Range Rover Body Repair Manual - part 43
PANEL REPAIRS
13
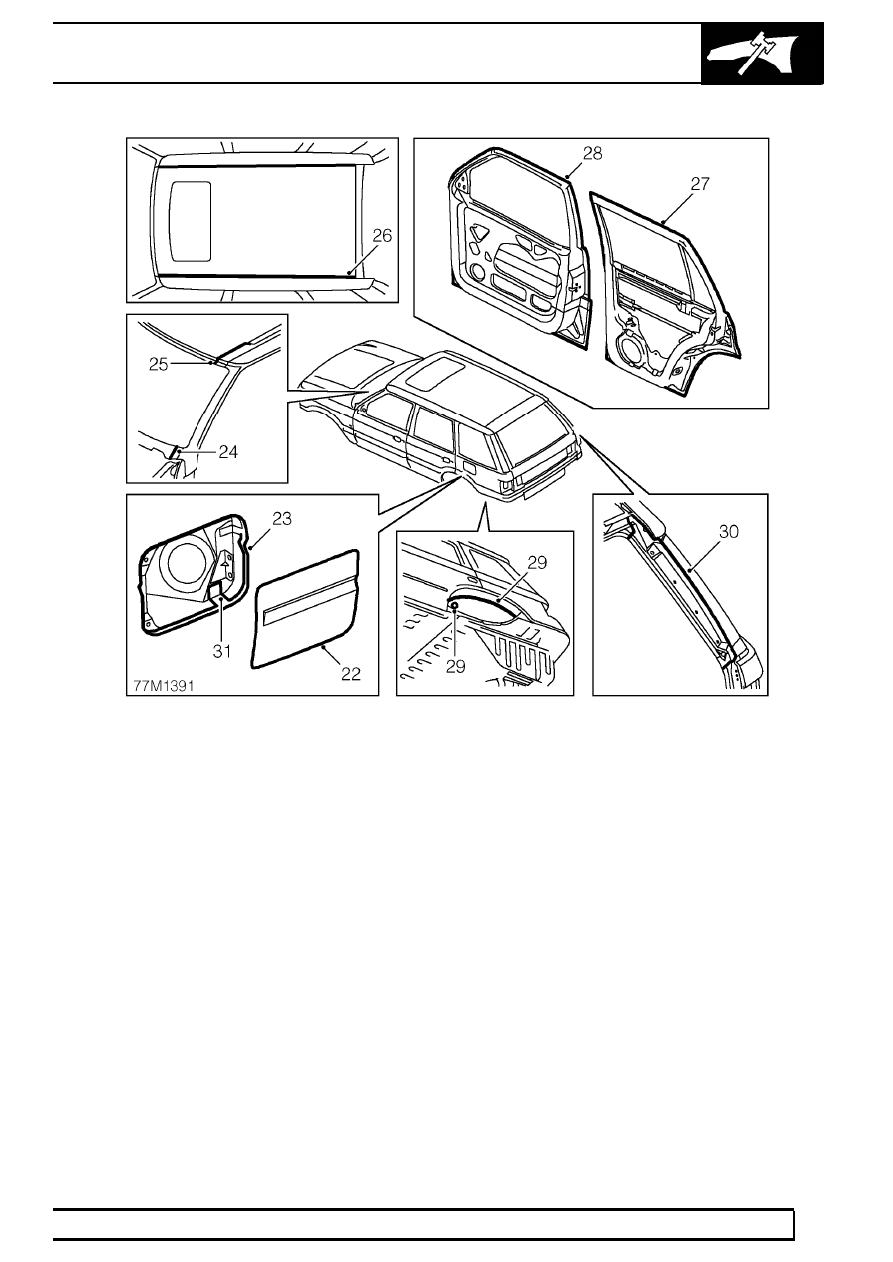
SEALING AND CORROSION PROTECTION
22. Structural adhesive
23. Semi-structural adhesive/anti-flutter material
24. Seam sealer light
25. Seam sealer light, structural adhesive
26. Seam sealer light
27. Seam sealer
28. Seam sealer
29. Seam sealer heavy
30. Seam sealer light
31. Seam sealer light
All areas symmetrically opposite to those shown are also treated.
See GENERAL INFORMATION DATA, Information section.