Snowmobile Arctic Cat 2-Stroke (2007 year). Manual - part 9
2-22
370-ENG07A
16. Lift the engine out of the engine compartment.
17. Remove the cap screws, washers, and lock wash-
ers securing the engine mounting brackets to the
engine; then remove the brackets.
Disassembling Engine
1. Remove the four nuts and lock washers securing
the exhaust manifold; then remove the exhaust
manifold. Account for two gaskets.
2. Noting the location of the longer cap screws for
assembly purposes, remove the 14 cap screws,
lock washers, and washers securing the top and
exhaust-side cooling shrouds.
3. Lift the top cooling shroud off the engine and slide
the exhaust-side cooling shroud off the exhaust-
manifold studs. Account for two exhaust-manifold
shroud gaskets.
AB014
4. Disconnect the two oil-injection hoses from their
fittings on the intake manifold.
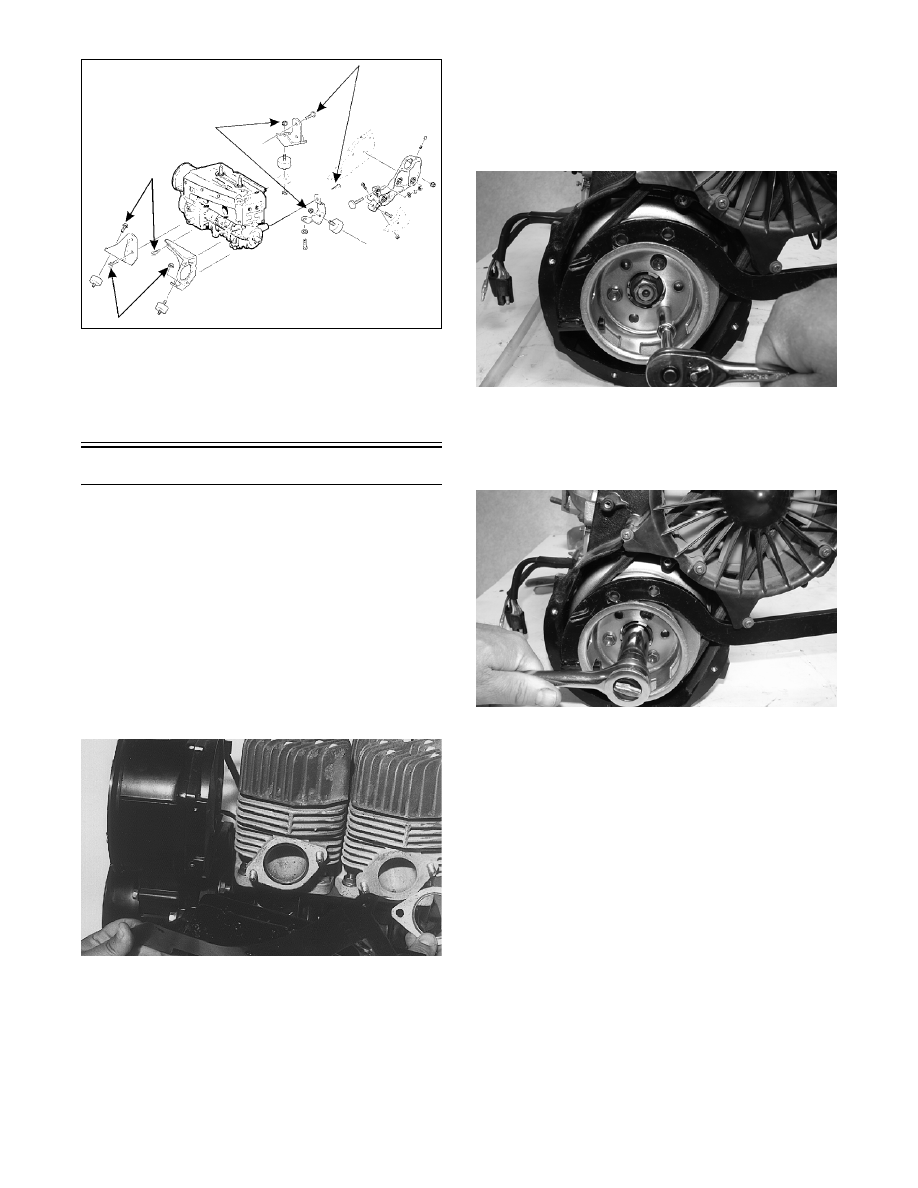
5. Remove the nuts securing the intake manifold;
then remove the manifold with flange from the
engine. Account for two insulators. Discard the
gaskets.
6. Remove the intake-manifold cooling shroud from
the engine. Discard the two gaskets.
7. Using Flywheel Spanner Wrench (p/n 0144-007)
to secure the crankshaft, remove the three cap
screws and lock washers securing the starter pul-
ley to the flywheel. Remove the starter pulley;
then carefully pry the fan belt drive pulley from its
seated position on the flywheel and remove.
MD2494
8. Temporarily install the starter pulley on the fly-
wheel with three cap screws. Using the flywheel
spanner wrench to secure the crankshaft, loosen
and remove the flywheel nut and washers.
MD2495
NOTE: If an impact wrench is being used, use of
a flywheel spanner wrench will not be necessary.
9. Remove the cap screws securing the starter pulley
to the flywheel and remove the pulley.
10. Remove the flange nuts securing the fan case to
the crankcase; then remove the fan case.
NOTE: For further servicing of the axial fan com-
ponents, see section 3.