Типовой технологический процесс ремонта электропневматического клапана ЭПК-150

ГОСТ 3.1122—84 ФОРМА 5
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
1
Разработал
Семенихина
ПКТБл
103.40100000.00035
Проверил
Куваев
150 сбИ
ОАО "РЖД"
Р
Клапан электропневматический автостопа
РА
Н. контроль
Сморчкова
C
НПП
Обозначение ДСЕ
Наименование ДСЕ
КП
Ф
НПП
Обозначение комплекта ТД
Наименование комплекта ТД
Листов
Г
Обозначение ТД
Усл.обозн.
Лист Листов
Примечание
Ф01
1
103.02100000.00020Р
Комплект документов на технологический процесс ремонта клапана
02
электропневматического автостопа
131
Г03
103.40100000.00035Р
ВТД
2
3
Ведомость комплекта документов на технологический
04
процесс ремонта клапана электропневматического
Г05
103.10100000.00046Р
МК
5
9
Маршрутная карта ремонта клапана электропневматического
Г06
103.60188610.00004Р
ОК
14
4
Операционная карта разборки клапана электропневматического
Г07
103.60188610.00005Р
ОК
18
2
Операционная карта разборки кронштейна
Г08
103.60188610.00006Р
ОК
20
2
Операционная карта разборки корпуса
Г09
103.60188610.00007Р
ОК
22
1
Операционная карта разборки промежуточной части
Г10
103.60188610.00008Р
ОК
23
1
Операционная карта разборки крышки
Г11
103.60188610.00009Р
ОК
24
2
Операционная карта разборки замка
Г12
103.60188610.00010Р
ОК
26
2
Операционная карта разборки электромагнита
Г13
103.50101240.00025Р
МК/КТПД
28
3
Карта технологического процесса дефектации деталей кронште
Г14
103.50101240.00026Р
МК/КТПД
31
4
Карта технологического процесса дефектации деталей корпуса
Г15
103.50101240.00027Р
МК/КТПД
35
3
Карта технологического процесса дефектации деталей
16
промежуточной части
ВТД

ГОСТ 3.1122—84 ФОРМА 5 а
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
2
103.40100000.00035
150 сбИ
Р
C
НПП
Обозначение ДСЕ
Наименование ДСЕ
КП
Ф
НПП
Обозначение комплекта ТД
Наименование комплекта ТД
Листов
Г
Обозначение ТД
Усл.обозн.
Лист
Листов
Примечание
Г01
103.50101240.00028Р
МК/КТПД
38
2
Карта технологического процесса дефектации деталей крышки
Г02
103.50101240.00029Р
МК/КТПД
40
3
Карта технологического процесса дефектации деталей замка
Г03
103.50101240.00030Р
МК/КТПД
43
2
Карта технологического процесса дефектации кронштейна
04
с клеммами
Г05
103.50101240.00031Р
МК/КТПД
45
4
Карта технологического процесса дефектации деталей
06
электромагнита
Г07
103.50101240.00032Р
МК/КТПР
49
1
Карта технологического процесса дефектации свистка
Г08
103.50100000.00058Р
МК/КТПР
50
7
Карта технологического процесса ремонта кронштейна
Г09
103.50100000.00059Р
МК/КТПР
57
10 Карта технологического процесса ремонта деталей корпуса
Г10
103.50100000.00060Р
МК/КТПР
67
3
Карта технологического процесса ремонта деталей
11
промежуточной части
Г12
103.50100000.00061Р
МК/КТПР
70
3
Карта технологического процесса ремонта деталей крышки
Г13
103.50100000.00062Р
МК/КТПР
73
4
Карта технологического процесса ремонта деталей замка
Г14
103.50100000.00063Р
МК/КТПР
77
1
Карта технологического процесса ремонта свистка
Г15
103.50100000.00064Р
МК/КТПР
78
13 Карта технологического процесса ремонта деталей электромаг
Г16
103.60191100.00002Р
МК/ОКН
91
2
Операционная карта наплавки
Г17
103.60188000.00009Р
ОК
93
2
Операционная карта сборки электромагнита
ВТД

ГОСТ 3.1122—84 ФОРМА 5 а
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
3
103.40100000.00035
150 сбИ
Р
C
НПП
Обозначение ДСЕ
Наименование ДСЕ
КП
Ф
НПП
Обозначение комплекта ТД
Наименование комплекта ТД
Листов
Г
Обозначение ТД
Усл.обозн.
Лист
Листов
Примечание
Г01
103.60188000.00004Р
ОК
95
2
Операционная карта сборки кронштейна
Г02
103.60188000.00005Р
ОК
97
3
Операционная карта сборки корпуса
Г03
103.60188000.00006Р
ОК
100
2
Операционная карта сборки промежуточной части
Г04
103.60188000.00008Р
ОК
102
3
Операционная карта сборки замка
Г05
103.60188000.00010Р
ОК
105
5
Операционная карта сборки клапана электропневматического
Г06
103.50107000.00003Р
ОК
110
6
Операционная карта испытаний
Г07
103.20100000.00046Р
КЭ
116
16 Карта эскизов
08
09
10
11
12
13
14
15
16
17
ВТД
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
9
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150 сбИ
103.10100000.00046Р
ОАО "РЖД"
Н.контр.
Сморчкова
Клапан электропневматический автостопа
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
88610 Разборка
ИОТ №
Б02
Верстак слесарный
18466
3
1
1
1
1
-
003
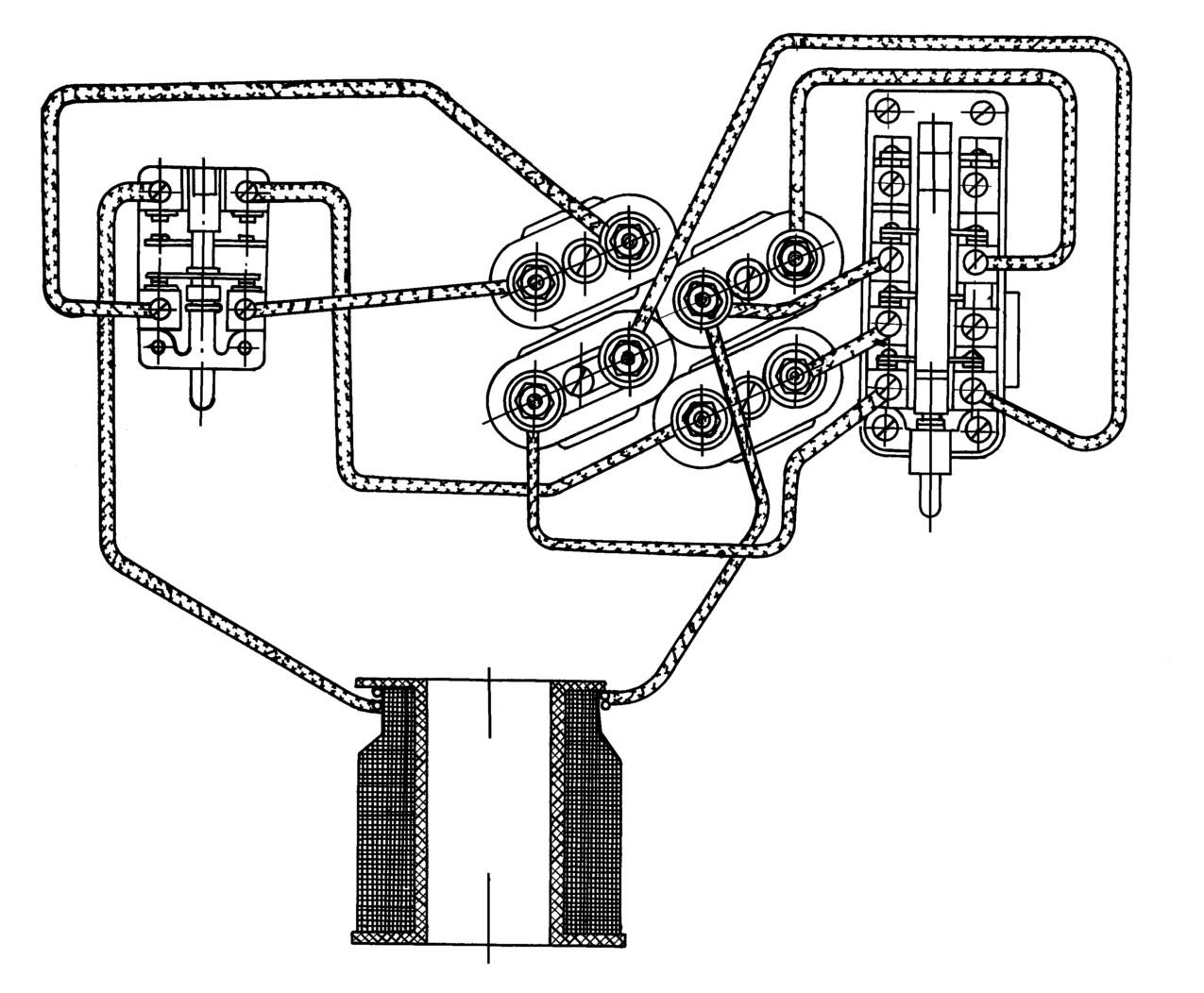
1. Разобрать электропневматический клапан на узлы
103.60188610.00004Р, 103.20100000.00046Р (рис.1)
004
2. Разобрать кронштейн
103.60188610.00005Р, 103.20100000.00046Р (рис.2)
005
3. Разобрать корпус
103.60188610.00006Р, 103.20100000.00046Р (рис.3)
006
4. Разобрать промежуточную часть
103.60188610.00007Р, 103.20100000.00046Р (рис.4)
007
5. Разобрать крышку
103.60188610.00008Р, 103.20100000.00046Р (рис.5)
008
6. Разобрать замок
103.60188610.00009Р, 103.20100000.00046Р (рис.6)
09
А10
010 03231 Контроль сопротивления изоляцииИОТ №
Б11
Верстак слесарный
18590
3
1
1
1
1
-
012
1. Проверить сопротивление изоляции катушки электромагнита по отношению к корпусу
13
Сопротивление изоляции должно быть не менее 5 МОм.
Т14
Мегомметр М 4100/3 U=500 ГОСТ 23706-79
015
2. При пониженном сопротивлении изоляции катушку транспортировать в сушильное отделение или сушить катушку
МК

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150 сбИ
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
на рабочем месте в сушильном шкафу при температуре 120-1300С в течение не менее 3 часов
002
3. Повторить переход 1
003
4. При пониженном сопротивлении изоляции места повреждения выявить после разборки
04
А05
015
88610 Разборка
ИОТ №
Б06
Верстак слесарный
18466
3
1
1
1
1
-
007
1. Разобрать электромагнит
103.60188610.00010Р, 103.20100000.00046Р (рис.7)
08
А09
020
04011 Транспортирование
ИОТ №
Б10
Тележка цеховая
16771
1
1
1
1
1
-
011
Застропить, погрузить контейнер с деталями на тележку, транспортировать к месту очистки
Т12
Кран консольный Q=0,5 т; Стропа 2СК-0,5/2000 ГОСТ 25573; Схема строповки завода; Контейнер цеховой
13
А14
025
01300 Очистка
ИОТ №
Б15
Верстак слесарный
19568
3
1
1
1
1
-
М16
Лабомид 203 ТУ 38-10738-80; МЛ 80 ТУ 84-509-1-82
МК

