содержание .. 6 7 8 9 ..
Справочное руководство по ручной сварке стержневыми электродами EWM - часть 8
в
зависимости
от
окисляющих свойств от M1.1 до M3.3, т.е. M1.1
является слабо окисляющим, а M3.3 обладает
наиболее сильными окисляющими свойствами.
Главным компонентом этих смесей является
аргон, в качестве активных компонентов
примешиваются кислород (O) или диоксид
углерода (CO
2
) либо кислород и диоксид
углерода (трехкомпонентные газовые смеси).
В числе газов для сварки МАГ в группу С
входят чистый диоксид углерода и смесь
диоксида углерода с кислородом. Последняя
смесь oднако не используется в Германии.
Газы группы C обладают наиболее сильными
окислительными свойствами, так как CO
2
распадается при высоких температурах
электрической дуги, при этом помимо оксида
углерода выделяются большие количества
кислорода.
В группу F входят азот (N) и смесь азота с
водородом. Оба эти газа могут быть
использованы для плазменной резки и
формирования.
Кроме окислительных свойств состав газовой
смеси влияет и на электрические и физические
свойства области электрической дуги и,
следовательно, на сварочные свойства.
Например, при добавлении гелия к аргону
улучшается
теплопроводность
и
теплосодержание атмосферы электрической
дуги. И в том и в другом случае дуга содержит
больше энергии, что ведет к лучшему
проплавлению.
Примешивание
активных
компонентов к смесям ведет, в том числе, к
образованию более мелких капель при
расплавлении проволочного электрода. Кроме
того,
улучшается
теплопередача
в
электрической дуге. Это также является
причиной лучшего проплавления.
Необходимый
расход
защитного
газа
рассчитывается при помощи эмпирического
правила и составляет 10-12 диаметров
проволоки в литрах в минуту. При сварке МИГ
алюминия плавящимся электродом в инертном
газе устанавливаются несколько большие
значения расхода газа из-за высокой
окисляемости материала; при смесях аргона и
гелия - значительно большие вследствие
невысокой
плотности
гелия.
Сначала
снижается давление газа, поступающего из
баллона или из кольцевого трубопровода.
Посмотреть установленное значение расхода
можно на манометре, выверенном вместе с
соплом, или на расходомере с поплавковым
указателем.
Влияние защитных газов на процесс сварки
будет еще рассмотрено подробнее позднее при
описании различных видов электрической дуги.
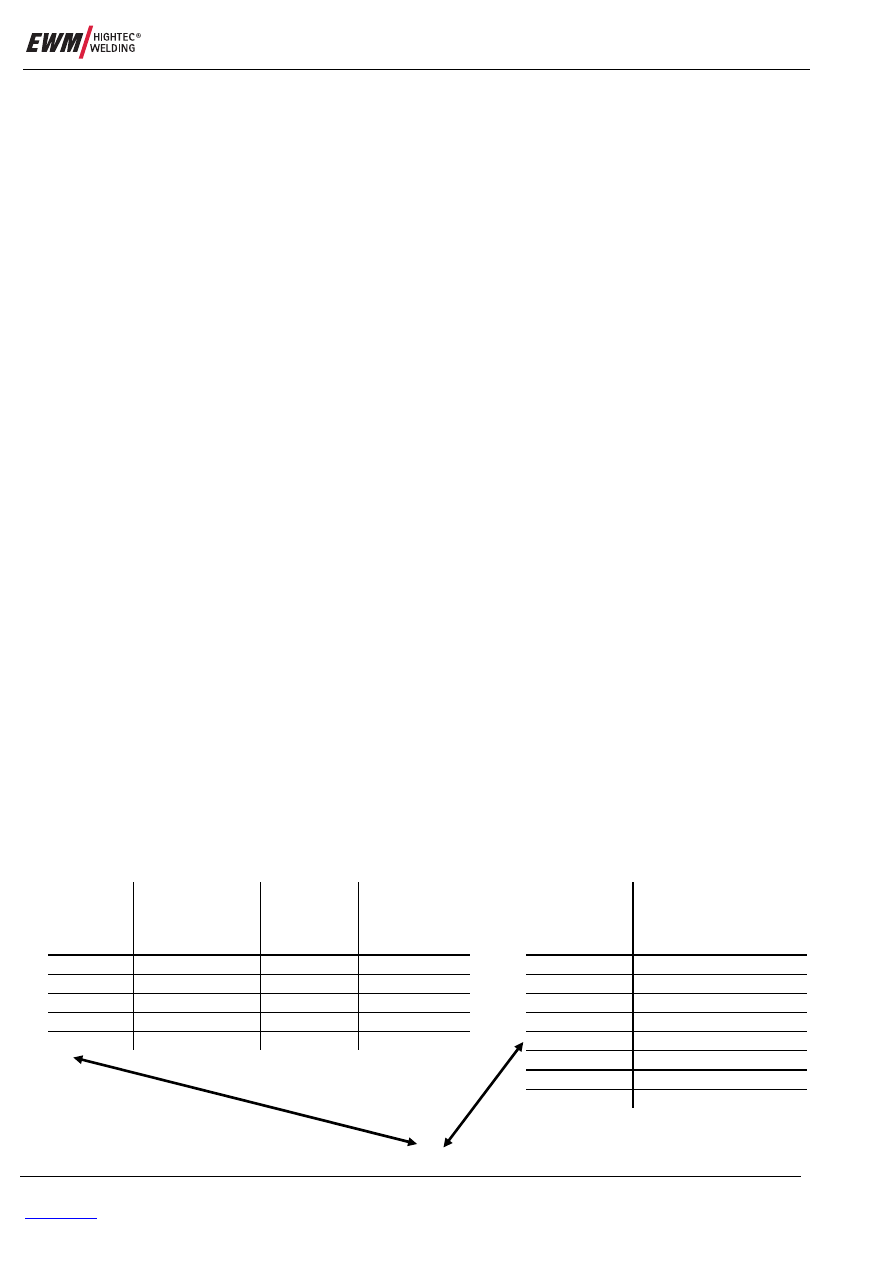
Показатели свойств прочности и растяжения металла шва
Показатели работы развития трещины
металла шва
Показатель Минимальный
предел текучести
1
)
Н/мм
2
Предел
прочности при
растяжении
Н/мм
2
Минимальное
удлинение при
разрыве2) %
Показатель
Температура минимальной
работы развития трещины
металла шва, равной 47 Дж
- °C
35 355
от 440 до 570 22
Z
нет требований
38 380
от 470 до 600 20
A
+20
42 420
от 500 до 640 20
0
0
46 460
от 530 до 680 20
2
-20
50 500
от 560 до 720 18
3
-30
4
-40
EWM HIGHTEC WELDING GmbH
Dr. Günter-Henle-Str. 8, D-56271 Mündersbach/Ww., Germany
www.ewm.de
6 04.07
. : WM.0223.00
5
-50
6
-60
EN 440 – G 46 3 M G3Si1