Suzuki Grand Vitara JB416 / JB420 / JB419. Manual - part 133
1D-58 Engine Mechanical: For M16A Engine with VVT
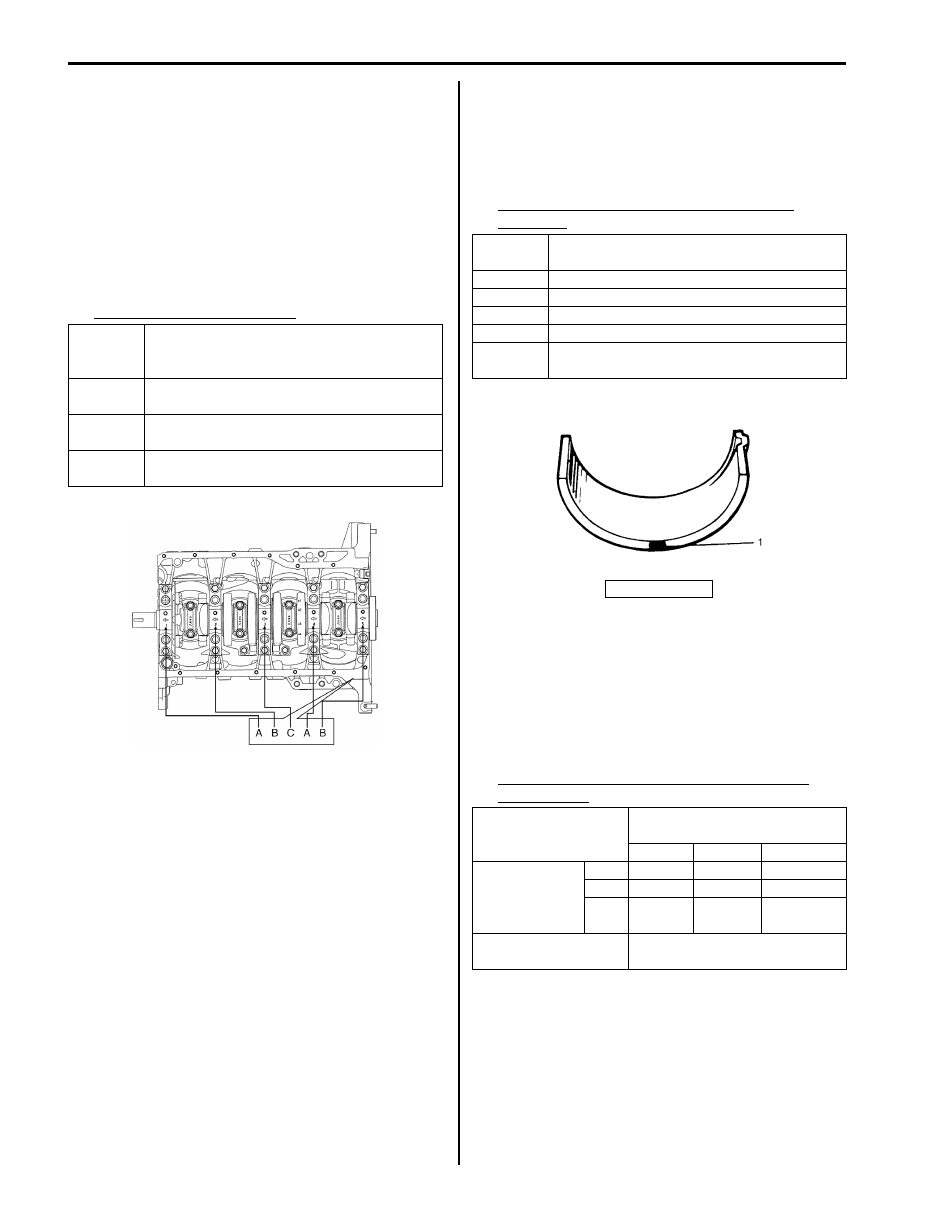
2) Next, check bearing cap bore diameter without
bearing. On mating surface of cylinder block, five
alphabets are stamped as shown in the figure.
Three kinds of alphabets (“A”, “B” and “C”) or
numbers (“1”, “2” and “3”) represent the following
cap bore diameters.
Stamped alphabets or numbers on cylinder block
represent bearing cap bore diameter marked with an
arrow in the figure respectively.
For example, stamped “A” or “1” indicates that
corresponding bearing cap bore diameter is 56.0000
– 56.0060 mm (2.2048 – 2.2049 in.).
Crankshaft bearing cap bore
3) There are 5 kinds of standard bearings differing in
thickness. To distinguish them, they are painted in
the following colors at the position as indicated in the
figure.
Each color indicated the following thickness at the
center of bearing.
Standard size of crankshaft main bearing
thickness
4) From number stamped on crank web No.2 and
alphabets stamped on cylinder block, determine new
standard bearing to be installed to journal, by
referring to the table shown.
For example, if number stamped on crank web No.2
is “1” and alphabet stamped on cylinder block is “B”,
install a new standard bearing painted in “Brown” to
its journal.
New standard size crankshaft main bearing
specification
Stamped
alphabet
(number)
Bearing cap bore diameter (without
bearing)
A (1)
56.0000 – 56.0060 mm
(2.2048 – 2.2049 in.)
B (2)
56.0061 – 56.0120 mm
(2.2050 – 2.2051 in.)
C (3)
56.0121 – 56.0180 mm
(2.2052 – 2.2054 in.)
I2RH0B140143-02
Color
painted
Bearing thickness
Purple
1.992 – 1.996 mm (0.07843 – 0.07858 in.)
Brown
1.995 – 1.999 mm (0.07855 – 0.07870 in.)
Green
1.998 – 2.002 mm (0.07867 – 0.07882 in.)
Black
2.001 – 2.005 mm (0.07878 – 0.07893 in.)
Colorless
(no paint)
2.004 – 2.008 mm (0.07890 – 0.07906 in.)
1. Paint
Number stamped on crank
web No.2 (Journal diameter)
1
2
3
Alphabet
stamped on
cylinder block
(Cap bore dia.)
A (1) Purple
Brown
Green
B (2) Brown
Green
Black
C (3) Green
Black
Colorless
New standard bearing to be
installed
I2RH01140191-01