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150 сбИ
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
1. Очистить поверхности под уплотнения от клея, промыть в растворе Лабомид-203 конц. 20-25 кг/м3 при темп. 40-500С
02
внутренние полости корпусов и все детали разобранного клапана, протереть их х/бумажными концами
003
2. Катушку электромагнита очистить с помощью щетки в растворе МЛ-80 конц. 20-25 кг/м3 при температуре 40-500С,
04
просушить в сушильном шкафу при температуре 120-1300С в течение не менее 3 часов
Т05
Щетка; Ветошь обтирочная ГОСТ 5354-79; Салфетки технические ГОСТ 29250-91
006
4. Детали, камеры и каналы корпуса и кронштейна продуть сухим сжатым воздухом
Т07
Шланг воздушный
08
А09
030
04011 Транспортирование
ИОТ №
Б10
Тележка цеховая
16771
1
1
1
1
1
-
011
Застропить, погрузить контейнер с деталями на тележку, транспортировать к месту дефектации
Т12
Кран консольный Q=0,5 т; Стропа 2СК-0,5/2000 ГОСТ 25573; Схема строповки завода; Контейнер цеховой
13
А14
035
03200 Контроль сопротивления
ИОТ №
Б15
Верстак слесарный
18590
3
1
1
1
1
-
016
1. Измерить активное сопротивление обмотки катушки
МК

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150 сбИ
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Активное сопротивление катушки при температуре 200С должно быть в пределах 135-155 Ом
Т02
Универсальный мост Р-316 или Р-333 ГОСТ 7165-93; ТУ 25-04-269-75
03
А04
040
01240 Дефектация
ИОТ №
Б05
Стол дефектовщика
18559
3
1
1
1
1
-
006
1. Дефектоскопировать детали кронштейна
103.50101240.00025Р, 103.20100000.00046Р (рис.8)
007
2. Дефектоскопировать детали корпуса
103.50101240.00026Р, 103.20100000.00046Р (рис.9)
008
3. Дефектоскопировать детали промежуточной части 103.50101240.00027Р, 103.20100000.00046Р (рис.4)
009
4. Дефектоскопировать детали крышки
103.50101240.00028Р, 103.20100000.00046Р (рис.10)
010
5. Дефектоскопировать детали замка
103.50101240.00029Р, 103.20100000.00046Р (рис.6, рис.11)
011
6. Дефектоскопировать кронштейн с клеммами
103.50101240.00030Р, 103.20100000.00046Р (рис.12)
012
7. Дефектоскопировать детали электромагнита
103.50101240.00031Р, 103.20100000.00046Р (рис.7, рис.7а)
О13
8. Дефектоскопировать детали свистка
103.50101240.00032Р, 103.20100000.00046Р (рис.13)
14
А15
045
04011 Транспортирование
ИОТ №
Б16
Тележка цеховая
16771
1
1
1
1
1
-
МК
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
5
черт. 150 сбИ
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
Застропить, погрузить контейнер с деталями на тележку, транспортировать к месту ремонта
Т02
Кран консольный Q=0,5 т; Стропа 2СК-0,5/2000 ГОСТ 25573; Схема строповки завода; Контейнер цеховой
03
А04
050
01244 Исправление дефектов
ИОТ №
005
1. Отремонтировать кронштейн
103.50100000.00058Р, 103.20100000.00046Р (рис.8)
006
2. Отремонтировать детали корпуса
103.50100000.00059Р, 103.20100000.00046Р (рис.9)
007
3. Отремонтировать детали промежуточной части
103.50100000.00060Р, 103.20100000.00046Р (рис.4)
008
4. Отремонтировать детали крышки
103.50100000.00061Р, 103.20100000.00046Р (рис.10)
009
5. Отремонтировать детали замка
103.50100000.00062Р, 103.20100000.00046Р (рис.11; рис.6)
010
6. Отремонтировать детали свистка
103.50100000.00065Р, 103.20100000.00046Р (рис.13)
О11
7. Отремонтировать детали электромагнита
103.50100000.00064Р, 103.20100000.00046Р (рис.7, рис.7а)
12
А13
055
04011 Транспортирование
ИОТ №
Б14
Тележка цеховая
16771
1
1
1
1
1
-
015
Застропить, погрузить контейнер с деталями на тележку, транспортировать к месту сборки
Т16
Кран консольный Q=0,5 т; Стропа 2СК-0,5/2000 ГОСТ 25573; Схема строповки завода; Контейнер цеховой
МК

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
6
черт. 150 сбИ
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
060
88000 Сборка
ИОТ №
Б02
Верстак слесарный
18466
3
1
1
1
1
-
003
1. Собрать электромагнит
103.60188000.00009Р
04
А05
065
04011 Транспортирование
ИОТ №
Б06
Тележка цеховая
16771
1
1
1
1
1
-
007
Транспортировать электромагнит к месту испытания на электрическую прочность
Т08
Контейнер цеховой
09
А10
070
07650 Испытания электрические
ИОТ №
Б11
Стенд для испытания электрической прочности УПУ-10
18590
3
1
1
1
1
-
12
12974
4
1
1
1
1
-
013
Испытать электрическую прочность изоляции электромагнита в сборе в течение 1 минуты:
14
испытательное напряжение 1500 В переменного тока промышленной частоты
15
Пробой изоляции не допускается
16
МК

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
7
черт. 150 сбИ
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
075
88000 Сборка
ИОТ №
Б02
Верстак слесарный
18466
3
1
1
1
1
-
003
1. Собрать кронштейн
103.60188000.00004Р; 103.20100000.00046Р (рис.2)
004
2. Собрать корпус
103.60188000.00005Р; 103.20100000.00046Р (рис.3)
005
3. Собрать промежуточную часть
103.60188000.00006Р; 103.20100000.00046Р (рис.4)
006
4. Собрать замок
103.60188000.00008Р; 103.20100000.00046Р (рис.6)
007
5. Собрать электропневматический клапан
103.60188000.00010Р; 103.20100000.00046Р (рис.1)
08
А09
080
04011 Транспортирование
ИОТ №
Б10
Тележка цеховая
16771
1
1
1
1
1
-
011
Застропить, погрузить контейнер с собранными ЭПК на тележку, транспортировать к месту испытаний.
Т12
Кран консольный Q=0,5 т; Стропа 2СК-0,5/2000 ГОСТ 25573; Схема строповки завода; Контейнер цеховой
13
А14
085
06000 Испытания
103.50107000.00003Р; 103.20100000.00046Р (рис. 15)
Б15
Стенд испытательный заводской (черт.345 сх-1)
2
13028
4
1
1
1
1
-
16
18559
3
1
1
1
1
-
МК

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
8
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
1. Установить собранный электропневматический клапан на стенд для испытания и регулировки.
Т02
Пневматические захваты на стенде
003
2. Присоединить провода от электрической части стенда к штырям 1 и 2 кронштейна с клеммами и к клеммам концевого
04
выключателя ВПК-2010
005
3. Провести испытания на герметичность и функциональность
О06
4. Перекрыть кран напорной магистрали поз.16 и краны тормозной магистрали поз.2, отнять захваты и снять ЭПК со стенда
Т07
Ключ 7811-0041 ГОСТ 2839-80; Ключ 7811-0047 ГОСТ 2839-80; Пневматические захваты
08
09
А10
090
04011 Транспортирование
ИОТ №
Б11
Тележка цеховая
16771
1
1
1
1
1
-
О12
Застропить, погрузить контейнер с деталями на тележку, транспортировать к месту окончательной сборки
Т13
Кран консольный Q=0,5 т; Стропа 2СК-0,5/2000 ГОСТ 25573; Схема строповки завода; Контейнер цеховой
14
15
16
МК
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
9
103.10100000.00046Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
095
88000 Сборка
103.20100000.00046Р (рис.1); ИОТ №
Б02
Верстак слесарный
18466
3
1
1
1
1
-
О03
1. Одеть на электропневматический клапан кожух и прикрепить его к корпусу замка болтом М8-6gх12.36 ГОСТ 7808-70,
04
подложив под головку болта шайбу 8.01.10.05 ГОСТ 11371-68
05
Предварительно смазать резьбу смазкой
М06
Смазка ЖД ТУ 32 ЦТ 548-83
Т07
Ключ 7811-0471 ГОСТ 2839-80
08
09
10
11
12
13
14
15
16
МК
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
103.60191100.00002Р
ОАО "РЖД"
Н.контр.
Сморчкова
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р01
Полярность Род тока
J св.
dэ
А02
005
91110 Наплавка ручная дуговая электродом без предварительного нагрева
Б03
900 Стенд для наплавки инв.043518
19756
4
2
1
1
1
-
К04
Кронштейн
черт. 150.06.092; КЭ 103.20100000.00046 (рис.8)
М05
Электрод МНЧ-1
О06
1. Заплавить разделанные трещины в кронштейне электропневматического клапана
Р07
Обратная Постоянный
180-200 А
5,0 мм
Т08
Сварочный выпрямитель ВД-306; Электродержатель ГОСТ 14651-78Е
09
При наплавке не допускается непровар, раковины, поры, шлаковые включения
010
2. После охлаждения на воздухе зачистить наплавочный металл заподлицо с основным
Т11
Пневматическая машина ИП-1009 ГОСТ 12633-90; Круг шлифовальный 150х20х20 ГОСТ 2424-83;
Т12
Брезентовый костюм с огнестойкой пропиткой ГОСТ 12.4.103-83; Очки защитные ГОСТ 12.4.013-85;
Т13
Рукавицы брезентовые ГОСТ 12.4.010-75; Распиратор ШБ-1 ГОСТ 12.4.028-76
14
15
МК/ОКН

