Snowmobile Arctic Cat 2-Stroke (2007 year). Manual - part 36
2-130
4. Place the cylinder heads on a Surface Plate (p/n
0644-016) covered with #400 grit wet-or-dry
sandpaper. Using light pressure, move each cylin-
der head in a figure eight motion. Inspect the seal-
ing surface for any indication of high spots. A high
spot can be noted by a bright metallic finish. Cor-
rect any high spots before assembly by continuing
to move the cylinder head in a figure eight motion
until a uniform bright metallic finish is attained.
CM018
CYLINDERS
1. Using a non-metallic carbon removal tool, remove
carbon buildup from the exhaust ports.
2. Wash the cylinders in parts-cleaning solvent.
3. Inspect the cylinders for pitting, scoring, scuffing,
and corrosion. If marks are found, repair the sur-
face with an appropriate ball hone and honing oil
(see chart).
NOTE: To produce the proper 60° crosshatch pat-
tern, use a low RPM drill (600 RPM) at the rate of 30
strokes per minute. If honing oil is not available,
use a lightweight, petroleum-based oil. Thoroughly
clean the cylinders after honing using detergent
soap and hot water and dry with compressed air;
then immediately apply oil to the cylinder bores. If
a bore is severely damaged or gouged, the cylin-
der will have to be replaced.
4. Place the head surface of each cylinder on the sur-
face plate covered with #400 grit wet-or-dry sand-
paper. Using light pressure, move each cylinder in
a figure eight motion. Inspect the surface for any
indication of high spots. A high spot can be noted
by a bright metallic finish. Correct any high spots
before assembly by continuing to move the cylin-
der in a figure eight motion until a uniform bright
metallic finish is attained.
PISTON ASSEMBLY
1. Using a non-metallic carbon removal tool, remove
the carbon buildup from the dome of each piston.
2. Take an old piston ring and snap it into two pieces;
then grind the end of the old ring to a 45° angle
and to a sharp edge. Using the sharpened ring as a
tool, clean carbon from the ring-grooves. Be sure
to position the ring with its tapered side up.
3. Inspect each piston for cracks in the piston pin and
skirt areas.
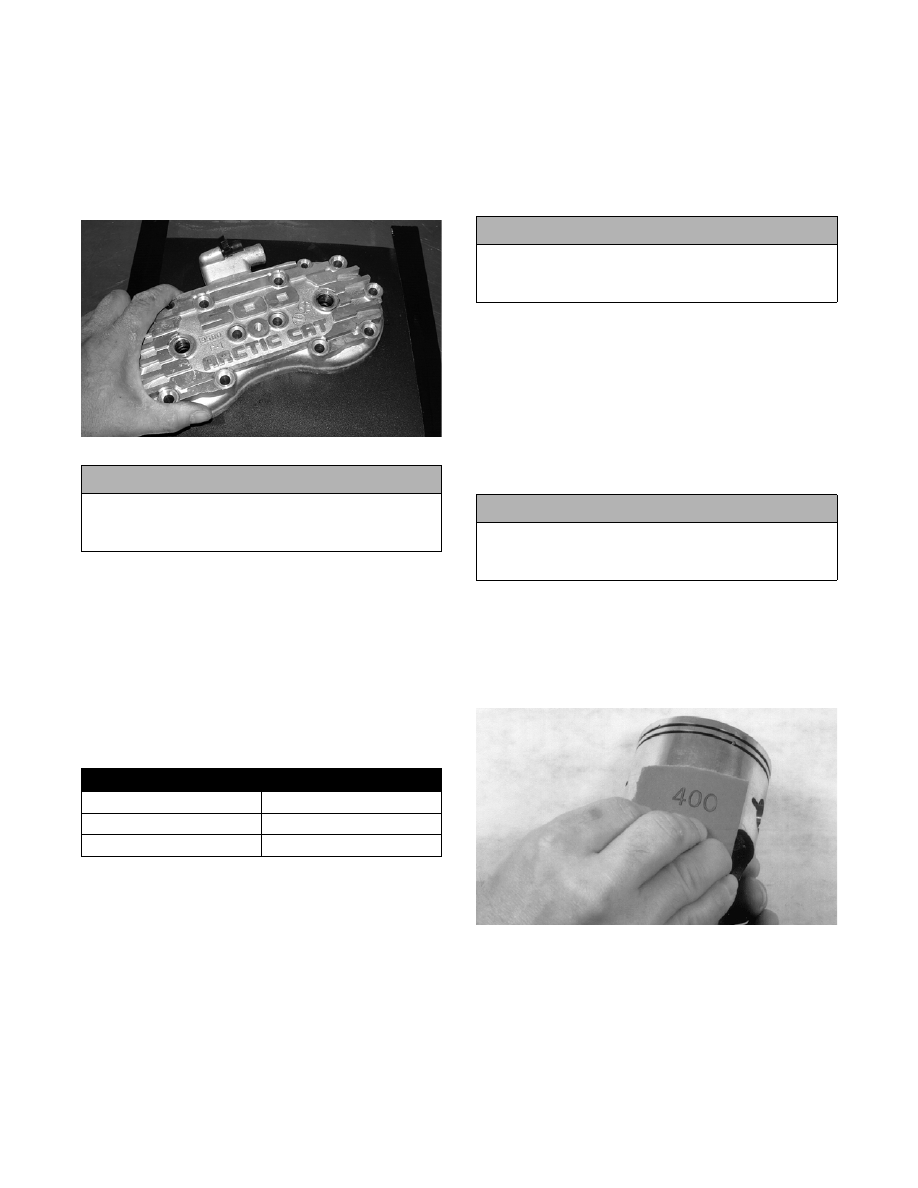
4. Inspect each piston for seizure marks or scuffing.
Repair with #400 grit wet-or-dry sandpaper and
water or honing oil.
AN135
NOTE: If scuffing or seizure marks are too deep
to correct with the sandpaper, it will be necessary
to replace the piston.
5. Inspect the perimeter of each piston for signs of
excessive “blowby.” Excessive “blowby” indicates
worn piston rings or an out-of-round cylinder.
! CAUTION
Water or parts-cleaning solvent must be used in
conjunction with the wet-or-dry sandpaper or dam-
age to the sealing surface may result.
BALL HONES
Engine Size
p/n
500 cc
0644-291
600 cc
0644-292
! CAUTION
Water or parts-cleaning solvent must be used in
conjunction with the wet-or-dry sandpaper or dam-
age to the sealing surface may result.
! CAUTION
Improper cleaning of the ring-grooves by the use of
the wrong type of ring-groove cleaner will result in
severe damage to the piston.