Mitsubishi Montero (1998+). Manual - part 140
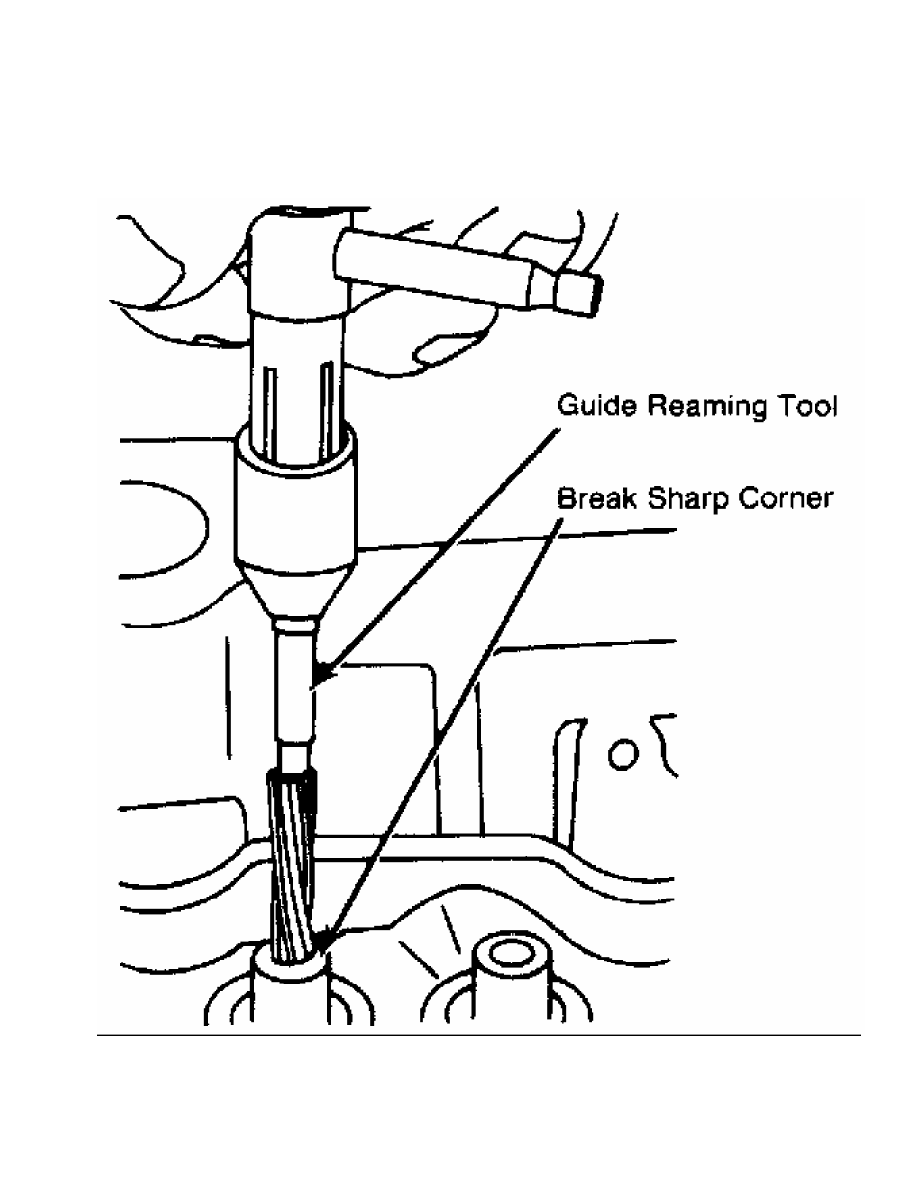
Fig. 7: Reaming Valve Guides - Typical
This Graphic For General Information Only
Replacing Valve Guide
Replace valve guide if clearance exceeds specification. Valve
guides are either pressed, hammered or shrunk in place, depending upon