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
103.60191100.00002Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р01
Полярность Род тока
J св.
dэ
К02
Сердечник электромагнита
черт. 150.02.058 Б
М03
Электрод Э42А марки УОНИ 13/45 ГОСТ 9467-75
004
1. Изношенные отверстия под болты диаметром более 4,0 мм во фланце сердечника электромагнита заплавить
Р05
Обратная Постоянный
35-60 А
2,0 мм
Т06
Сварочный выпрямитель ВД-306; Электродержатель ГОСТ 14651-78Е
007
2. После охлаждения на воздухе зачистить наплавочный металл заподлицо с основным
Т08
Пневматическая машина ИП-1009 ГОСТ 12633-90; Круг шлифовальный 150х20х20 ГОСТ 2424-83;
Т09
Брезентовый костюм с огнестойкой пропиткой ГОСТ 12.4.103-83; Очки защитные ГОСТ 12.4.013-85;
Т10
Рукавицы брезентовые ГОСТ 12.4.010-75; Распиратор ШБ-1 ГОСТ 12.4.028-76
11
12
13
14
15
16
МК/ОКН
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
6
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт.345 сх-1
103.50107000.00003Р
ОАО "РЖД"
Н.контр.
Сморчкова
Испытания ЭПК усл.№ 150 сб И на стенде
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
06762 Испытание на герметичность
ИОТ №
Б02
Стенд испытательный заводской
2
13028
4
1
1
1
1
-
03
18559
3
1
1
1
1
-
К04
1. Проверка плотности срывного клапана
005
Проверить визуально плотность срывного клапана после зарядки тормозной магистрали до 0,5 МПа (5,0 кгс/см2)
06
обмыливанием атмосферного отверстия в кронштейне ЭПК
07
Допускается образование мыльного пузыря и удержание его не менее 5 секунд
М08
Мыло хозяйственное твердое ГОСТ 30266-95; Вода питьевая ГОСТ 2874-82
Т09
Секундомер ГОСТ 8.286-78
К10
2. Проверка на воздухонепроницаемость ЭПК
011
Проверить обмыливанием мыльным раствором мест соединений узлов и деталей, при давлении в тормозной
12
магистрали 0,5 МПа (5,0 кгс/см2)
13
Образование мыльных пузырей не допускается
М14
Мыло хозяйственное твердое ГОСТ 30266-95; Вода питьевая ГОСТ 2874-82
К15
3. Проверка плотности клапана под электромагнитом
МК
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150 сбИ
103.50107000.00003Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
Вынуть ключ из замка поз.10 и подать на катушку электромагнита через реостат стенда поз.6 напряжение 30 В,
02
контролируя величину напряжения вольтметром стенда поз.8
003
Вывернуть свисток и обмылить резьбовое отверстие под свисток в корпусе ЭПК
04
Допускается образование мыльного пузыря и удержание его не менее 8 секунд
М05
Мыло хозяйственное твердое ГОСТ 30266-95; Вода питьевая ГОСТ 2874-82; Кисть малярная ГОСТ 10597-87
Т06
Вольтметр ЛМ-70 ГОСТ 8711-93; Секундомер ГОСТ 8.286-78
07
А08
010
06150 Испытание на функциональност ИОТ №
Б09
Стенд испытательный заводской (черт.345 сх-1)
2
13028
4
1
1
1
1
-
10
18559
3
1
1
1
1
-
К11
1. Наполнение резервуара времени (зарядка электропневматического клапана)
012
Вставить ключ в замок поз.10 ЭПК и повернуть вправо до упора, перевести ручку крана машиниста поз.1 на испытательном
13
стенде во второе (поездное) положение, после чего открыть кран напорной магистрали поз.16.
14
Давление сжатого воздуха в напорной магистрали должно быть не менее 0,8 МПа (8 кгс/см2)
15
Камера выдержки времени ЭПК должна заполниться сжатым воздухом от напорной магистрали с поднятием давления
16
от 0,15 до 0,7 МПа (от 1,5 до 7 кгс/см2) не более чем за 10 секунд; при этом верхние контакты
МК

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150 сбИ
103.50107000.00003Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
концевого выключателя ВПК-2010 поз.9 должны замкнуться и загореться сигнальная лампа стенда поз.11
Т02
Манометр напорной магистрали М-100-1МПа-1 ГОСТ 2405-88; Манометр камеры выдержки времени М-100-1МПа-1 ГОСТ 2405-88
Т03
Секундомер ГОСТ 8.286-78
04
2. Разрядка резервуара времени
К05
Вынуть ключ из замка поз.10 и снять напряжение с катушки электромагнита, ручку крана машиниста перевести
006
в 3-е положение
07
Камера выдержки должна разрядиться с 0,8±0,2 МПа (8±0,2 кгс/см2) до 0,2-0,13 МПа (2,0-1,3 кгс/см2) за 7 - 8,5 сек.
08
Звуковой сигнал в течение всего времени разрядки камеры выдержки до начала экстренной разрядки должен быть непрерывным
Т09
Манометр камеры выдержки времени М-100-1МПа-1 ГОСТ 2405-88; Секундомер ГОСТ 8.286-78
К10
3. Экстренная разрядка тормозной магистрали
011
При снижении давления в камере выдержки времени до 0,2-0,13 МПа (2,0-1,3 кгс/см2) должно произойти размыкание верхних
12
контактов концевого выключателя ВПК 2010 (погаснет сигнальная лампа поз.11), это вызовет подъем поршня срывного клапан
13
и разрядку тормозной магистрали
14
При разрядке тормозной магистрали до 0,2-0,13 МПа (2,0-1,3 кгс/см2) поршень срывного клапана садится на свое место,
15
разрядка тормозной магистрали прекращается, при этом замыкаются нижние контакты концевого выключателя ВПК 2010
16
Ручка крана машиниста должна находиться в третьем положении
МК
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150 сбИ
103.50107000.00003Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Остаточное давление в камере выдержки времени, при котором замыкаются нижние контакты выключателя ВПК 2010
02
не должно быть более 0,06 МПа (0,6 кгс/см2)
03
Регулировку момента срабатывания срывного клапана при падении давления в камере выдержки времени до
04
0,2-0,13 МПа (2,0-1,3 кгс/см2) производить регулировочной упоркой пружины диафрагмы электропневматического клапана
Т05
Манометр тормозной магистрали М-100-1МПа-1 ГОСТ 2405-88; Манометр камеры выдержки времени М-100-1МПа-1 ГОСТ 2405-
К06
4. Замок электропневматического клапана
007
Исправность замка электропневматического клапана проверить при снятии напряжения с катушки электромагнита
08
кнопкой управления поз.7 и повороте ключа до упора влево
09
Звук свистка не должен прекращаться
К10
5. Темп экстренной разрядки
011
Проверить визуально по показаниям манометра и секундомера темп падения давления в тормозной магистрали
12
при срабатывании электропневматического клапана
13
Проверяется при постановке крана машиниста во второе положение, ключа в замке в нейтральное положение,
14
давлении в напорной магистрали не менее 0,8 МПа (8,0 кгс/см2)
15
Время падения давления в тормозной магистрали с 0,5 до 0,25 МПа (с 5,0 до 2,5 кгс/см2) должно быть не более 3-х секунд
Т16
Манометр тормозной магистрали М-100-1МПа-1 ГОСТ 2405-88; Манометр напорной магистрали М-100-1МПа-1 ГОСТ 2405-88
МК
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
5
черт. 150 сбИ
103.50107000.00003Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Секундомер ГОСТ 8.286-78
К02
6. Клапан под электромагнитом
003
Проверить напряжение закрытия клапана под электромагнитом
04
Проверяется при вынутом из замка ключе и вывернутом свистке
005
Включить питание катушки ЭПК от электрической части испытательного стенда, плавно повышая напряжение реостатом по
06
от нуля зафиксировать по вольтметру стенда поз.8 напряжение 30 В - напряжение притяжения якоря электромагнита,
07
после чего обмылить резьбовое отверстие для свистка
08
Допускается образование мыльного пузыря и удержание его не менее 8 секунд
009
Проверить напряжение открытия клапана под электромагнитом
010
Плавно понижая напряжение с 55 В зафиксировать по вольтметру стенда поз.8 напряжение, при котором начинается звучание
11
свистка - напряжение отпадания якоря электромагнита
012
Отпадание якоря и открытие клапана должно происходить при напряжении не ниже 8 В
Т13
Реостат 600 Ом 0,5 А; Вольтметр ЛМ-70 ГОСТ 8711-93
К14
7. Свисток электропневматического клапана
015
Проверить действие свистка
16
При перерыве питания катушки электромагнита током (кнопкой управления поз.7) и вынутом ключе должен звучать свисток,
МК
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
6
черт. 150 сбИ
103.50107000.00003Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
одновременно должно падать давление в камере выдержки времени ЭПК
02
При подаче тока в катушку электромагнита действие свистка должно немедленно прекратиться, а камера выдержки времени
03
должна заполняться воздухом из напорной магистрали
Т04
Манометр напорной магистрали М-100-1МПа-1 ГОСТ 2405-88; Секундомер ГОСТ 8.286-78
05
06
07
08
09
010
11
12
13
14
15
16
МК

ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
4
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150 сбИ
103.60188610.00004Р
ОАО "РЖД"
Клапан электропневматический автостопа
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
88610 Разборка
103.20100000.00046Р (рис.1)
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1 Свисток в сборе
черт. 150.05сб
шт.
1
04
2 Болт М10-6gх90.36.10.05
ГОСТ 7798-70
шт.
4
05
3 Болт М10-6gх50.36.10.05
ГОСТ 7795-70
шт.
2
06
4 Шайба 10.65Г.05
ГОСТ 6402-70
шт.
2
07
5 Гайка М10-6H.5.10.05
ГОСТ 5915-70
шт.
4
08
6 Гайка М10-6H.5.10.05
ГОСТ 5915-70
шт.
2
09
7 Гайка М16-6H.5.10.05
ГОСТ 5915-70
шт.
4
10
8 Болт М16-6gх55.36.10.05
ГОСТ 7798-70
шт.
4
11
9 Прокладка
черт. 150.01.055
шт.
1
12
10 Промежуточная часть в сборе
черт. 150.01.3сб
шт.
1
13
11 Переключатель
черт. 150.205
шт.
1
14
12 Пружина
черт. 150.01.036
шт.
1
15
13 Концевой выключатель
черт. 150.330
шт.
1

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150 сбИ
103.60188610.00004Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К01
14 Крышка в сборе
черт. 150.220сб
шт.
1
02
15 Упорка регулирующая
черт. 150.01.037
шт.
1
03
16 Кронштейн с клеммами в сборе
черт. 150.280
шт.
1
04
17 Шайба 8.01.10.05
ГОСТ 11371-68
шт.
1
05
18 Болт М8-6gх12.36.10.05
ГОСТ 7808-70
шт.
1
06
19 Ключ замка
черт.150.146
шт.
2
07
20 Замок в сборе
черт.150.340
шт.
1
08
21 Болт М8-6gх20.36.10.05
ГОСТ 7808-70
шт.
2
09
22 Шайба 8H65Г.05
ГОСТ 6402-70
шт.
2
10
23 Прокладка
черт. 150.03.104
шт.
1
11
24 Электромагнит в сборе
черт. 150.260
шт.
1
12
25 Кожух в сборе
черт. 150.07сб
шт.
1
13
26 Пружина
черт. 150.218
шт.
1
14
27 Электропневматическая часть в сборе
черт. 150.200
шт.
1
15
28 Кронштейн в сборе
черт. 150.06сб
шт.
1
16
17
ОК

