Snowmobile Arctic Cat (2008 year). Manual - part 36
2-81
2
NOTE: Measure from PTO to MAG-side of the pis-
ton to accurately measure the squish gap. Never
measure across piston, exhaust to carburetor
side, as the piston will rock and the reading won’t
be accurate.
Readings may vary from side to side.
NOTE: Make sure the smaller reading is 1.5 mm
(0.059 in.) or less.
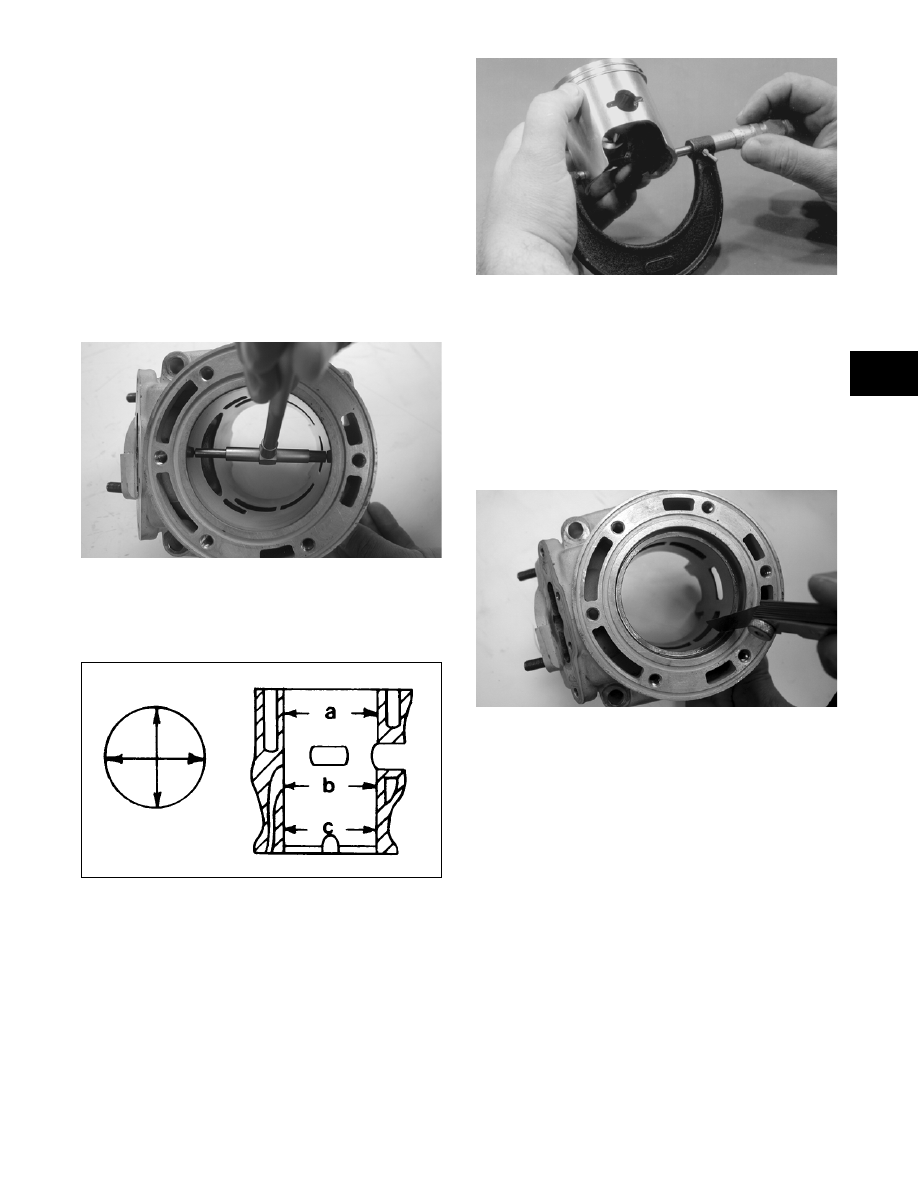
CYLINDER TRUENESS
1. Measure each cylinder in the three locations from
front to back and side to side for a total of six read-
ings.
FC044
2. The trueness (out-of-roundness) is the difference
between the highest and lowest reading. Maxi-
mum trueness (out-of-roundness) must not exceed
0.1 mm (0.004 in.).
0725-586
PISTON SKIRT/CYLINDER
CLEARANCE
1. Measure each cylinder front to back about 2.5 cm
(1 in.) from the bottom of each cylinder.
2. Measure the corresponding piston skirt diameter at
a point 1 cm above the piston skirt at a right angle
to the piston-pin bore. Subtract this measurement
from the measurement in step 1. The difference
(clearance) must be within 0.075-0.105 mm
(0.0029-0.0041 in.).
AC091
PISTON-RING END GAP
1. Place each piston ring in the wear portion above
the exhaust port of its respective cylinder. Use the
piston to position each ring squarely in each cylin-
der.
2. Using a feeler gauge, measure each piston-ring
end gap. Acceptable ring end gap must be within
0.30-0.50 mm (0.012-0.0196 in.).
FC045
PISTON PIN AND PISTON-PIN
BORE
1. Measure the piston pin diameter at each end and in
the center. Acceptable piston pin measurement
must be within 21.995-22.000 mm (0.8659-0.8661
in.). If any measurement varies by more than
0.02 mm (0.001 in.), the piston pin and bearing
must be replaced as a set.