Frelander 2. Manual - part 652
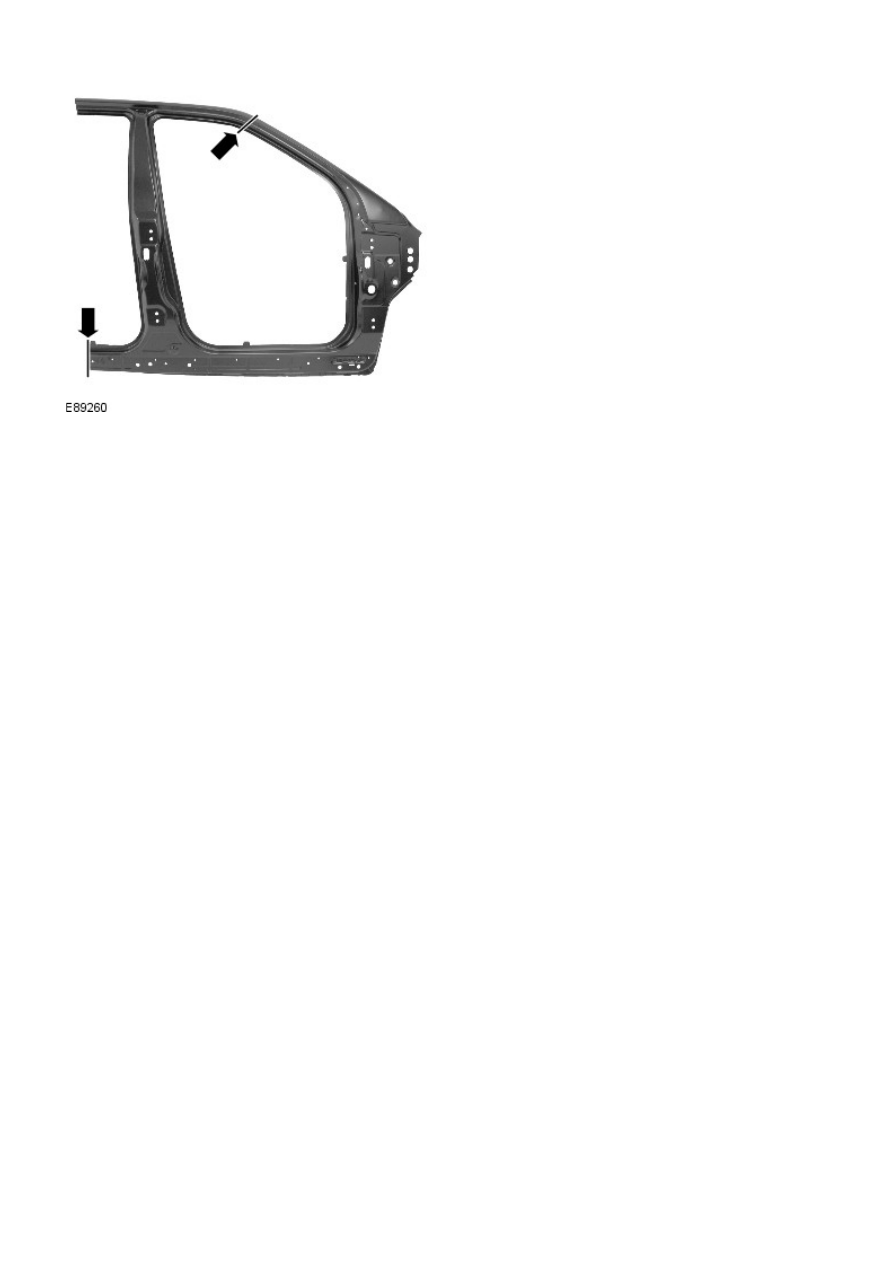
16. MIG weld the butt joints at the A-Pillar and rocker panel.
17. Dress all welded joints.
18. The installation of associated panels and mechanical
components is the reverse of removal.
|
|
|
16. MIG weld the butt joints at the A-Pillar and rocker panel. 17. Dress all welded joints. components is the reverse of removal. |