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150 сбИ
103.60188610.00004Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
001
1. Вынуть ключ поз.19 из замка поз.20 и отвернуть болт М8 поз.18, снять кожух поз.25
Т02
Ключ 7812-1611 ГОСТ 25788-83
О03
2. Отвернуть гайки М16 поз.7, вынуть болты М16 поз.8 и отнять кронштейн поз.28 с резиновой прокладкой поз. 9.
04
Болты и гайки сложить в ящик для крепежа.
Т05
Ключ 7811-0026 ГОСТ 2839-80
006
3. Отвернуть гайки М10 поз.5, вынуть сквозные болты М10 поз.2, отделить кронштейн с клеммами поз.16 от крышки поз.14
Т07
Ключ 7811-0473 ГОСТ 2839-80; Ключ 7812-1619 ГОСТ 25788-83
О08
4. Снять крышку поз.14 с регулирующей упоркой поз.15, пружину поз.12, переключатель поз.11 с промежуточной частью поз.10
О09
5. Вывернуть из корпуса электропневматической части свисток поз.1
О10
6. Отвернуть два крепительных болта М8 поз.21, снять шайбы поз.22 и отделить замок поз.20 и прокладку поз.23
11
от корпуса электромагнита
Т12
Ключ 7811-0471 ГОСТ 2839-80
О13
7. Отсоединить от контактных клемм провода концевого выключателя и выводной конец электромагнита,
14
отвернув гайки и сняв шайбы со штырей
Т15
Ключ 7811-0457 ГОСТ 2839-80
О16
8. Отсоединить выводной конец катушки электромагнита от концевого выключателяя
Т17
Отвертка 7810-0925 ГОСТ 17199-88
ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150 сбИ
103.60188610.00004Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
О01
9. Отвернуть и снять гайки М10 поз.6 с шайбами поз.4, вынуть болты М10 поз.3.
О02
Отделить электромагнит поз.24 от корпуса электропневматической части поз.27
Т03
Ключ 7811-0473 ГОСТ 2839-80; Ключ 7812-1619 ГОСТ 25788-83
О04
10. Вынуть из корпуса электропневматической части пружину поз.26
05
06
07
08
09
10
11
12
13
14
15
16
17
ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.06сб А
103.60188610.00005Р
ОАО "РЖД"
Кронштейн в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
88610 Разборка
103.20100000.00046Р (рис.2)
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
Кронштейн в сборе
черт. 150.06сб А
шт.
1
04
1. Кронштейн
черт. 150-06-092
шт.
1
05
2. Фильтр в сборе
черт. 216-1497С
шт.
1
06
3. Уплотнение
черт. 216-1496
шт.
1
07
4. Наконечник
черт. 216-1495Б
шт.
1
08
5. Гайка накидная
черт. 216-1494А
шт.
1
09
6. Штуцер
черт. 222.63
шт.
1
10
7. Уплотнение
черт. 334-1729А-1
шт.
1
11
8. Гайка накидная
черт. 334-1730
шт.
1
12
9. Заглушка
черт. 170-03-03
шт.
2
13
10. Прокладка
черт. 170-03-14
шт.
2
14
15

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.06сб А
103.60188610.00005Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
001
1. Вывернуть из кронштейна штуцер поз.6, отвернуть со штуцера накидную гайку поз.8 и вынуть уплотнение поз.7
Т02
Ключ 7811-0026 ГОСТ 2839-80
003
2. Вывернуть из кронштейна две заглушки поз.9, снять прокладки поз.10
Т04
Ключ торцовой квадратный 12х12 ГОСТ 25601-83
005
3. Отвернуть накидную гайку поз.5, снять наконечник поз.4, уплотнение поз.3 и фильтр в сборе поз.2
Т06
Ключ 7811-0148 ГОСТ 2841-80
07
08
09
10
11
12
13
14
15
16
17

ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.200
103.60188610.00006Р
ОАО "РЖД"
Корпус электропневматического клапана в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
88610 Разборка
103.20100000.00046Р (рис.3)
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Гайка 2М8.5.10.05
ГОСТ 5915-70
шт.
1
04
2. Шайба 8.65Г.05
ГОСТ 6402-70
шт.
1
05
3. Шайба 8.01.10.05
ГОСТ 11371-68
шт.
1
06
4. Шайба
черт.150.144
шт.
1
07
5. Напрявляющая
черт. 150.01.008
шт.
1
08
6. Втулка направляющая
черт. 150.01.003
шт.
1
09
7. Прокладка
черт. 150.01.009
шт.
1
10
8. Пробка
черт. 222.27
шт.
1
11
9. Клапан в сборе
черт.150.024
шт.
1
12
10. Седло электромагнитного клапана
черт. 150.118
шт.
1
13
11. Пружина
черт. 150.01.014
шт.
1
14
12. Седло клапана
черт. 150.01.015А
шт.
1
15
13. Поршень
черт. 150-01-121
шт.
1

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.200
103.60188610.00006Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К 01
14. Манжета воздухораспределителя
черт. 270.317
шт.
1
02
15. Втулка поршневая
черт. 150-01-002
шт.
1
03
16. Корпус
черт. 150-01-001Б
шт.
1
04
17. Уплотнение клапана
черт. 135.01.17Р
шт.
1
05
006
1. Вынуть из корпуса клапан поз.9 и удалить из гнезда клапана уплотнение
Т07
Пинцет ТУ 45-11-71
008
2. Вывернуть из корпуса пробку поз.8
Т09
Ключ 7811-0121 ГОСТ 2841-80
010
3. Вывернуть седло срывного клапана поз.12, вынуть поршень поз.13 в сборе и пружину поз.11
Т11
Ключ торцовый квадратный 27х27 ГОСТ 25601-83; Пинцет ТУ 45-11-71
012
4. Разобрать поршень срывного клапана:
013
отвернуть гайку М8 поз.1, снять шайбы поз.2 и поз.3, вынуть направляющую поз.5 и шайбу поз.4;
014
снять с поршня поз.13 манжету поз.14 и прокладку поз.7
Т15
Ключ 7811-0121 ГОСТ 2841-80; Пинцет ТУ 45-11-71
16
17

ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
1
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.200
103.60188610.00007Р
ОАО "РЖД"
Промежуточная часть в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
88610 Разборка
103.20100000.00046Р (рис.4)
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Толкатель
черт. 150.01.025
шт.
1
04
2. Промежуточная часть
черт. 150.01.3сб1
шт.
1
05
3. Диафрагма
черт. 150.01.120
шт.
1
06
4. Упорка
черт. 150.120
шт.
1
07
5. Пружина
черт.305.108
шт.
1
08
6. Гнездо клапана
черт. 150.122
шт.
1
09
7. Уплотнение клапана
черт. 150.123
шт.
1
10
8. Штифт
черт. 150.023
шт.
1
11
9. Переключатель
черт. 150.205
шт.
1
О12
1. Отнять резиновую диафрагму поз.3 и вынуть из промежуточной части толкатель поз.1
013
2. Вывернуть упорку поз.4, вынуть пружину поз.5 и возбудительный клапан
014
Вынуть старое уплотнение поз.7 из гнезда клапана поз.6
Т15
Отвертка специальная заводская; Пинцет ТУ 45-11-71; Нож для отделочных работ ГОСТ 18975-86
ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
1
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.200
103.60188610.00008Р
ОАО "РЖД"
Крышка в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
88610 Разборка
103.20100000.00046Р (рис.5)
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Путевой выключатель в сборе
черт. 150.330
шт.
1
04
2. Упорка регулирующая
черт. 150.01.037Б
шт.
1
05
3. Крышка
черт. 150.202
шт.
1
06
4. Болт
черт. 305.308
шт.
1
07
5. Гайка 2М8-6g.10.05
ГОСТ 5915-70
шт.
1
08
6. Винт М5-6gх10.36.10.016
ГОСТ 17473-72
шт.
2
09
7. Шайба 5Л65.Г05
ГОСТ 6402-70
шт.
2
010
1. Вывернуть болт поз.4, ослабив гайку М8 поз.5
Т11
Ключ 7811-0109 ГОСТ 2841-80; Отвертка специальная заводская
012
2. Вывернуть из крышки поз.3 регулирующую упорку поз.2
Т13
Ключ S=22 7811-0124 ГОСТ 2841-80
014
3. Отвернуть два винта М5 поз.6 с шайбами поз.7 и отсоединить путевой выключатель в сборе поз.1 от крышки поз.3
Т15
Отвертка 7810-0932 ГОСТ 17199-88
ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.340
103.60188610.00009Р
ОАО "РЖД"
Замок в сборе
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
88610 Разборка
103.20100000.00046Р (рис.6)
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Толкатель
черт. 150.03.120-2
шт.
1
04
2. Корпус замка
черт. 150.139
шт.
1
05
3. Муфта
черт. 150.141
шт.
1
06
4. Болт М6-6gх12.36.10.05
ГОСТ 7805-70
шт.
2
07
5. Шайба 6Л 65Г.05
ГОСТ 6402-70
шт.
3
08
6. Накладка
черт. 150.03.117
шт.
1
09
7. Шарик 7,938 - 100
ГОСТ 3722-81
шт.
2
10
8. Пружина
черт. 150.203
шт.
2
11
9. Эксцентрик
черт. 150.115
шт.
1
12
10. Опора
черт.150.03.074Г
шт.
1
13
11. Шайба
черт. 150.129
шт.
1
14
12. Кулачок
черт. 150.206
шт.
1
15
13. Шпонка сегментная 4х6,5
ГОСТ 24071-97
шт.
1

