Hummer H1 (2002+). Manual - part 25
____________________________________________________________________
Engine 2-61
®
05745159
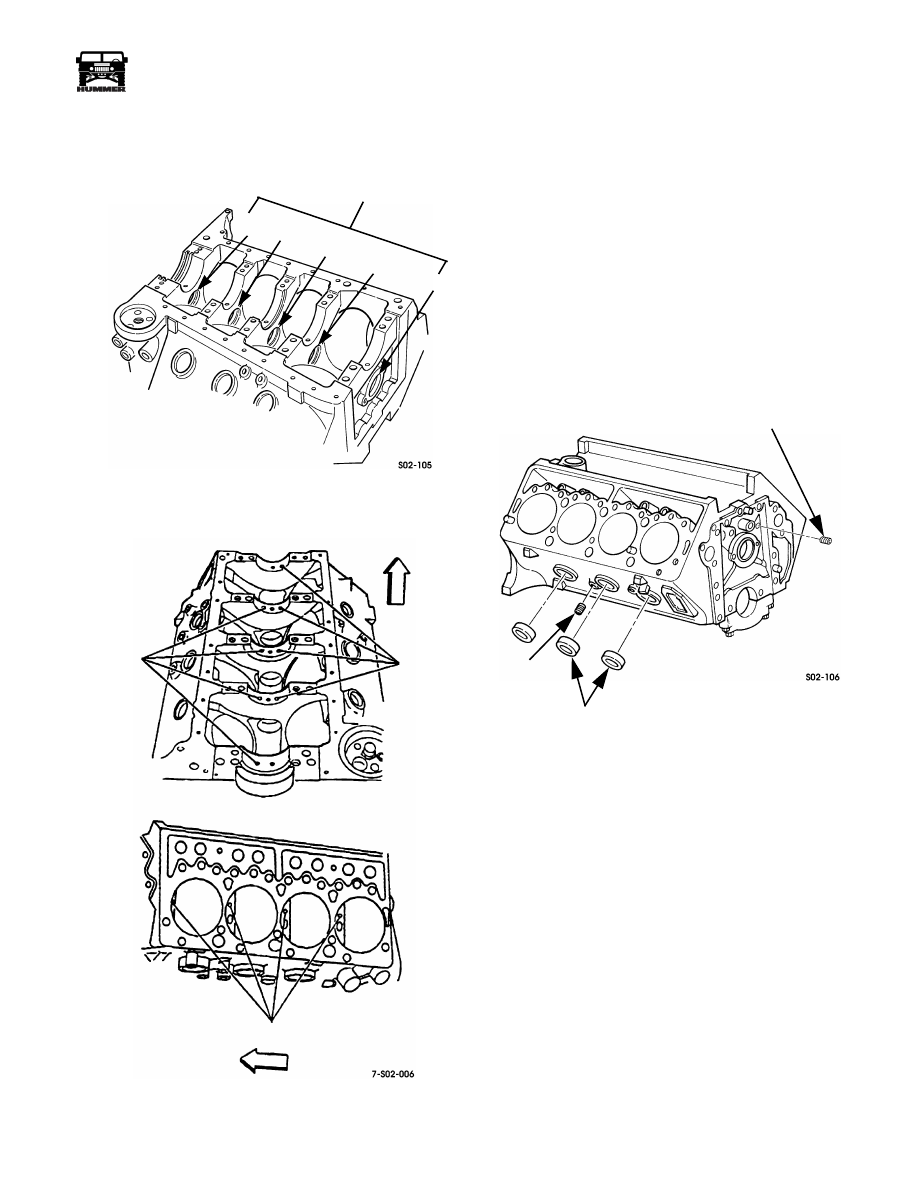
NOTE: Be sure to inspect the piston cooling oil tubes in turbo
diesel blocks. Verify that the tubes are clear (Figure 2-101).
Figure 2-100: Camshaft Bearing Locations
Figure 2-101: Piston Oil Cooling Feed and Spray
Orifice Locations
Inspection
Check all of the block surfaces for nicks, scratches, cracks,
damaged threads, or evidence of porosity at any point. Minor
nicks and scratches can be smoothed with a fine tooth file or
180 grit emery. Damaged threads can be either chased, or re-
paired with Helicoil stainless steel thread inserts. Replace the
block if cracked, or if porous spots are evident.
Light discoloration of gasket surfaces and cylinder bores is
normal and not a cause for replacement. However, evidence of
severe overheating and heat checking will require closer atten-
tion to dimensional checks.
Check condition of the expansion plugs (Figure 2-102), and
camshaft plug. Replace the plugs if corroded, rusted, loose, or
coolant leakage is evident. Refer to the procedure in this sec-
tion if plug replacement is required.
Figure 2-102: Cylinder Block Expansion Plug
Locations
Check the cam bearings. Locations in the block are shown
(Figure 2-100).
It is not necessary to replace the bearings if they only have a
burnished, or polished appearance, and wear is very minimal.
However, replace all of the bearings if one or more are scored,
flaking, distorted, etched, pitted, loose, or misaligned. Also re-
place the bearings if the block was hot tank cleaned with the
bearings in place. Refer to the bearing replacement procedure
in this section.
On turbocharged engines, check the oil feed holes at the rear of
the block near the oil pump drive. Make sure the feed holes are
clear and not plugged. This is important as any restrictions will
result in turbocharger failure.
Remove and inspect the oil pressure regulator and safety
valves. Replace the regulator valve plug; do not reuse it. Re-
place the two valves if seized, binding, or plugged. Do not try
to salvage the valves.
CAM BEARING AND
#5
#4
#3
#2
#1
BORE LOCATIONS
FEED
ORIFICE
OIL SPRAY TUBES
FEED
ORIFICE
EXPANSION PLUGS
SMALL EXPANSION PLUG
PIPE PLUG