Ford Focus RS (2011 year). Instruction - part 136
• Polyester material not covered.
• Sweat from hands.
• Salts and minerals in sanding water.
• Spray air contaminated.
Repair of damage:
• Sand away damage, matt sand remainder of
surface, clean with silicone remover, fill and
re-paint.
Etching
The base paint is etched by the clear lacquer. This
causes the aluminum pigments to change their
alignments. The color of the etched base paint
seems more grey than that of normal base paint.
Result is that the surface structure of the clear
lacquer becomes increasingly more matt.
Cause/damage pattern:
• Base painted too wet.
• No intermediate flash-off time.
• Layers too thick.
Repair of damage:
• Sand and re-paint.
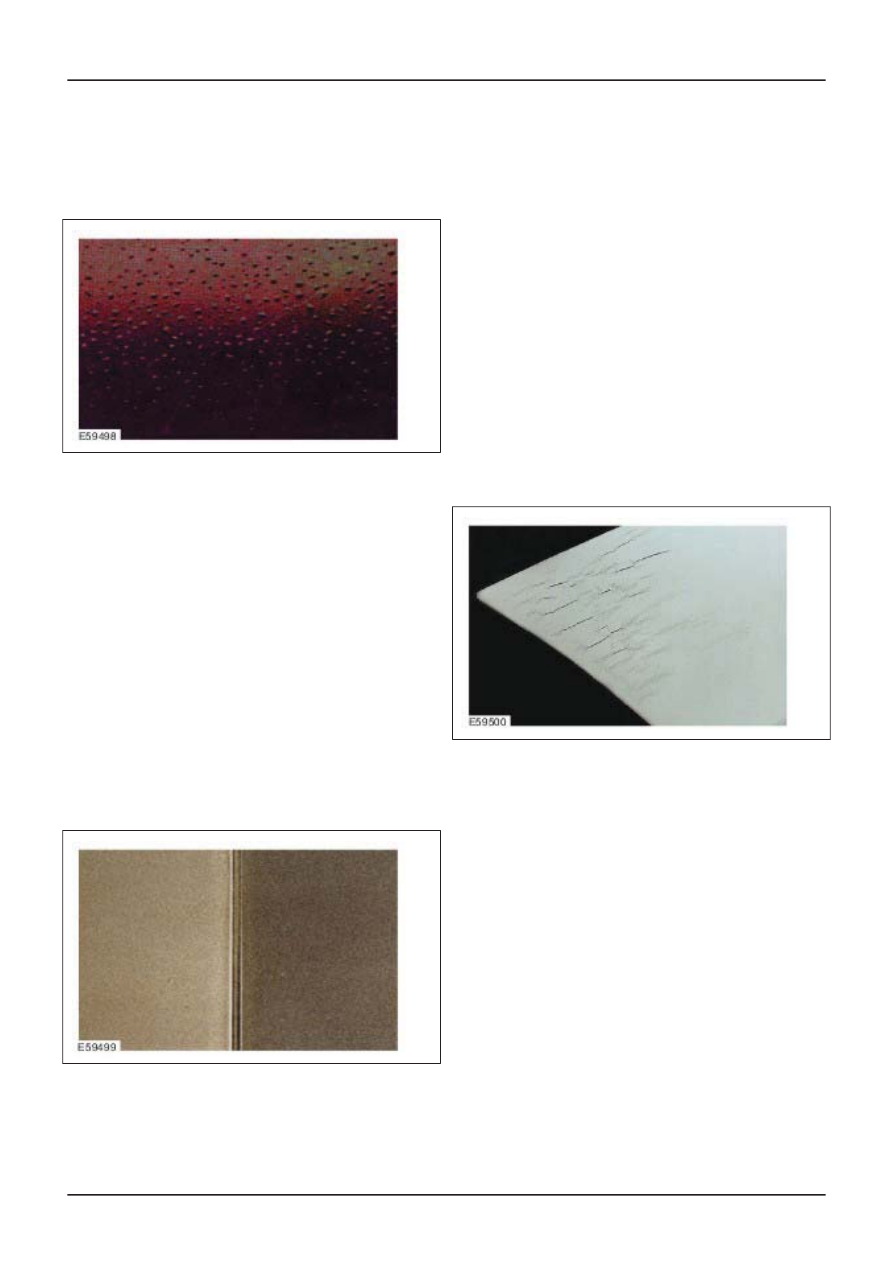
Paint wrinkles/puckering
Lifting/puckering of the paint surface.
Cause/damage pattern:
• First paint not hardened through or can be
etched.
• Areas of clear lacquer which were sanded
through to base paint have not been not isolated
with filler, or with unsuitable filler.
• Unsuitable substrate (e.g. spray can painting
with TPA or nitro).
• Use of unsuitable primer, paint and thinner
materials.
• Paint systems not matched to each other.
• In wet-in-wet process, specified flash-off times
not adhered to.
• Synthetic resin top coat (alkyd resin) worked
over too soon.
Repair of damage:
• After thorough drying, completely remove the
top coat together with the attacked substrate at
the affected areas and re-create a new paint
finish.
• Before applying top coat, rub down the complete
surface.
Cloud formation
Differing, blotchy color/effect formations in
dark/light areas of a metallic paint finish.
Cause/damage pattern:
• Spray gun, spray nozzle, spray pressure not
perfect.
• Varying spray viscosity, spraying method,
flash-off times, spray booth temperature.
• Thinners not suitable.
G468093en
501-36-
24
Paint - General Information
501-36-
24
DESCRIPTION AND OPERATION