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.340
103.60188610.00009Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К01
14. Шайба 6.01.10.05
ГОСТ 11371-68
шт.
1
02
15. Гайка 2М6-6H.5.10.05
ГОСТ 5915-70
шт.
1
03
16. Упорка
черт.150.03.119
шт.
1
04
17. Пружина
черт. 150.03.122
шт.
1
05
18. Кольцо стопорное
черт. 150.03.121
шт.
1
06
007
1. Отвернуть два болта М6 поз.4 с шайбами поз.5
Т08
Ключ 7812-1606 ГОСТ 25788-83
009
2. Снять накладку поз.6 и вынуть из корпуса замка муфту поз.3, шарики поз.7 и пружины поз.8
010
3. Отвернуть гайку М6 поз.15, снять шайбы поз.5 и 14, кулачок поз.12, выбить сегментную шпонку поз.13, и снять шайбу поз.1
Т11
Ключ 7812-1606 ГОСТ 25788-83; Молоток слесарный m=200 ГОСТ 2310-77
О12
4. Вывернуть опору поз.10 из корпуса
Т13
Ключ рожковый 34 ОСТ 2 И90-2-87
014
5. Вынуть эксцентрик поз.9
Т15
Пинцет ТУ 45-11-71
016
6. Вынуть буфер в сборе и разобрать его, вынув из упорки поз.16 стопорное кольцо поз.18, толкатель поз.1 и пружину поз.17
Т17
Пинцет ТУ 45-11-71
ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.260
103.60188610.00010Р
ОАО "РЖД"
Электромагнит в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
88610 Разборка
103.20100000.00046Р (рис. 7)
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
Электромагнит в сборе
черт. 150.260
шт.
1
04
1. Катушка электромагнита
черт. 150.270
шт.
1
05
2. Корпус электромагнита
черт. 150.143
шт.
1
06
3. Сердечник
черт. 150.02.058 Б
шт.
1
07
4. Шток
черт. 150.217
шт.
1
08
5. Втулка предохранительная
черт. 150.138
шт.
1
09
6. Прокладка
черт. 150.02.065
шт.
2
10
7. Прокладка
черт. 150.02.064 пп
шт.
2
11
8. Винт М3-6gх12.36.10.016
ГОСТ 17473-72
шт.
4
12
9. Якорь
черт. 150.02.062 А
шт.
1
13
10. Шайба
черт.150.02.061
шт.
1
14
11. Гайка 2М8.5.10.05
ГОСТ 5915-70
шт.
2
15
ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.260
103.60188610.00010Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
001
1. Вывернуть четыре винта М3-6g поз.8
Т02
Отвертка 7810-0915 ГОСТ 17199-88
003
2. Отметить рисками взаимное положение сердечника поз.3, прокладок поз.6 и корпуса поз.2 для правильной
04
последующей сборки
005
3. Вынуть из корпуса электромагнита шток поз.4 в сборе с сердечником поз.3 и якорем поз.9, вынуть катушку поз.1
006
4. Зажать шток поз.4 в тиски с медными губками и отвернуть гайку и контргайку поз.11,
07
снять со штока якорь поз.9, шайбу поз.10 и сердечник поз.3
Т08
Ключ 7812-1615 ГОСТ 2588-83; Тиски с медными губками 7827-0362 ГОСТ 4045-75
09
10
11
12
13
14
15
16
17
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.06 сб А
103.50101240.00025Р
ОАО "РЖД"
Кронштейн в сборе
Н.контр.
Сморчкова
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
ИОТ №
Б03
Верстак слесарный
18559
3
1
1
1
1
-
К04
Кронштейн
КЭ 103.20100000.00046Р (рис.8); черт. 150.06.092
РД05
1. Трещины и отколы в стенках каналов и камер
Внешний осмотр
06
Молоток m=400 ГОСТ2310-77
007
Кронштейн заменить
РД8
2. Трещины и отколы по отверстиям ф17+0,43 под болты крепления кронштейна в кабине
Лупа 10х ГОСТ 25706-83
009
Устранить наплавкой
РД10
3. Износ, срыв или смятие резьбы
М16х1,5-6H
М18х1,5-6H
Пробка 8221-0068 ГОСТ 17756-72
РД11
М36х2-6H
М39х2-6H
Пробка 8221-0126 ГОСТ 17756-72
G1 1/8-А
РД12
G1-А
Пробка 8225-0008 ГОСТ 18922-73
G1 3/8-А
РД13
Сп47,625х2,309
Кольцо Сп 47,625х2,309
14
15
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.06 сб А
103.50101240.00025Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
К02
Уплотнение
черт. 216.1496; черт. 334.1729А-1
003
Заменить независимо от состояния
К04
Фильтр в сборе
черт. 216.1497С
РД05
1. Механические повреждения сетки
Внешний осмотр
006
Фильтр заменить
К07
Штуцер
черт. 222.63
РД08
1. Износ, срыв или смятие резьбы
М16х1,5-6g
М16х1,5-6g
Кольцо 8211-0068 ГОСТ 17763-72
РД09
G 1/2-A
G 1/2-А
Кольцо 8215-0004 ГОСТ 18929-73
010
Штуцер заменить
К11
Гайка накидная
черт. 334.1730
РД12
1. Износ, срыв или смятие резьбы
G 1/2-A
G 1/2-A
Пробка 8225-0004 ГОСТ 18922-73
013
Гайку заменить
К14
Наконечник
черт. 216.1495Б
РД15
1. Износ, срыв или смятие резьбы
G1-А
G1-А
Пробка 8225-0008 ГОСТ 18922-73
016
Наконечник заменить
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.06 сб А
103.50101240.00025Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
К02
Гайка накидная
черт. 216.1494А
РД03
1. Износ резьбы
Сп.47,625х2,309Н Сп.47,625х2,309Н
Пробка 47,625х2,309
004
Гайку заменить
К05
Заглушка
черт. 170.03.03
РД06
1. Износ резьбы
М36х2-6g
М36х2-6g
Кольцо 8211-0126 ГОСТ 17763-72
007
Заглушку заменить
08
09
10
11
12
13
14
15
16
МК/КТПД

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.200
103.50101240.00026Р
ОАО "РЖД"
Корпус электропневматической части в сборе
РА
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
ИОТ №
Б03
Верстак
18559
3
1
1
1
1
-
К04
Корпус со втулками
черт. 150.01.1 сбА, КЭ 103.20100000.00046Р (рис.9)
РД05
1. Трещины, отколы стенок, перетекание воздуха между камерами срывного клапана и камерой выдержки времени
006
Корпус заменить
РД07
2. Ослабление плотности посадки втулок в корпусе
008
Втулки расточить до удаления и заменить новыми
009
Воздухонепроницаемость стенок корпуса и плотность посадки втулок проверить обмыливанием при давлении сжатого
10
воздуха 7 атм. с выдержкой в течениие 30 секунд
РД11
3. Износ внутреннего диаметра втулки поз.1
ф 50+0,17 мм
ф 50,27 мм
Нутромер НМ 75 ГОСТ 10-88
РД12
втулки поз.2
ф 15+0,035 мм ф 15+0,7 мм
Нутромер 10-18 ГОСТ 9244-75
13
При замене направляющей втулки поз.1 выдержать диаметральный зазор 0,06 - 0,215 мм.
РД14
4. Износ калиброванных отверстий
ф 1±0,06 мм ф 1±0,06 мм
Калибр-пробка 8133-0601 ГОСТ 14807-69
РД15
ф 0,9±0,05 мм ф 0,9±0,05 мм Калибр-пробка 8133-0220 ГОСТ 17740-72
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.200
103.50101240.00026Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД02
5. Износ сопрягаемых поверхностей: седла клапанаотв.
ф 13+0,12 мм ф 13+0,12 мм
Нутромер 10-18-1 ГОСТ 868-82
РД03
клапана
вал ф 13 −0,06м ф 13 −0,06мм
Микрометр МК 25-1 ГОСТ 6507-90
−0,18
−0,18
04
При замене клапана или седла клапана выдержать номинальный зазор между ними 0,06-0,3 мм
РД05
6. Износ резьбовых отверстий
М60х2-6Н М64х2-6Н
Пробка 8221-0182 ГОСТ 17756-72
РД06
М8-6Н
М10х1,25-6Н
Пробка 8221-0036 ГОСТ 17756-72
07
А08
010
Дефектация
ИОТ №
Б09
Верстак
18559
3
1
1
1
1
-
К10
Поршень
черт. 150.01.121
РД11
1. Износ калиброванного отверстия
ф 0,8±0,05 мм ф 0,8±0,05 мм Калибр-пробка 8133-0218 ГОСТ 17740-72
012
Калиброванное отверстие прочистить мягкой медной проволокой ф 0,6 мм и проверить калибром.
013
Поршень заменить.
РД14
2. Износ отверстия поршня
ф 9+0,03 мм
ф 9+0,1 мм
Нутромер 6-10-1 ГОСТ 868-82
15
Допускаемый зазор между средней частью направляющей и поршнем - 0,25 мм.
016
Поршень заменить.
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.200
103.50101240.00026Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А01
015
Дефектация
ИОТ №
Б02
Верстак
18559
3
1
1
1
1
-
К03
Направляющая
черт. 150.01.008
РД04
1. Износ диаметра головки
ф 15 −0,06м ф 15 −0,06мм
Микрометр МК 25-1 ГОСТ 6507-90
−0,18
−0,18
006
Направляющую заменить.
07
Допускаемый зазор между головкой направляющей и сопрягаемой с ней втулкой корпуса - 0,25 мм.
08
−0,05
−0,05
РД09
2. Износ средней части
ф 9
мм ф 9
мм
Микрометр МК 25-1 ГОСТ 6507-90
−0,15
−0,15
010
Направляющую заменить.
11
При замене направляющей выдержать суммарный зазор между средней частью направляющей и поршнем 0,05 - 0,18 мм.
12
РД13
3. Износ резьбы
М8-6g
М8-6g
Кольцо 8211-0036 ГОСТ 17763-72
014
Направляющую заменить.
15
16
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150.200
103.50101240.00026Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
020
Дефектация
ИОТ №
Б03
Верстак
18559
3
1
1
1
1
-
К04
Седло срывного клапана
черт. 150.01.015А
РД05
1. Радиус сферической формы подпоршневой притирочной поверхности
06
R=1,25 мм
R=1,25 мм
Шаблон R 1,25х600 ТУ 2-034-228-88
07
РД08
2. Износ, срыв или смятие резьбы
М60х2-6Н
М60х2-6Н
Кольцо 8211-0182 ГОСТ 17763-72
009
Седло срывного клапана заменить
10
11
12
13
14
15
16
МК/КТПД

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.01.3сб
103.50101240.00027Р
ОАО "РЖД"
Промежуточная часть в сборе
Н. контр.
Сморчкова
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
КЭ 103.20100000.00046Р (рис.4); ИОТ №
Б03
Верстак слесарный
18559
3
1
1
1
1
-
К04
Промежуточная часть со втулкой
черт. 150.01.3сб1
РД05
1. Трещины, отколы литья
Лупа 10х ГОСТ25706-83
006
Проверить внешним осмотром и остукиванием
Молоток m=400 ГОСТ2310-77
007
Промежуточную часть заменить
РД8
2. Износ сопрягаемых поверхностей: седла клапана
ф13+0,12 мм
ф13,2 мм
Нутромер НИ 10-18-1 ГОСТ 868-82
−0,06
РД9
гнезда клапана
ф13 мм ф13 −0,06м
−0,18
−0,18
РД10
Диаметральный зазор между седлом и гнездом клапана
0,06-0,3
0,06-0,4
Набор щупов ТУ 2-034-225-87
011
Забоины и царапины на сопрягаемых поверхностях седла и гнезда зачистить
012
При замене седла или гнезда клапана выдержать номинальный диаметральный зазор 0,06-0,3 мм
РД13
3. Ослабление посадки седла с натягом 0,045-0,115 в корпусе промежуточной части
014
Выпрессовать седло и заменить новым
015
МК/КТПД
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.01.3сб
103.50101240.00027Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
К02
Упорка
черт. 150.120
РД03
1. Износ, срыв или смятие резьбы
М16х1,5-6g
М16х1,5-6g
Кольцо 8211-0068 ГОСТ 17763-72
РД04
2. Повреждение шлица
Внешний осмотр
005
Упорку заменить
К06
Клапан в сборе с упором
черт. 150.023
РД7
1. Износ длины верхнего конца штифта клапана
9-0,5 мм
8,4 мм
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
008
Клапан в сборе заменить
К09
Толкатель
черт. 150.01.025-1
РД10
1. Износ длины верхней части толкателя клапана
21+0,6 мм
20,1 мм
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
РД11
2. Трещины, отколы
Внешний осмотр
012
Толкатель заменить
К13
Переключатель
черт. 150.205
РД14
1. Трещины, отколы
Внешний осмотр
РД15
2. Износ наружного диаметра цилиндрической части, Dф 51,6-0,4
ф 50,5
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
РД16
3. Износ верхней "А" поверхности хвостовика
23,5±0,3
23 ±,3
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.01.3сб
103.50101240.00027Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД2
4. Износ нижней "В" поверхности хвостовика
1+0,25
1,5+0,25
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
003
Переключатель заменить
К04
Пружина
черт.305.108
005
Заменить независимо от состояния
К06
Уплотнение клапана
черт. 150.123
007
Заменить независимо от состояния
К08
Диафрагма
черт. 150.01.120
009
Заменить независимо от состояния
10
11
12
13
14
15
16
МК/КТПД

