Land Rover V8 engine 4.0, 4.6 litre. Manual - part 12
ENGINE
30
OVERHAUL
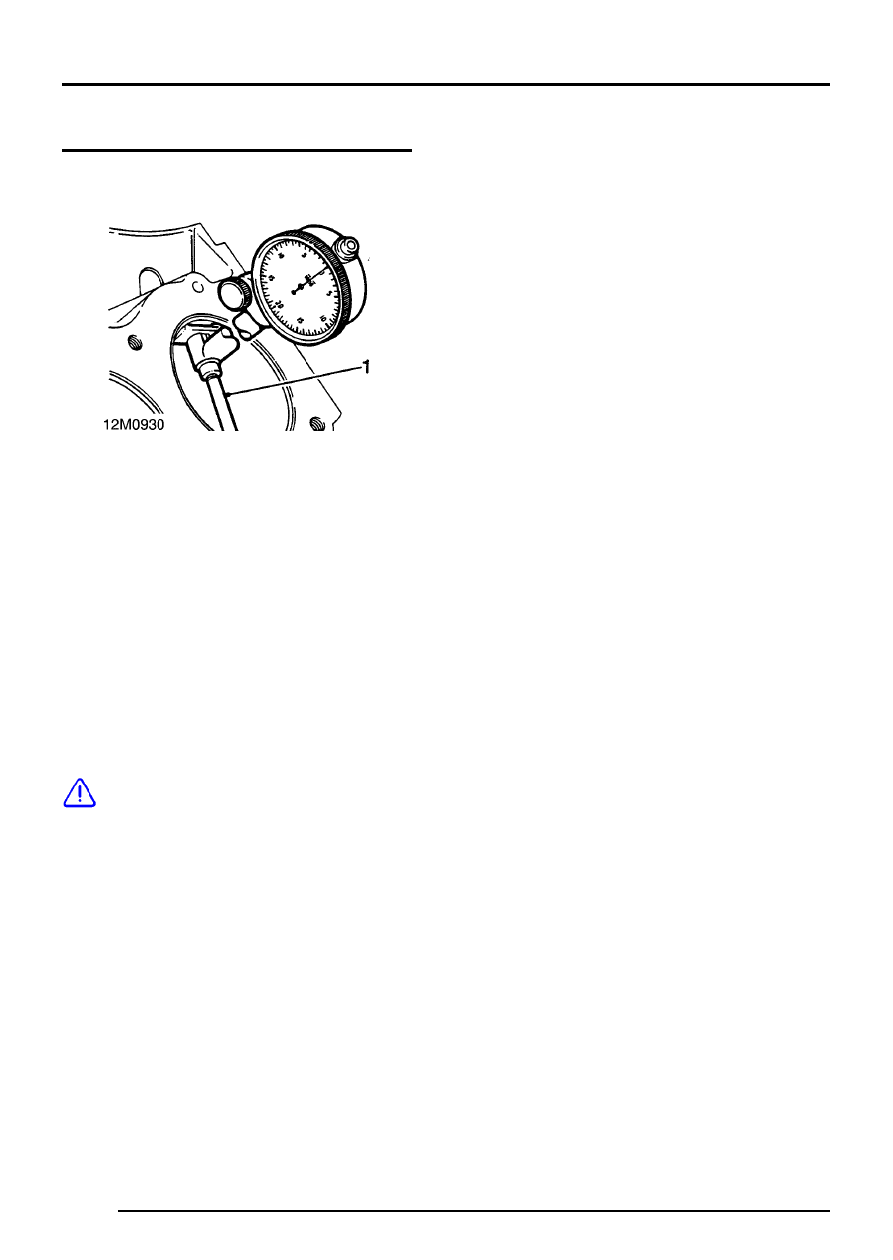
Cylinder liner bore - inspection
1. Measure cylinder liner bore wear and ovality in
two axis 40 to 50 mm (1.5 to 1.9 in) from top of
bore.
Cylinder liner bore:
Grade ’A’ piston fitted = 94.00 to 94.015 mm
(3.700 to 3.701 in)
Grade ’B’ piston fitted = 94.016 to 94.030 mm
(3.7014 to 3.702 in)
Maximum ovality = 0.013 mm (0.0005 in)
Cylinder liners having grade ’A’ pistons fitted
may be honed to accept grade ’B’ pistons
provided specified wear and ovality limits are
maintained.
CAUTION: The temperature of piston and
cylinder block must be the same to ensure
accurate measurement.
2. If only new piston rings are to be fitted, break
cylinder bore glazing using a fine grit, to
produce a 60
°
cross-hatch finish. Ensure all
traces of grit are removed after above
operation.
3. Check alignment of connecting rods.