Iveco Daily. Manual - part 22
23023
18923
18922
23034
6447
18518
Figure 77
Figure 78
Figure 79
Figure 80
Figure 81
Figure 82
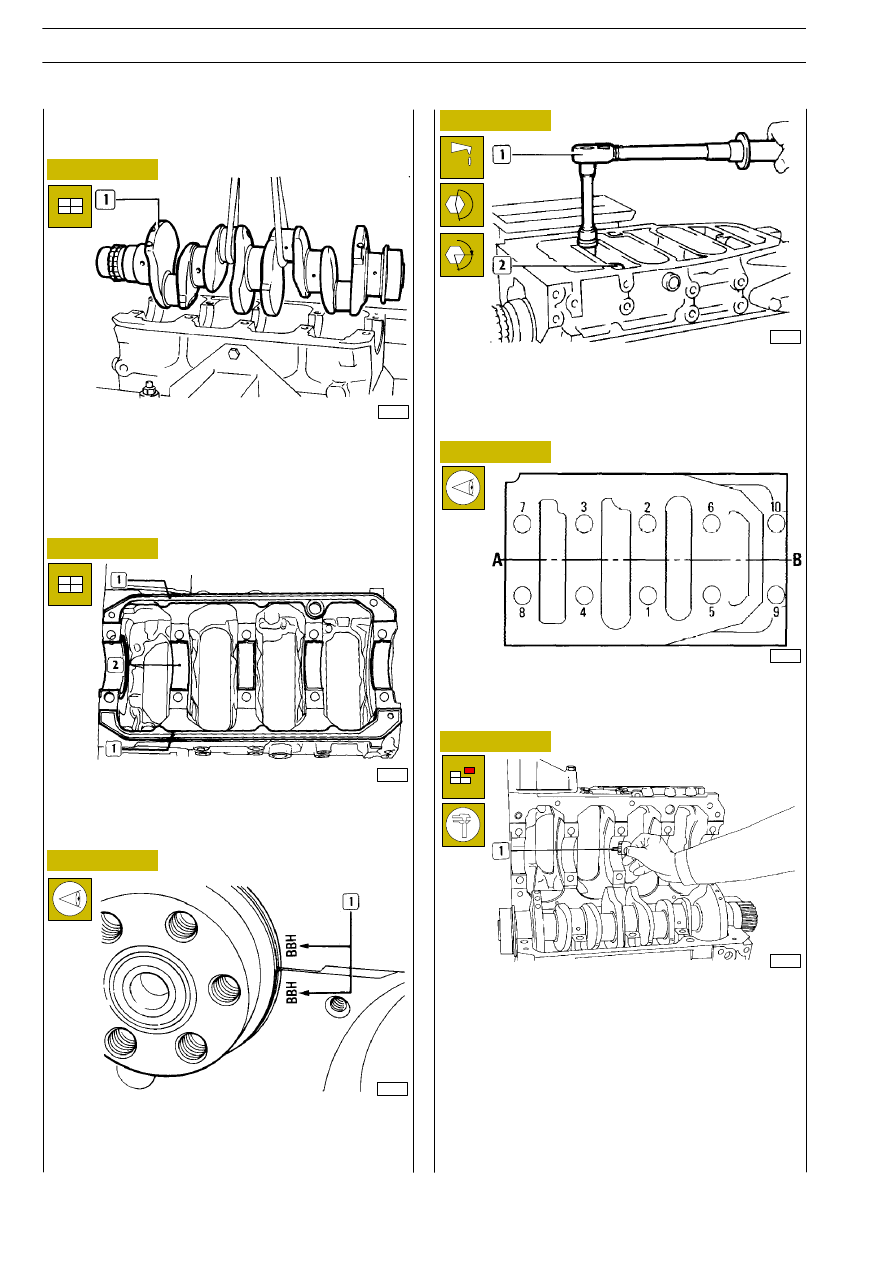
- Set rubber sealing gaskets (1) and small end bearings (2)
on lower crankcase.
- Fit the lower crankcase on the upper crankcase, verifying
that reference marks (1) correspond, since the parts
component crank- case are not interchangeable.
- Screw and tighten screws (2) according to the following
two stages:
- 1st stage: by torque wrench, to 50
± 5 Nm;
- 2nd stage: 90º
± 5º angle tightening according to the
following diagram.
A. Valve gear side - B. Flywheel side
Tightening order diagram of lower/upper crankcase fastening
screws.
- Dismantle lower crankcase.
The clearance between small end bearings is calculated by
comparing the width the calibrated wire has reached, in the
point of greater deflection, with the scale graduation
indicated on the envelope containing the calibrated wire.
The numbers indicated on the scale indicate the coupling
clearance, in millimetres, that must be of 0.032
÷ 0.102 mm.
If a clearance different than that specified is found, replace half
bearings and repeat the check; once the prescribed clearance
is obtained, lubricate small end bearings and fit lower
crankcase definitively, tightening fastening screws as
described previously.
Fit crankshaft (1).
Check the clearance between crankshaft main journals and
respective bearings, proceeding as follows:
- clean carefully the journals;
- apply a calibrated wire on main journals.
540811
Measuring main journals assembly
clearances
α
ENGINES 8140.43R/B/S/N
70
D
AILY
Base - May 2004