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.220
103.50101240.00028Р
ОАО "РЖД"
Крышка в сборе
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
ИОТ №
Б03
Верстак
18559
3
1
1
1
1
-
К04
Упорка регулирующая
черт. 150.01.037Б
РД05
1. Износ, срыв или смятие резьбы М42х2-6g
М42х2-6g
М42х2-6g
Кольцо 8211-0141 ГОСТ 17763-72
006
Упорку регулирующую заменить
РД07
2. Наличие сбитых граней головки
Внешний осмотр
008
Упорку регулирующую заменить
09
А10
010
Дефектация
ИОТ №
Б11
Верстак
18559
3
1
1
1
1
-
К12
Крышка
черт. 150.202; КЭ 103.20100000.00046 (рис.10)
+0,43
РД13
1. Трещины и отколы литья по отверстиям ф 11
под болты
Лупа 10х ГОСТ 25706-83
14
крепления к промежуточной части.
Молоток m=400 ГОСТ2310-77
015
Крышку заменить
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.220
103.50101240.00028Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД02
2. Износ резьбы отверстия М42х2-6Н
М42х2-6Н
М42х2-6Н
Пробка 8221-0141 ГОСТ 17756-72
003
Крышку заменить
РД04
3. Износ резьбы отверстия М8-6Н
М8-6Н
М10х1,25-6Н
Пробка 8221-0036 ГОСТ 17756-72
РД05
4. Износ резьбы отверстия М5-6Н
М5-6Н
М6-6Н
Пробка 8221-0027 ГОСТ 17756-72
06
А07
015
Дефектация
ИОТ №
Б08
Верстак
18559
3
1
1
1
1
-
К09
Болт
черт. 305.308
РД10
1. Износ, срыв или смятие резьбы М8-6g
М8-6g
М8-6g
Кольцо 8211-0036 ГОСТ 17763-72
011
Болт заменить с резьбой соответствующей резьбовому отверстию в крышке.
12
13
14
15
16
МК/КТПД

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.340
103.50101240.00029Р
ОАО "РЖД"
Н.контр.
Сморчкова
Замок в сборе
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
ИОТ №
Б03
Верстак слесарный
18559
3
1
1
1
1
-
К04
Корпус замка
черт. 150.139
РД05
1. Износ, срыв или смятие резьбы
М42х2-6H М45х2-6H
Пробка 8221-0141 ГОСТ 17756-72
06
М6-6H
М8х1-6H
Пробка 8221-0030 ГОСТ 17756-72
РД07
2. Выработка диаметра отверстий под болты крепления к корпусу электромагнита
08
ф 8,5+0,36
ф 10,5+0,36
Нутромер НИ 6-10-1 ГОСТ 868-82
К09
Опора замка
черт. 150.03.074Г
РД10
1. Износ, срыв или смятие резьбы
М42х2-6g М42х2-6g
Кольцо 8211-0141 ГОСТ 17763-72
011
Опору заменить с резьбой соответствующей резьбе на корпусе
К12
Муфта
черт. 150.141
РД13
Выработка диаметра отверстий под бобышки ключа
ф 6,5+0,2
ф 6,9
Нутромер НИ 6-10-1 ГОСТ 868-82
014
Муфту заменить
15

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.340
103.50101240.00029Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
К02
Шарики 7,938 - 100
ГОСТ 3722-81
РД03
Механические повреждения
Внешний осмотр
004
Шарики заменить
05
К06
Эксцентрик
черт. 150.115
4,9-0,2
РД07
1. Износ толщины плоского конца оси
4,3
Скоба СИ 50 ГОСТ 11098-75
РД08
2. Износ диаметра рабочей поверхности
ф 28-0,14
ф 27,6
Скоба СИ 50 ГОСТ 11098-75
РД09
3. Износ, срыв или смятие резьбы
М6-6g
М6-6g
Кольцо 8211-0030 ГОСТ 17763-72
РД10
4. Уширение шпоночной канавки вала по диаметру
ф 16+0,24
ф 16,5+0,24
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
011
Эксцентрик заменить
12
К13
Упорка
черт. 150.03.119
РД14
1. Износ высоты верхнего выступа
4,0
3,8
Линейка ГОСТ 427-75
−0,07
РД15
2. Износ наружного диаметра
ф 23
ф 22,5
Микрометр МК 25-1 ГОСТ 6507-90
−0,21
16
Упорку заменить
МК/КТПД
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.340
103.50101240.00029Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К02
Толкатель
черт. 150.03.120-2
РД03
Выработка длины
23,5+052
22,8
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
004
Толкатель заменить
К05
Кольцо стопорное
черт. 150.03.121
РД06
Излом, ослабление посадки
Внешний осмотр
007
Кольцо заменить
К08
Ключ замка
черт. 150.03.121
РД09
1. Износ длины
6±5 мм
5,4 мм
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
РД10
2. Износ диаметра
ф6 −0,08м
ф5,5 мм
Скоба СИ 50 ГОСТ 11098-75
−0,24
РД11
3. Трещины в корпусе ключа
Внешний осмотр
012
Ключ заменить
13
14
15
16
МК/КТПД
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.280
103.50101240.00030Р
ОАО "РЖД"
Кронштейн с клеммами в сборе
Н.контр.
Сморчкова
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
ИОТ №
Б03
Верстак слесарный
18559
3
1
1
1
1
-
К04
Клемма 2-х-штырная
черт. 150.01.05сб2
РД05
Трещины, отколы изоляционного основания, повреждения резьбы, деформация контактных штырей Внешний осмотр
006
Клемму заменить
007
Подтянуть гайки 2М6-5.10.05 крепления клемм, установить где это необходимо пружинные шайбы 6Л65Г05
08
К09
Шайба
черт. 150.219
010
Заменить независимо от состояния
Клеймение на шайбе производить шрифтом - ПР3 ГОСТ 26.008-85
011
12
К13
Кронштейн в сборе
черт. 150.290
РД14
Состояние скобы кронштейна
Внешний осмотр
015
Погнутую скобу кронштейна выправить
МК/КТПД
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.280
103.50101240.00030Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
К02
Концевой выключатель ВП19-21
РД03
Трещины и отколы в корпусе, обгорание контактов и контактных пластин
Внешний осмотр
004
Выключатель заменить
05
06
07
08
09
10
11
12
13
14
15
16
МК/КТПД

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.260
103.50101240.00031Р
ОАО "РЖД"
Электромагнит в сборе
Н.контр.
Сморчкова
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
КЭ 103.20100000.00046 (рис.7); ИОТ №
Б03
Верстак слесарный
18559
3
1
1
1
1
-
К04
Катушка электромагнита
черт. 150.270
РД05
1. Замерить омическое сопротивление катушки
145±10 Ом
145±10 Ом Универсальный мост Р-316 или Р-333
006
При выявлении межвиткового замыкания катушку заменить или перемотать
ГОСТ 7165-93; ТУ 25-04-269-75
РД07
2. Повреждение покровной изоляции
Внешний осмотр
008
Покровную изоляцию заменить
РД09
3. Выводные провода с оборванными или поврежденными токоведущими жилами
Внешний осмотр
10
или с поврежденной изоляцией
011
Выводные провода заменить
РД12
4. Повреждение корпуса (каркаса)
Внешний осмотр
012
Катушку в сборе заменить
14
15
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.260
103.50101240.00031Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
К02
Корпус электромагнита
черт. 150.143
РД03
1. Износ резьбовых отверстий под винты крепления сердечника
04
М3-6Н
М3-6Н
Калибр-пробка 8221-0019 ГОСТ 17756-72
005
При одновременном износе, срыве или смятии резьбы у двух отверстий корпус заменить на новый
РД06
2. Износ резьбовых отверстий под болты крепления замка
07
М8-6Н
М10х1,25-6Н Калибр-пробка 8221-0036 ГОСТ 17756-72
008
Отверстия с изношенной резьбой М8-6Н рассверлить и нарезать новую резьбу М10х1,25-6Н
09
с заменой соответствующих болтов М8х20 на новые М10х1,25-6Hх20
РД10
3. Трещины и отколы в приливах под болты крепления к корпусу ЭПК
Внешний осмотр
011
Корпус электромагнита заменить
К12
Сердечник
черт. 150.02.058 Б
РД13
1. Износ диаметра проходных отверстий во фланце сердечника
14
под винты крепления к корпусу электромагнита
ф 3,5+0,3
ф 4,0
Штангенциркуль ШЦ-II-125-0,1 ГОСТ 166-89
015
Негодные отверстия заплавить и рассверлить до чертежных размеров
16
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.260
103.50101240.00031Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
К02
Шток
черт. 150.217
РД03
1. Увеличение диаметрального зазора между штоком и сердечником электромагнита:
04
в верхней части сердечника
0,108-0,208
0,3
Набор щупов ТУ 2-034-225-87
05
в нижней части сердечника
0,18-0,3
0,4
006
В случае превышения допускаемых зазоров шток заменить новым
РД07
2. Износ диаметра части штока в месте сопряжения с якорем
−0,015
−0,015
08
ф 8,2
ф 8,2
Скоба СР-25 ГОСТ 11098-75
−0,055
−0,055
009
Шток заменить
−0,25
РД10
3. Износ торцев штока
верхнего
94-0,23
94
Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89
−0,48
11
нижнего
4+0,3
4+0,2
012
Шток заменить
РД13
4. Срыв или смятие резьбы
М8
М8
Кольцо 8211-0036 6h ГОСТ 17763-72
014
Шток заменить
К15
Якорь
черт. 150.02.062 А
РД16
1. Износ диаметра в месте сопряжения со штоком
ф 8,2+0,058
ф 8,2+0,058
Нутромер 6-10 ГОСТ 9244-75
МК/КТПД

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150.260
103.50101240.00031Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
002
Якорь заменить
К03
Втулка предохранительная
черт. 150.138
РД04
Повреждения, обрывы
Внешний осмотр
005
Заменить на новую
К06
Прокладка
черт. 150.02.065; 150.02.064 пп
007
Заменить независимо от состояния
08
09
10
11
12
13
14
15
16
МК/КТПД

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
1
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.510
103.50101240.00032Р
ОАО "РЖД"
Свисток в сборе
Н.контр.
Сморчкова
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А02
005
Дефектация
ИОТ №
Б03
Верстак слесарный
18559
3
1
1
1
1
-
РД04
1. Ослабление соединения штуцер - колпачок
Внешний осмотр
05
РД06
2. Засор воздушных каналов
Внешний осмотр
007
Воздушные каналы штуцера прочистить и продуть сжатым воздухом
08
РД09
3. Износ резьбы щтуцера замка
М8-6H
М8-6H
Пробка 8221-0030 ГОСТ 17756-72
010
Штуцер заменить
11
РД12
3. Трещины, отколы колпачка
Внешний осмотр
013
Колпачок заменить
14
15
МК/КТПД

