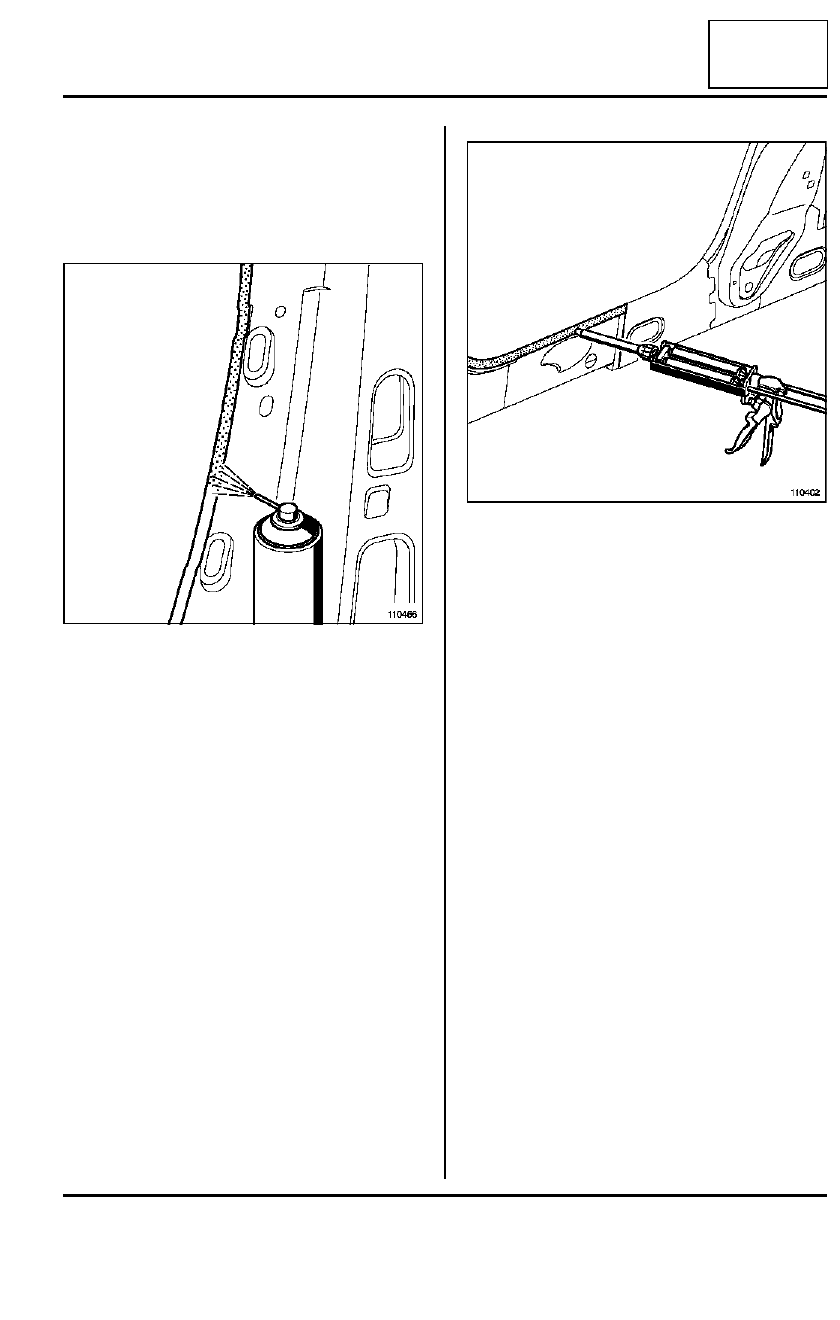
Использование
40A
I -
АНТИКОРРОЗИОННОЕ
СРЕДСТВО
В
АЭРОЗОЛЬНОЙ
УПАКОВКЕ
Средство
н а н о с и т с я
на
внутренние
соприкасающиеся
поверхности
для
обеспечения
надежного
контакта
при
сварке
.
Преимущества
:
-
в о з м о ж н о с т ь
выполнения
т о ч е ч н о й
электросварки
,
-
очень
хорошее
сцепление
с о
любыми
подложками
,
-
позволяет
выполнять
соединения
электрозаклепками
в
среде
защитного
газа
.
Недостатки
:
-
перед
выполнением
окраски
необходимо
удалять
остатки
средства
.
Средства
индивидуальной
защиты
:
-
9;
II -
МАСТИКА
Мастика
выдавливается
с
помощью
пистолета
на
внутренние
соприкасающиеся
поверхности
для
обеспечения
герметичности
после
выполнения
электросварки
Преимущества
:
-
в о з м о ж н о с т ь
выполнения
т о ч е ч н о й
электросварки
,
-
очень
хорошее
с ц е п л е н и е
с о
любыми
подложками
,
-
возможность
заглаживания
валика
,
-
обеспечение
герметичности
соединения
.
Недостатки
:
-
необходимость
сварки
деталей
д о
высыхания
слоя
мастики
,
-
н е в о з м о ж н о с т ь
выполнения
соединения
электрозаклепками
в
среде
защитного
газа
.
III -
НАНОСИМАЯ
КИСТЬЮ
МАСТИКА
Мастика
наносится
к и с т ь ю
.
Используется
для
защиты
п о в е р х н о с т е й
,
которые
н е о б х о д и м о
защитить
от
воздействия
углеводородов
,
масел
и
воды
.
110466
110402