Nissan Frontier D22. Manual - part 888
RFD-60
[H233B]
REAR FINAL DRIVE ASSEMBLY
●
Rear Pinion Bearing — the rear pinion bearing pilot, J34309-
8, is used to center the rear pinion bearing only. The rear pin-
ion bearing locking seat, J34309-4, is used to lock the bearing
to the assembly.
●
Front Pinion Bearing — make sure the J34309-3, front pin-
ion bearing seat is secured tightly against the J34309-2
gauge anvil. Then turn the front pinion bearing pilot, J34309-
5, to secure the bearing in its proper position.
3.
Place the pinion preload shim selector tool gauge screw assem-
bly, J34309-1, with the pinion rear bearing inner cone installed,
into the final drive housing.
4.
Install the J34309-2 gauge anvil with the front pinion bearing into
the final drive housing and assemble it to the J34309-1 gauge
screw. Make sure that the J34309-16 gauge plate will turn a full
360 degrees, and tighten the two sections by hand to set bear-
ing preload.
5.
Turn the assembly several times to seat the bearings.
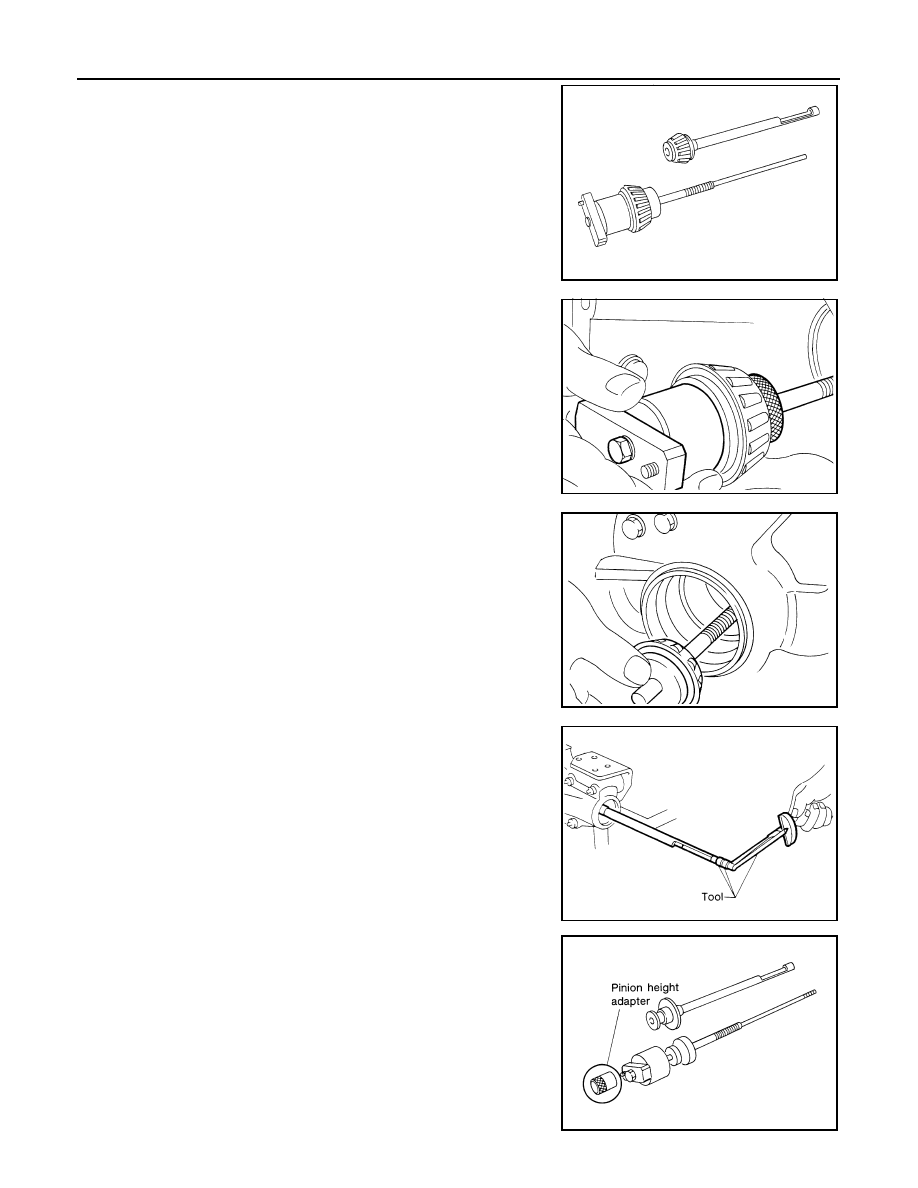
6.
Measure the turning torque at the end of the J34309-2 gauge
anvil using Tool.
7.
Place the J34309-12 “H233B” pinion height adapter onto the
gauge plate and tighten it by hand.
SPD197A
SPD216A
SPD217A
Tool number
: ST3127S000 (J25765-A)
Pinion bearing preload
(Without front oil seal)
: 1.2 - 1.5 N·m (12 - 15 kg-cm,
10 - 13 in-lb)
SPD234A
SPD208A