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
7
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.06.092
103.50100000.00058Р
ОАО "РЖД"
Кронштейн
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Исправление Деф.2 - Трещины и отколы по отверстиям ф17+0,43 под болты крепления кронштейна в кабине и
02
Деф.1 - Износ резьбы М16х1,5-6Н, М36х2-6Н и G1-А
А03
005
04011 Транспортирование
ИОТ №
Б04
Тележка цеховая
16771
1
1
1
5
1
-
О05
Транспортировать контейнер с кронштейнами к слесарному верстаку.
Т06
Контейнер цеховой
07
А08
010
01096 Разделка трещин
ИОТ №
Б09
Верстак слесарный цеховой
18559
6
1
1
1
1
-
О10
1. Осмотреть трещины в кронштейне по отверстиям под болты крепления кронштейна в кабине.
011
2. Точно определить конец трещины и засверлить его сверлом диаметром 8-12 мм
12
Засверловку производить так, чтобы центр отверстия совпадал с концами трещины или был на 3-5 мм дальше трещины
013
3. Разделать механическим способом (фрезерованием, вырубкой) трещину под углом 70-900 с закруглением вершины разделки
014
4. Зачистить до металлического блеска прилегающий к трещине металл на ширину 25 мм с каждой стороны
Т15
Сверло 2300-0079 ГОСТ 886-77; Молоток слесарный m=500 7850-0118Ц ГОСТ 2310-77;
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.06.092
103.50100000.00058Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Зубило слесарное 2810-0233 Н12х1 ГОСТ 7211-86; Напильник 2821-0022 ГОСТ 1465-80; Напильник 2821-0020 ГОСТ 1465-80;
Т02
Щетка металлическая ГОСТ 9024-70; Очки защитные ГОСТ 12.4.013-85; Рукавицы брезентовые ГОСТ 12.4.010-75
03
А04
015
04011 Транспортирование
ИОТ №
Б05
Тележка цеховая
16771
1
1
1
5
1
-
006
Транспортировать контейнер с кронштейнами к месту наплавки.
Т07
Контейнер цеховой
08
А09
020 91100 Наплавка (Заплавка трещин)
103.60191100.00002Р; ИОТ №
Б10
Тележка цеховая
19756
3
2
1
1
1
-
011
Заплавить разделанные трещины в кронштейне по отверстиям под болты крепления кронштейна в кабине.
12
А13
025
04011 Транспортирование
ИОТ №
Б14
Тележка цеховая
16771
1
1
1
5
1
-
015
Транспортировать контейнер с кронштейнами к радиально-сверлильному станку.
Т16
Контейнер цеховой
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.06.092
103.50100000.00058Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
030
42120 Радиально-сверлильная
КЭ 103.20100000.00046(рис.8); ИОТ №
Б02
Радиально-сверлильный станок 2Л53У
18355
4
1
1
1
1
-
О03
1. Установить кронштейн в кондуктор, закрепить. Установить кондуктор на станок, закрепить.
Т04
Кондуктор цеховой; Прихваты с болтами цеховые
О05
2. Просверлить во фланце кронштейна 4 проходных отверстия ф17+0,43, шероховатость Rа 6,3.
Т06
Сверло 2301-0057 ГОСТ 10903-77; Втулка 6100-0144 ГОСТ 13598-85; Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89;
07
Образцы шероховатости поверхности ГОСТ 9378-93
О08
3. Рассверлить изношенную резьбу М36х2-6Н до ф36,9+0,3
Т09
Сверло 2301-0128 ГОСТ 10903-77
О10
4. Зенковать фаску 1,6х450, шероховатость Rа6,3.
Т11
Зенковка 2353-0137 ГОСТ 14953-80; Втулка 6100-0145 ГОСТ 13598-85; Угломер 2-2 ГОСТ 5378-88;
12
Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90; Образцы шероховатости поверхности ГОСТ 9378-93
О13
5. Нарезать резьбу М39х2-6Н.
14
5.1 Смазать отверстие перед нарезанием резьбы машинным маслом.
15
5.2 Нарезать резьбу метчиком №1 (черновой).
16
5.3 Очистить резьбу от стружки и повторно смазать машинным маслом.
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150.06.092
103.50100000.00058Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
5.4 Нарезать резьбу метчиком №2 (чистовой).
Т02
Метчик №1 2621-2095.2 ГОСТ 3266-81; Метчик №2 2621-2093.2 ГОСТ 3266-81; Пробка 8221-0132 ГОСТ 17756-72
О03
6. Открепить, переустановить кронштейн на поворотный стол станка поверхностью Д, закрепить.
Т04
Прихваты с болтами цеховые
О05
7. Рассверлить изношенную резьбу G1-А до ф35,0.
Т06
Сверло 2301-0122 ГОСТ 10903-77
О07
8. Зенковать фаску 1,6х450, шероховатость Rа6,3.
Т08
Зенковка 2353-0137 ГОСТ 14953-80; Втулка 6100-0145 ГОСТ 13598-85; Угломер 2-2 ГОСТ 5378-88;
09
Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90; Образцы шероховатости поверхности ГОСТ 9378-93
9. Нарезать резьбу G1 1/8-А выполнив переходы 5.1 - 5.4.
О10
Т11
Метчик №1 2625-0071. А2 ГОСТ 3266-81; Метчик №2 2625-0069. А2 ГОСТ 3266-81; Пробка 8225-0009 ГОСТ 18922-73
О12
10. Повернуть стол на 300, для рассверливания резьбового отверстия под штуцер.
О13
11. Рассверлить изношенную резьбу М16х1,5-6Н до ф 16,43+0,22 на длину 25 мм
Т14
Сверло 2301-0056 ГОСТ 10903-77; Втулка 6100-0144 ГОСТ 13598-85; Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90
О15
12. Зенковать фаску 1,6х450, шероховатость Rа6,3.
Т16
Зенковка 2353-0134 ГОСТ 14953-80; Втулка 6100-0144 ГОСТ 13598-85; Угломер 2-2 ГОСТ 5378-88;
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
5
черт. 150.06.092
103.50100000.00058Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90; Образцы шероховатости поверхности ГОСТ 9378-93
О02
13. Нарезать резьбу М18х1,5 на длину 18 мм, выполнив переходы 5.1 - 5.4.
Т03
Метчик 2621-1667.2 ГОСТ 3266-81; Пробка 8221-0076 ГОСТ 17756-72; Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90
О04
14. Открепить и уложить кронштейн в контейнер.
Т05
Контейнер цеховой
06
07
Исправление Деф.4 - Износ резьбы Сп 47,625х2,309 и М36х2-6Н
А08
035
04011 Транспортирование
ИОТ №
Б09
Тележка цеховая
16771
1
1
1
5
1
-
010
Транспортировать контейнер с кронштейнами к токарно-винторезному станку.
Т11
Контейнер цеховой
012
А13
040
41140 Токарно-винторезная
КЭ 103.20100000.00046(рис.8); ИОТ №
Б14
Токарно-винторезный станок 1М63
19149
4
1
1
1
1
-
О15
1. Установить кронштейн в 4-х кулачковый патрон (кулачки обратные) для точения резьбовой поверхности М, закрепить.
Т16
Патрон 7103-0049 ГОСТ 3890-82
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
6
черт. 150.06.092
103.50100000.00058Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
2. Сточить резьбу Сп 47,625х2,309 - в месте соединения кронштейна с тормозной магистралью, до ф 45-0,3.
О01
Т02
Резец 2102-0027 ВК6-М ГОСТ 18877-73; Скоба СИ 50 ГОСТ 11098-75
3. Точить кронштейн в месте соединения с тормозной магистралью до ф 41,41+0,18 под нарезание резьбы G1 3/8-А.
О03
Т04
Резец 2102-0027 ВОК-71 ГОСТ 18877-73; Скоба СИ 50 ГОСТ 11098-75
О05
4. Точить фаску 2х450, шероховатость Rа6,3.
Т06
Резец 2102-0027 ВОК-71 ГОСТ 18877-73; Угломер 2-2 ГОСТ 5378-88; Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90;
07
Образцы шероховатости поверхности ГОСТ 9378-93
О08
5. Нарезать резьбу G1 3/8-А на длину 20 мм.
Т09
Резец специальный резьбовой с Р=2,309 ВК6-М; Кольцо 8215-0011 ГОСТ 18929-73
О10
6. Открепить, переустановить кронштейн в патроне для рассверливания резьбового отверстия М36х2-6Н.
О11
7. Рассверлить изношенную резьбу М36х2-6Н до ф36,9+0,3.
Т12
Сверло 2301-0128 ГОСТ 10903-77; Втулка 6100-0147 ГОСТ 13598-85
О13
8. Зенковать фаску 1,6х450, шероховатость Rа6,3.
Т14
Зенковка 2353-0137 ГОСТ 14953-80; Втулка 6100-0145 ГОСТ 13598-85
15
Угломер 2-2 ГОСТ 5378-88; Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90; Образцы шероховатости поверхности ГОСТ 9378-9
О16
9. Нарезать резьбу М39х2-6Н.
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
7
черт. 150.06.092
103.50100000.00058Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
9.1 Смазать отверстие перед нарезанием резьбы машинным маслом.
02
9.2 Нарезать резьбу метчиком №1 (черновой).
03
9.3 Очистить резьбу от стружки и повторно смазать машинным маслом.
04
9.4 Нарезать резьбу метчиком №2 (чистовой).
Т05
Метчик №1 2621-2095.2 ГОСТ 3266-81; Метчик №2 2621-2093.2 ГОСТ 3266-81; Пробка 8221-0132 ГОСТ 17756-72
О06
10. Открепить и уложить кронштейн в контейнер.
Т07
Контейнер цеховой
08
А09
045
04011 Транспортирование
ИОТ №
Б10
Тележка цеховая
16771
1
1
1
5
1
-
О11
Транспортировать контейнер с кронштейнами к месту сборки.
Т12
Контейнер цеховой
13
14
15
16
МК/КТПР

