Snowmobile Arctic Cat 2-Stroke (2007 year). Manual - part 14
2-42
MD0090
MD0092A
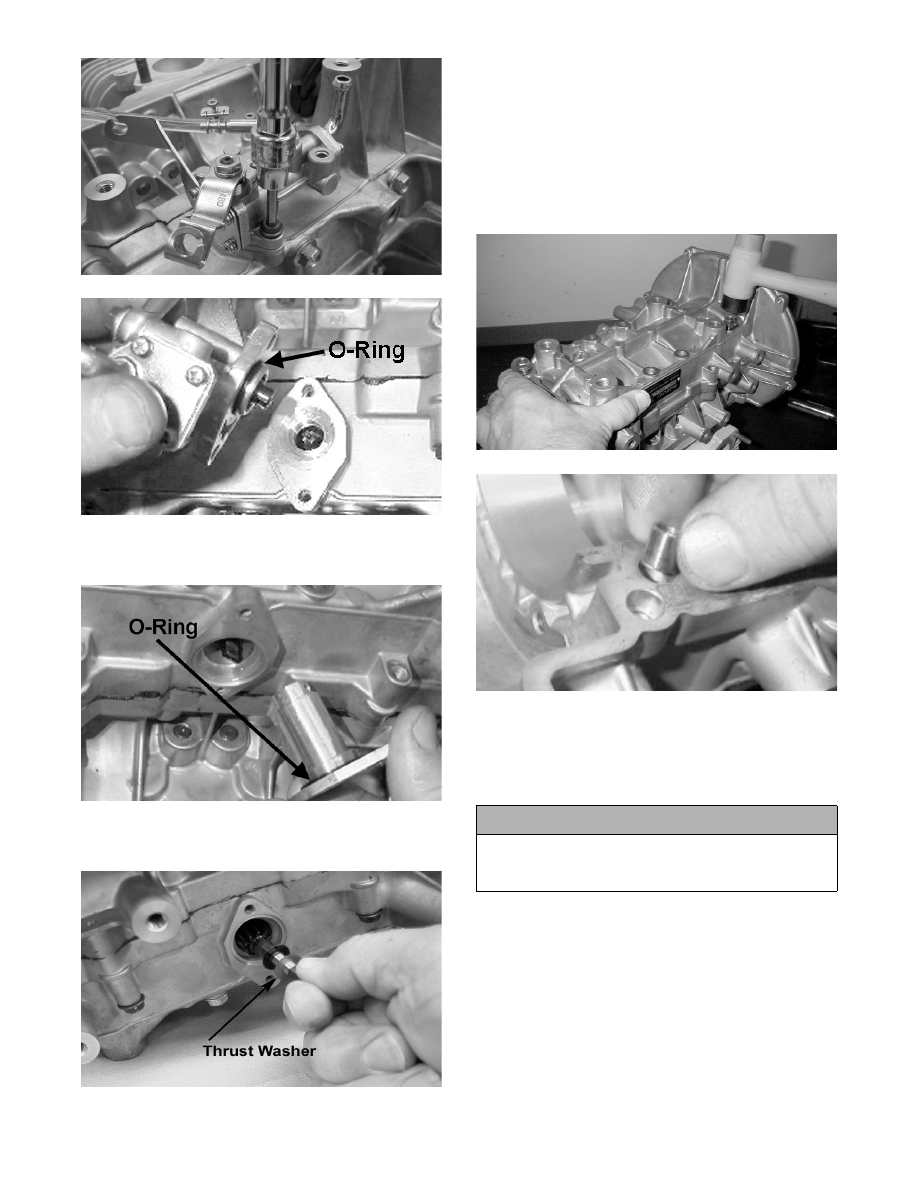
20. Remove the oil-injection pump driveshaft retainer.
Account for an O-ring.
MD0100A
21. Remove the oil-injection pump driveshaft.
Account for a thrust washer.
MD0101
22. Place the crankcase (with its bottom side up) on
two blocks of wood. Remove the 12 cap screws
securing the crankcase halves. Note the position of
the different-sized cap screws.
23. Separate the crankcase halves by installing two of
the cap screws in opposite corners leaving the heads
approximately 6 mm (1/4 in.) out. Using a plastic
mallet, tap on each cap screw until the crankcase
halves separate. Account for four dowel pins.
MD0283
MD0204
24. Remove the two cap screws; then remove the
crankshaft assembly from the upper crankcase half
making sure to hold both ends of the crankshaft to
keep the bearings and seals from falling off.
Account for bearings and a C-ring.
! CAUTION
To prevent damage to the crankshaft, crankshaft
bearings, or seals, be sure to always lift the crank-
shaft from both ends.