Jeep Grand Cherokee WK. Manual - part 43
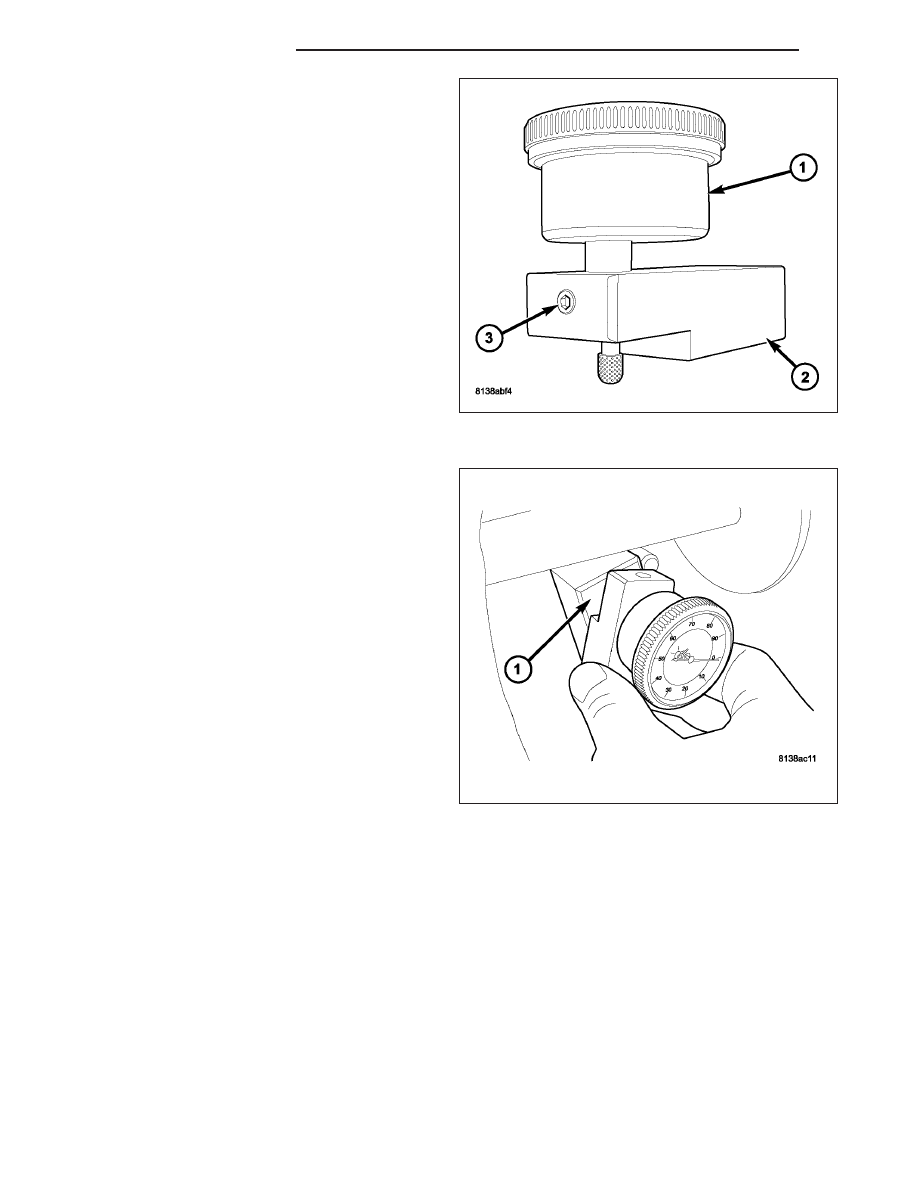
6. Install Dial Indicator 9524 (1) to Scooter Block
D-115-2A (2). Secure with set-screw (3).
7. Install Indicator/Block assembly to top of Height
Block 6739 (1). Zero indicator on top surface.
3 - 70
FRONT AXLE - C200F
WK