Defender 90 / 110 / 130. Manual - part 30
2.25
LITRE PETROL AND DIESEL CYLINDER
HEAD
.
Reface valve faces
68. Valves that are satisfactory for further service can
be
This operation should be carried
out
using a valve grinding machine. Only
minimum of material should bc
from the
valve face
to
avoid thinning of the valve edge.
The
valve is refaced correctly when all pits are
removed and the face concentric with the stem.
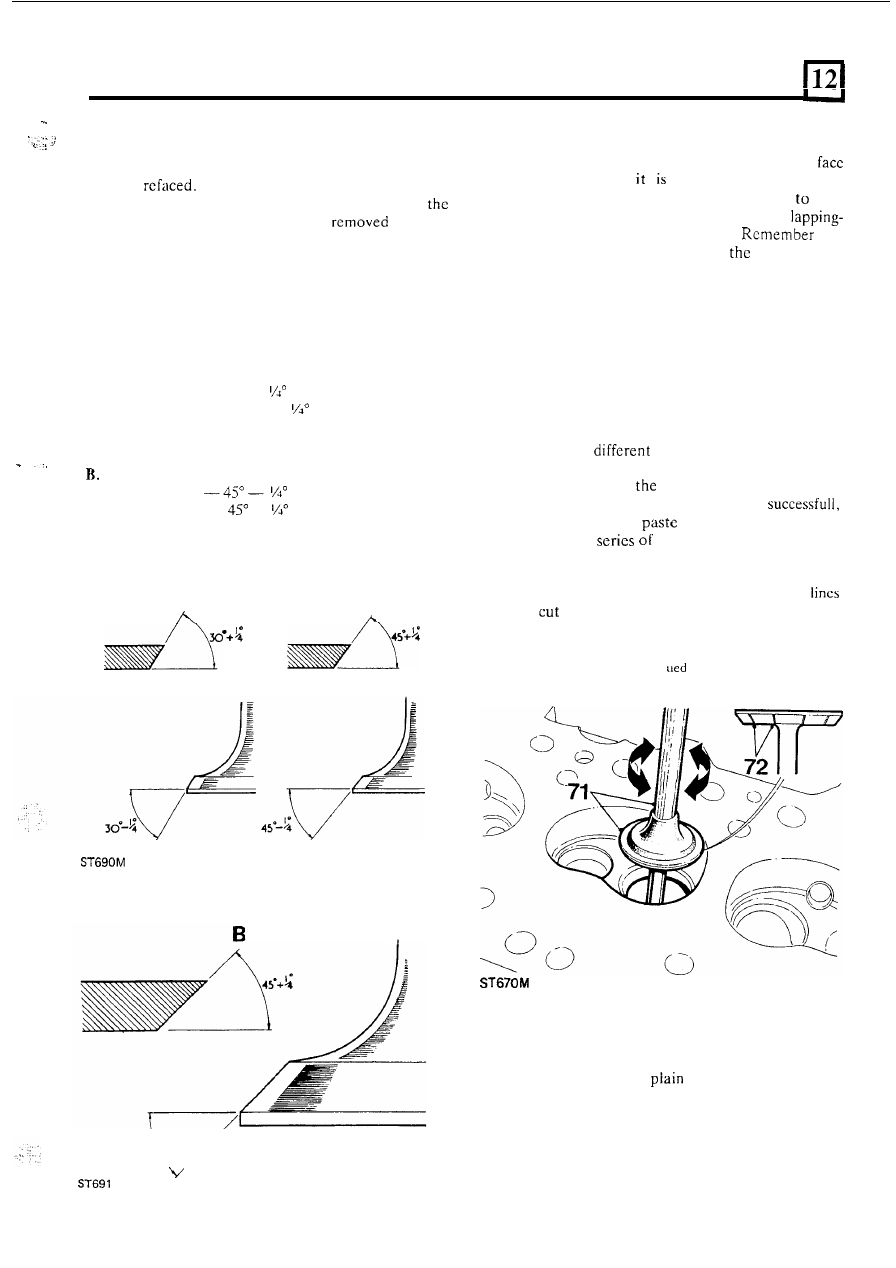
Valve face angles:
A .
Petrol engine
Inlet valve face
-
30"
-
Exhaust valve face
-
45"
-
Diesel engine
Inlet valve face
Exhaust valve face
-
A
I
M
Lap-in valves
69.
To ensure a gas tight seal between the valve
and valve scat
necessary to lap-in the
appropriate valve
to
its seat.
It
is essential
keep
the valve identified with its seat once the
in operation has been completed.
that
the inlet and exhaust valves
in
petrol engine
have different face angles.
70. Unless the faces to be lapped are
in
poor
condition
it
should only be necessary to
use fine
valve lapping paste. Smear a small quantity of
paste
on the valve face and lubricate the valve
stem with engine oil.
71. Insert the valve in the appropriate guide and using
a suction type valve lapping tool employ
a light
reciprocating action while occasionally lifting the
valve off its seat and turning
it
so that the valve
returns
to
a
position on
t h e
seat.
72. Continue the operation until a continuous matt
grey band round
valve face is obtained.
To
check that the lapping operation is
wipe
off the valve
from the valve and scat
and make
a
pencil lines across the valve
face. Inset the valve into the guide and while
pressing the valve onto the seat revolve the valve
a quarter turn a few times. If all the pencil
are
through no further lapping is required.
73. Wash all traces of grinding paste from the valves
and cylinder head seats.
con
tin
Assemble valves
to
cylinder head
74. Insert the inlet valves into the guides and fit new
oii seais
with
the
exterior and circuiar
spring. Ensure that t h e seal locates
in the groove
in t h e valve guide.
75. Insert the exhaust valves and fit the oil seals
with
the ridged exterior and n o spring.
continued
39