Content .. 1135 1136 1137 1138 ..
Isuzu Amigo / Axiom / Trooper / Rodeo / VehiCross. Manual - part 1137
4A2–16
DIFFERENTIAL (REAR)
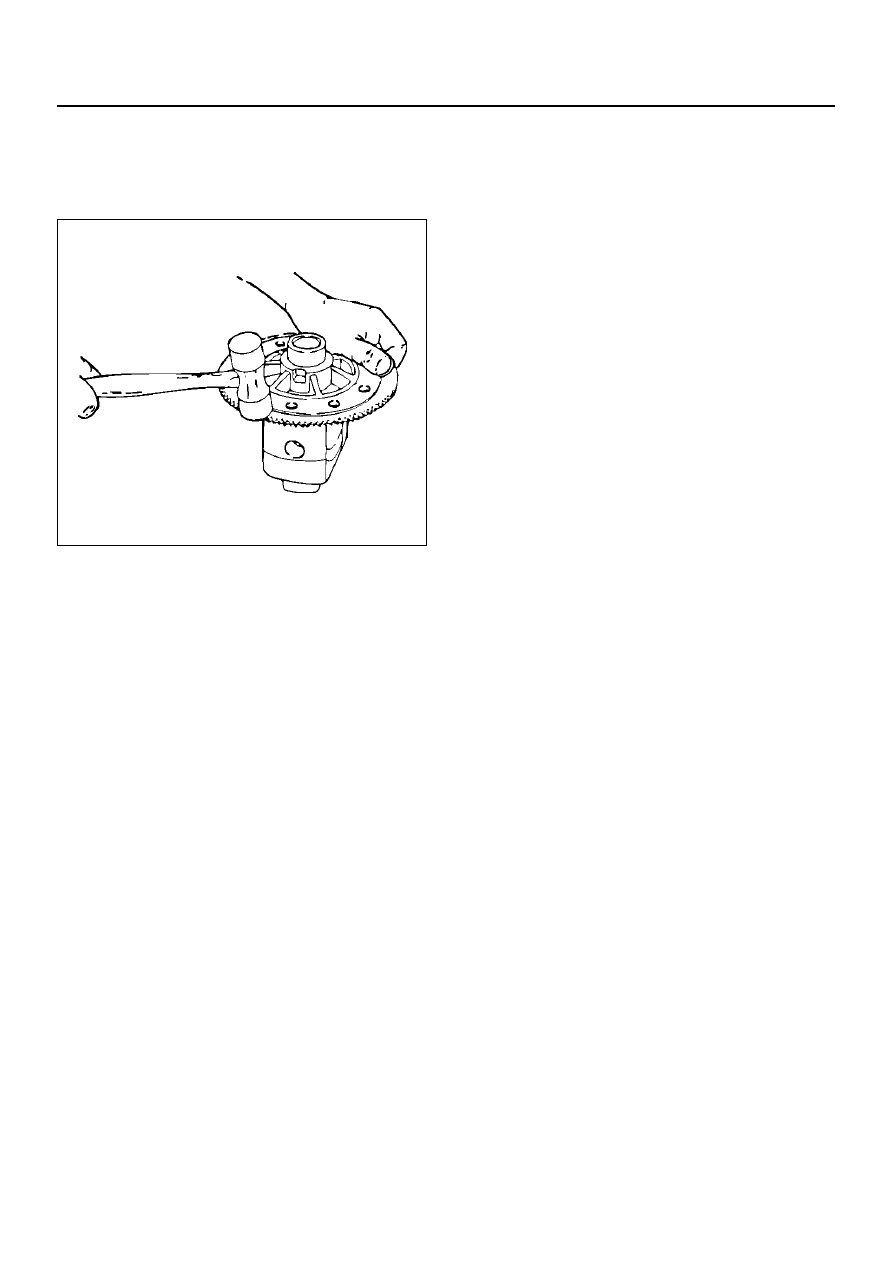
16. Remove exciter ring.
• Remove the exciter ring from the differential
using a mallet or a brass hammer if it is required.
NOTE: Discard the exciter ring after removal.
425RS097
Cleaning
Do not steam clean drive parts which have ground and
polished surfaces such as gears, bearings, and shafts.
These parts should be cleaned in a suitable solvent. All
parts should be disassembled before cleaning.
Parts should be thoroughly dried immediately after
cleaning. Use soft, clean, lintless rags. Parts may be
dried with cimpressed air. Do not allow the bearings to
spin while drying them with compressed air.
Inspection and Repair
It is very important to carefully and thoroughly inspect all
drive unit parts before reassembly.
Thorough inspection of the drive parts for wear or stress
and subsequent replacement of worn parts will
eliminate costly drive component repair after
reassembly.
Axle Housing
• The carrier bore for nicks or burrs that would prevent
the outer diameter of the pinion seal from sealing,
Remove any burrs that are found.
• The bearing cap bores for nicks or burrs.
Remove any burrs that are found.
• The housing for cracks. Replace the housing if any
cracks are found.
• The housing for foreign material such as metal chips,
dirt, or rust.
Pinion and Ring Gear
• Pinion and ring gear teeth for cracking, chipping,
scoring, or excessive wear.
• Pinion splines for wear.
• Pinion flange splines for wear.
• The sealing surface of the pinion flange for nicks,
burrs, or rough tool marks which would cause
damage to the seal's inside diameter and result in an
oil leak.
• Replace all worn or broken parts.
• Ring and pinion gears are matched sets and are both
replaced anytime a replacement of either is
necessary.
Bearings
• Bearings visually and by feel.
• The bearings should feel smooth when oiled and
rotated while applying as much hand pressure as
possible.
The large end of the bearing rollers for wear.
This is where tapered roller bearing wear is most
evident.
• Bearing cups for wear, cracks, brinelling and scoring.
• Bearing and cups are only replaced as sets.
• If the rear axle was operated for an extended period
of time with very loose bearings, the ring gear and
drive pinion will also require replacement.
• Low mileage bearings may have minute scratches
and pits on the rollers and the bearing cups from the
initial pre-load. Do not replace a bearing for this
reason.
• Bearing cups for cracks or chips.
Shims
• Shims for cracks and chips. Damaged shims should
be replaced with an equally sized service shim.