Snowmobile Arctic Cat (2004 year). Manual - part 19
2-63
2
FC059
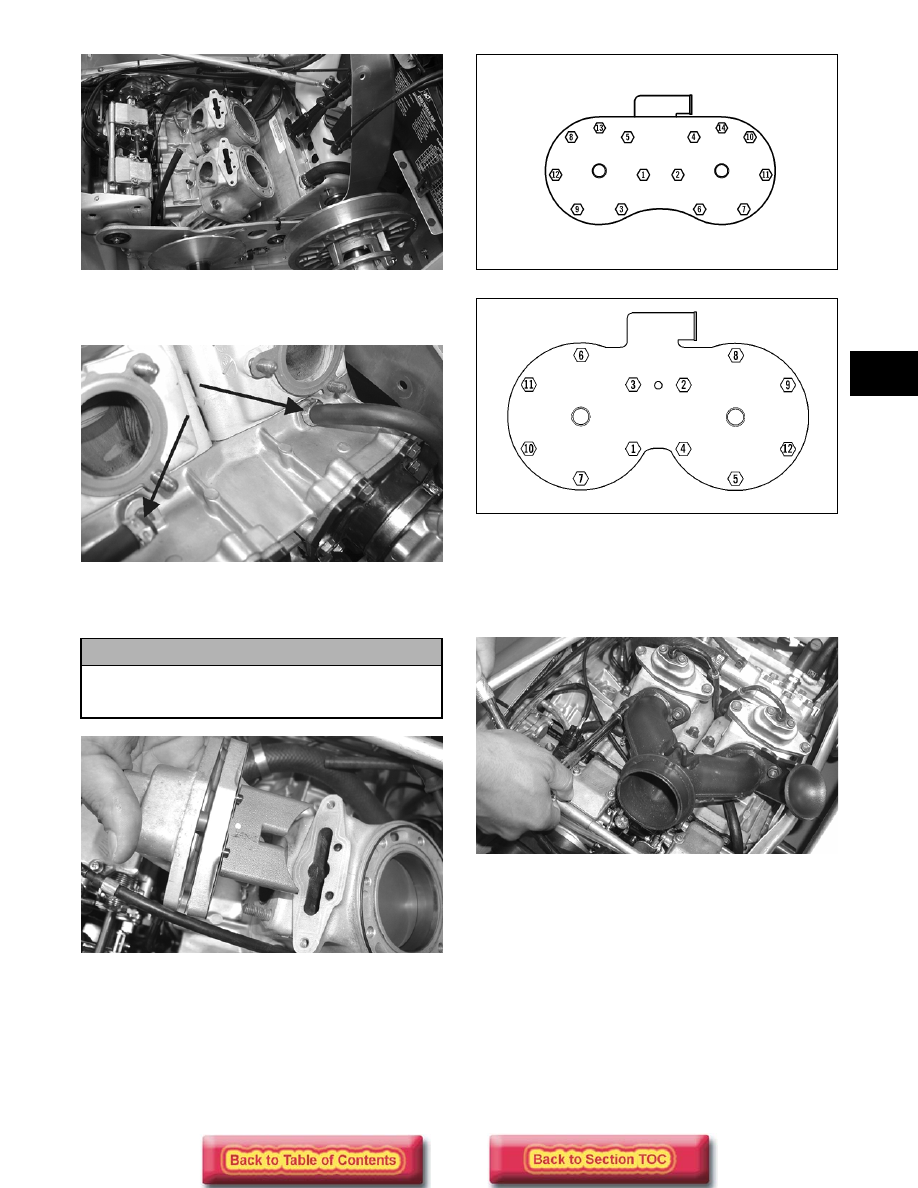
4. Connect the two coolant hoses on the cylinders
beneath the exhaust ports.
FC050A
5. Install the APV’s onto the cylinder and secure with
existing hardware.
FC056
6. Place the cylinder head into position on the
cylinders making sure the O-rings are properly
positioned; then on the 500 cc in two steps, tighten
the 6 mm cap screws to 0.9-1.3 kg-m (6.5-9.5 ft-
lb) and on all models in two steps, tighten the
8 mm cap screws to 2.1-3.1 kg-m (15-22.5 ft-lb)
using the appropriate pattern shown.
0738-204
0738-205
7. Install the coolant hose and breather hose onto the
cylinder head.
8. Install the exhaust manifold. Tighten existing
hardware to 1.8-2.2 kg-m (13-16 ft-lb).
FC049
9. Install the expansion chamber and resonator using
existing hardware.
10. Install the side-plate brace and secure with
existing hardware.
11. Fill the cooling system with recommended coolant
(see Liquid Cooling System in Section 3).
! CAUTION
The long side of the exhaust valve must be
facing toward the cylinder head or severe engine
damage may occur.