Acura TL (1995-1998) body repair. Manual - part 9
Front Side Frame
Replacement
1. Remove the related parts.
• Front suspension related parts
• Brake hoses and pipes
• Engine compartment electrical components
• Fittings in passenger compartment, etc.
• Steering gearbox.
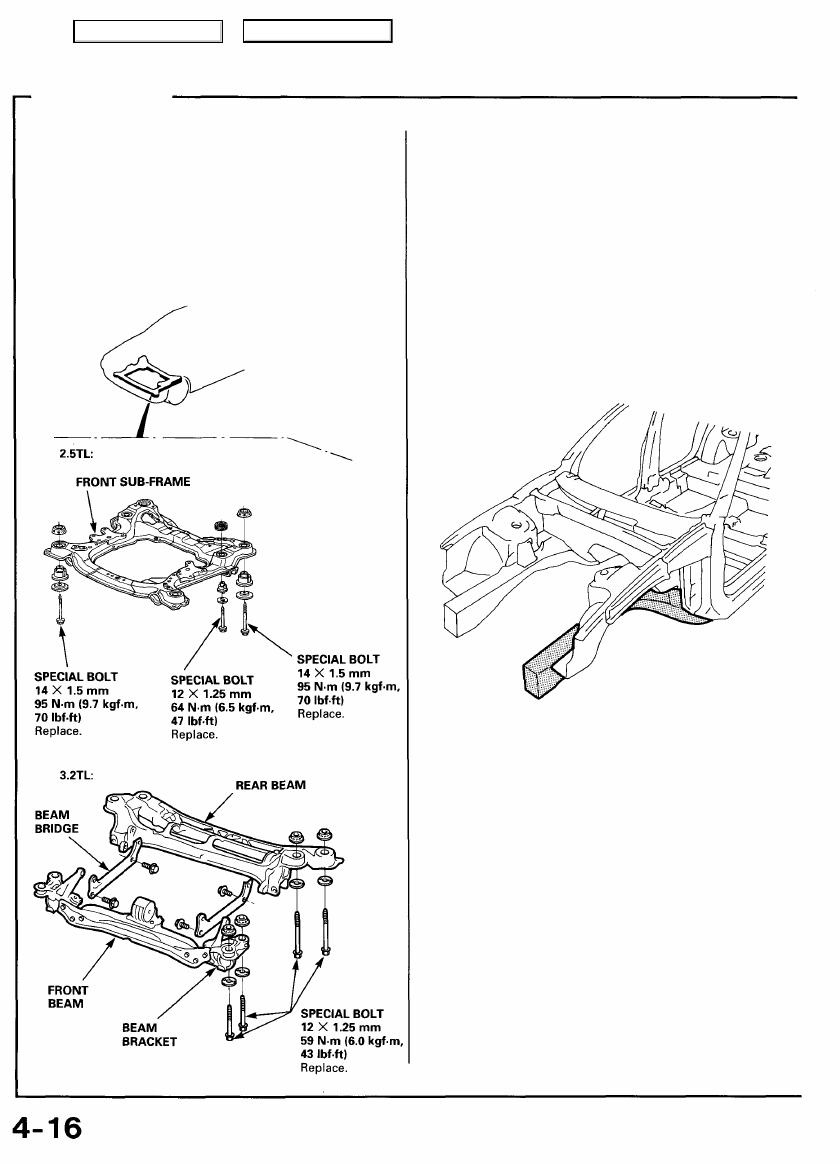
2. Remove the sub-frame.
NOTE: With the front bulkhead removed.
3. Roughly pull out and straighten the damaged area.
• Attach the car to the frame straightener by tighten-
ing the underbody clamps located at the horizontal
pinch welds.
NOTE: Refer to the 95-96 Acura 2.5TL & 96 Acura 3.2TL
Service Manuals for safety stand location points.
• Before cutting off the damaged sections, pull them
out so that they are restored to the original shape.
• Cutting off the front side frame before roughly
pulling out the damage makes repair of the related
front floor, lower dashboard, and other related parts
difficult.
4. Peel off the undercoat.
Heat the undercoat at the weld areas of the lower
dashboard, front floor and side sill with a gas torch and
peel off the undercoat with a metal spatula.
CAUTION: Be careful not to burn the fittings inside
the passenger compartment when heating.
5. Remove the front side frame.
NOTE: It's not necessary to separate the front wheel-
house from the front side frame if the wheelhouse/
damper housing is to be replaced also.
• Center punch around the spot weld imprints on the
wheelhouse, damper housing, lower dashboard, front
floor and floor frame.
• Using a spot cutter, drill holes in the spot welded
areas.
• Peel off the welding flange using the chisel.
Main Menu
Table of Contents