Chrysler New Yorker. Manual - part 201
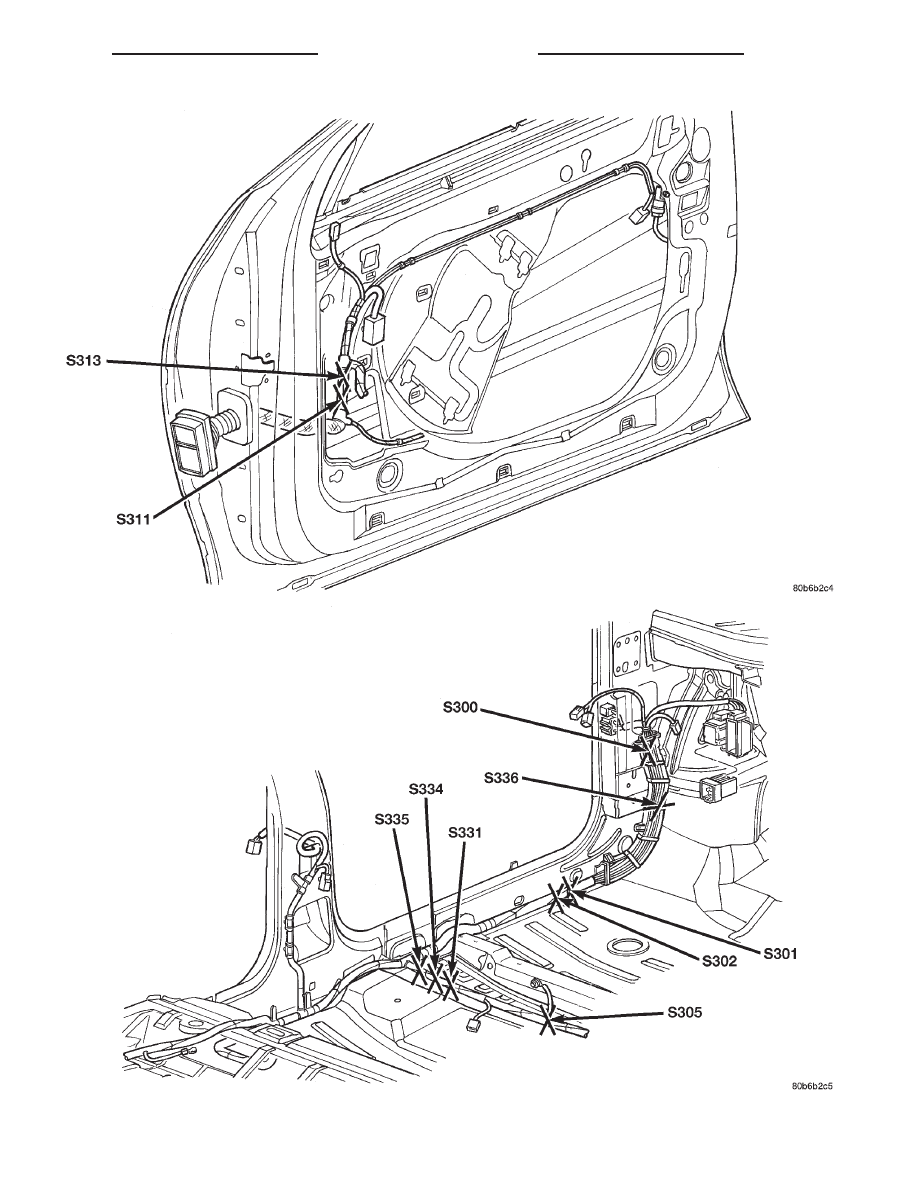
Fig. 7 Right front Door
Fig. 8 Left Side Body
300M
8W - 95 SPLICE LOCATIONS
8W - 95 - 9
DESCRIPTION AND OPERATION (Continued)
|
|
|
Fig. 7 Right front Door Fig. 8 Left Side Body 300M 8W - 95 SPLICE LOCATIONS 8W - 95 - 9 DESCRIPTION AND OPERATION (Continued) |