Chrysler 300M, Dodge Interpid. Manual - part 305
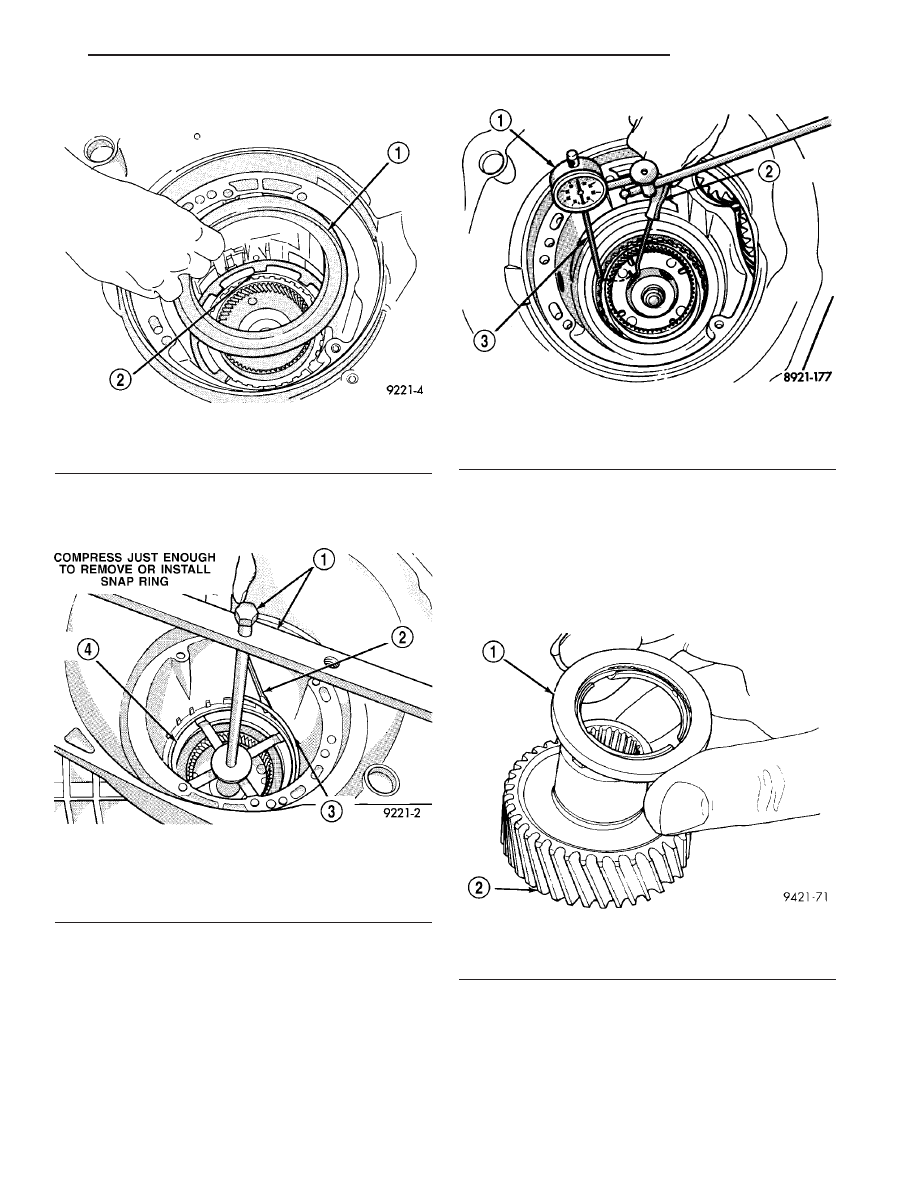
(32) Install 2/4 clutch retainer (Fig. 120).
(33) Set up Tool 5058 as shown in (Fig. 121). Com-
press 2/4 clutch just enough to facilitate snap ring
installation.
(34) Measure 2/4 clutch clearance: Set up dial
indicator as shown in (Fig. 122). Press down clutch
pack with finger and zero dial indicator. Record mea-
surement in four (4) places and take average reading.
The 2/4 clutch pack clearance is 0.76 to 2.64 mm
(0.030 to 0.104 inch). If not within specifications,
the clutch is not assembled properly. There is no
adjustment for the 2/4 clutch clearance.
(35) Install the #7 needle bearing to the rear sun
gear (Fig. 123). The number 7 needle bearing has
three antireversal tabs and is common with the
number 5 and number 2 position. The orienta-
tion should allow the bearing to seat flat
against the rear sun gear. A small amount of
petrolatum can be used to hold the bearing to
the rear sun gear.
Fig. 120 Install 2/4 Clutch Retainer
1 - 24 CLUTCH RETAINER
2 - 24 CLUTCH RETURN SPRING
Fig. 121 Install 2/4 Clutch Retainer Snap Ring
1 - TOOL 5058
2 - SCREWDRIVER
3 - SNAP RING
4 - 24 CLUTCH RETAINER
Fig. 122 Check 2/4 Clutch Clearance
1 - DIAL INDICATOR
2 - HOOK TOOL
3 - DIAL INDICATOR TIP TOOL 6268
Fig. 123 Number 7 Bearing
1 - #7 BEARING
2 - REAR SUN GEAR
LH
TRANSAXLE
21 - 39
42LE AUTOMATIC TRANSAXLE (Continued)