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р 10
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.200
103.50100000.00059Р
ОАО "РЖД"
Корпус в сборе
РА
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К01
Корпус со втулками
черт. 150.01.1 сбА; КЭ 103.20100000.00046(рис.9)
002
Исправление Деф.2 - Ослабление плотности посадки втулок в корпусе и
03
Деф.3 - Износ внутреннего диаметра втулок
А04
005
04011 Транспортирование
ИОТ №
Б05
Тележка цеховая
16771
1
1
1
5
1
-
О06
Транспортировать контейнер с корпусами к токарно-винторезному станку.
Т07
Контейнер цеховой
08
А09
010
41140 Токарно-винторезная
ИОТ №
Б10
Токарно-винторезный станок 1К62
19149
4
1
1
1
1
-
011
1. Установить корпус в 4-х кулачковый патрон (кулачки обратные) для расточки втулок поз.1 и поз.2, закрепить.
Т12
Патрон 7103-0049 ГОСТ 3890-82
О13
2. Расточить направляющую втулку поз.1 до ф 19,7+0,14.
Т14
Резец 2141-0201 ВК6-М ГОСТ 18883-78; Нутромер НИ 18-50-1 ГОСТ 868-82
О15
3. Расточить направляющую втулку поз.1 до ф 20+0,045, шероховатость Rа1,6.
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Резец 2141-0201 ВК6-М ГОСТ 18883-78; Нутромер 18-50 ГОСТ 9244-75; Образцы шероховатости поверхности ГОСТ 9378-93
002
4. Расточить поршневую втулку поз.2 до ф 54,4+0,2.
Т03
Резец 2141-0201 ВК6-М ГОСТ 18883-78; Нутромер НИ 18-50-1 ГОСТ 868-82
О04
5. Расточить поршневую втулку поз.2 до ф 55+0,006, шероховатость Rа1,6.
Т05
Резец 2141-0201 ВК6-М ГОСТ 18883-78; Нутромер 50-100 ГОСТ 9244-75; Образцы шероховатости поверхности ГОСТ 9378-93
О06
6. Открепить и уложить корпус в контейнер.
Т07
Контейнер цеховой
08
А09
015
04011 Транспортирование
ИОТ №
Б10
Тележка цеховая
16771
1
1
1
5
1
-
О11
Транспортировать контейнер с корпусами к прессу.
Т12
Контейнер цеховой
13
А14
020
88520 Распрессовывание
ИОТ №
Б15
Пресс гидравлический
17054
4
1
1
1
1
-
О16
Установить корпус на подставку, установленную на столе пресса, и выпрессовать негодное седло клапана поз.3.
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Подставка цеховая; Стержень цеховой
02
А03
025
04011 Транспортирование
ИОТ №
Б04
Тележка цеховая
16771
1
1
1
5
1
-
О05
Транспортировать контейнер с новыми втулками, изготовленными по черт. 150.01.002 и черт. 150.01.003, и новыми седлами
06
клапанов, изготовленными по черт. 150.118, к прессу.
Т07
Контейнер цеховой
08
А09
030
88230 Запрессовывание
ИОТ №
Б10
Пресс гидравлический
17054
4
1
1
1
1
-
О11
1. Установить корпус на стол пресса и запрессовать новую направляющую втулку поз.1
012
2. Запрессовать новую поршневую втулку поз.2
О13
3. Запрессовать новое седло клапана поз.3 заподлицо с поверхностью Г корпуса.
14
Перед запрессовкой наружные поверхности втулок смазать бакелитовым лаком
Т15
Стержни цеховые
М16
Бакелитовый лак ГОСТ 901-78
МК/КТПР

Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
035
04011 Транспортирование
ИОТ №
Б02
Тележка цеховая
16771
1
1
1
5
1
-
О03
Транспортировать контейнер с корпусами к слесарному верстаку для испытания на герметичность.
Т04
Контейнер цеховой
05
А06
040 6750 Испытание на герметичност ИОТ №
Б07
Верстак слесарный
18466
4
1
1
1
1
-
О08
Проверить плотность запрессовки втулок в корпус сжатым воздухом путем обмыливания
09
Давление воздуха 7 атм., время выдержки 30 сек. Пропуск воздуха не допускается.
Т10
Приспособление заводское; Шланг воздушный
11
А12
045
04011 Транспортирование
ИОТ №
Б13
Тележка цеховая
16771
1
1
1
5
1
-
О14
Транспортировать контейнер с корпусами к радиально-сверлильному станку.
Т15
Контейнер цеховой
16
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
5
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
050
42120 Радиально-сверлильная
КЭ 103.20100000.00046(рис.9); ИОТ №
Б02
Радиально-сверлильный станок 2Л53У
18355
4
1
1
1
1
-
О03
1. Установить корпус на стол станка для окончательной расточки запрессованных втулок поз.1 и поз.2,
04
закрепить.
Т05
Прихваты с болтами цеховые
О06
2. Рассверлить отверстие в направляющей втулке поз.1 до ф 14,0.
Т07
Сверло 2301-0046 ГОСТ 10903-77; Втулка 6100-0144 ГОСТ 13598-85; Втулка 6100-0141 ГОСТ 13598-85;
08
Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89
О09
3. Зенковать отверстие до ф 14,85, под развертывание.
Т10
Зенкер 2320-0032 ГОСТ 3231-71; Втулка 6100-0144 ГОСТ 13598-85; Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89
О11
4. Развернуть отверстие, предварительно, до ф14,95+0,12.
Т12
Развертка 2363-3444 №2 ГОСТ 1672-80; Втулка 6100-0144 ГОСТ 13598-85; Нутромер НИ 10-18-1 ГОСТ 868-82
О13
5. Развернуть отверстие, окончательно, до ф 15+0,035, шероховатость Rа 1,6.
Т14
Развертка 2363-3444 (+0,035) ГОСТ 1672-80; Втулка 6100-0144 ГОСТ 13598-85; Нутромер 10-18 ГОСТ 9244-75;
15
Образцы шероховатости поверхности ГОСТ 9378-93
О16
6. Зенковать фаску 0,5х450, шероховатость Rа6,3
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
6
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Зенковка 2353-0134 ГОСТ 14953-80; Втулка 6100-0144 ГОСТ 13598-85;
02
Угломер 2-2 ГОСТ 5378-88; Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90; Образцы шероховатости поверхности ГОСТ 9378-9
О03
7. Зенковать отверстие в поршневой втулке поз.2 до ф 49,75 под развертывание.
Т04
Зенкер 2320-2408 ГОСТ 3231-71; Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89
О05
8. Развернуть отверстие, предварительно, до ф 49,93+0,17.
Т06
Развертка 2363-3531 №2 ГОСТ 1672-80; Нутромер НИ 18-50-1 ГОСТ 868-82
О07
9. Развернуть отверстие, окончательно, до ф 50+0,17, шероховатость Rа 1,6.
Т08
Развертка 2363-3447 Н6 ГОСТ 1672-80; Нутромер НИ 18-50-1 ГОСТ 868-82; Образцы шероховатости поверхности ГОСТ 9378-93
О09
10. Зенковать фаску 0,5х450, шероховатость Rа6,3
Т10
Зенковка 2353-0139 ГОСТ 14953-80; Втулка 6100-0145 ГОСТ 13598-85;
11
Угломер 2-2 ГОСТ 5378-88; Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90; Образцы шероховатости поверхности ГОСТ 9378-9
О12
11. Открепить, переустановить корпус обратной стороной для развертывания отверстия в седле клапана поз.3, закрепить.
Т13
Прихваты с болтами цеховые
О14
12. Развернуть отверстие в седле клапана поз.3 до ф 13+0,12, шероховатость Rа1,6.
Т15
Развертка 2363-3434 Н6 ГОСТ 1672-80; Втулка 6100-0144 ГОСТ 13598-85; Втулка 6100-0141 ГОСТ 13598-85;
16
Нутромер НИ 10-18-1 ГОСТ 868-82; Образцы шероховатости поверхности ГОСТ 9378-93
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
7
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
13. Открепить и уложить корпус в контейнер.
Т02
Контейнер цеховой
03
А04
055
04011 Транспортирование
ИОТ №
Б05
Тележка цеховая
16771
1
1
1
5
1
-
О06
Транспортировать контейнер с корпусами к месту сборки.
Т07
Контейнер цеховой
08
РД09
Исправление Деф.6 - Износ резьбовых отверстий
10
А11
005
04011 Транспортирование
ИОТ №
Б12
Тележка цеховая
16771
1
1
1
5
1
-
О13
Транспортировать контейнер с корпусами к токарно-винторезному станку.
Т14
Контейнер цеховой
15
16
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
8
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
010
41140 Токарно-винторезная
КЭ 103.20100000.00046(рис.9); ИОТ №
Б02
Токарно-винторезный станок 1К62
19149
4
1
1
1
1
-
О03
1. Установить корпус в 4-х кулачковый патрон (кулачки обратные) резьбовым отверстием М60 вверх, закрепить.
Т04
Патрон 7103-0049 ГОСТ 3890-82
О05
2. Рассточить изношенную резьбу М60х2-6Н до ф 61,8
Т06
Резец 2102-0027 ВОК-71 ГОСТ 18877-73; Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89
О07
3. Точить фаску 2х450.
Т08
Резец 2102-0027 ВОК-71 ГОСТ 18877-73; Угломер 2-2 ГОСТ 5378-88; Штангенглубиномер ШГ-160-0,05 ГОСТ 162-90
О09
4. Нарезать резьбу М64х2-6Н.
Т10
Резец 2662-0005 ВК6-М ГОСТ 18885-73; Пробка 8221-0192 ГОСТ 17756-72
О11
5. Открепить и уложить корпус в контейнер.
Т12
Контейнер цеховой
А13
015
04011 Транспортирование
ИОТ №
Б14
Тележка цеховая
16771
1
1
1
5
1
-
015
Транспортировать контейнер с корпусами к радиально-сверлильному станку.
Т16
Контейнер цеховой
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
9
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
020
42120 Радиально-сверлильная
КЭ 103.20100000.00046(рис.9); ИОТ №
Б02
Радиально-сверлильный станок 2Л53У
18355
4
1
1
1
1
-
003
1. Установить корпус на поворотный стол станка резьбовым отверстием М64 вверх, закрепить.
Т04
Прихваты с болтами цеховые
О05
2. Повернуть стол на 900, для рассверливания резьбового отверстия М8.
006
3. Рассверлить изношенную резьбу М8-6Н до ф 8,7+0,2
Т07
Сверло 2301-0190 ГОСТ 10903-77; Втулка 6100-0144 ГОСТ 13598-85; Втулка 6100-0141 ГОСТ 13598-85
О08
4. Нарезать резьбу М10х1,25-6Н.
009
4.1 Смазать отверстие перед нарезанием резьбы машинным маслом.
О10
4.2 Нарезать резьбу метчиком №1 (черновой).
011
4.3 Очистить резьбу от стружки и повторно смазать машинным маслом.
012
4.4 Нарезать резьбу метчиком №2 (чистовой).
Т13
Метчик 2621-1439.2 ГОСТ 3266-81; Метчик №2 2621-1437.2 ГОСТ 3266-81; Пробка 8221-0044 ГОСТ 17756-72
014
5. Открепить и уложить корпус в контейнер.
Т15
Контейнер цеховой
16
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р 10
черт. 150.200
103.50100000.00059Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
04011 Транспортирование
ИОТ №
Б02
Тележка цеховая
16771
1
1
1
5
1
-
003
Транспортировать контейнер с корпусами к месту сборки.
Т04
Контейнер цеховой
05
06
07
08
09
10
11
12
13
14
15
16
МК/КТПР
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
чет. 150.01.3сб
103.50100000.00060Р
ОАО "РЖД"
Промежуточная часть
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К01
Промежуточная часть со втулкой
черт. 150.01.3сб1
02
Исправление Деф.2 - Износ внутреннего диаметра седла клапана и Деф.3 - Ослабление плотности посадки седла в корпусе
А03
005
04011 Транспортирование
ИОТ №
Б04
Тележка цеховая
16771
1
1
1
5
1
-
О05
Транспортировать контейнер с промежуточными частями к прессу.
Т06
Контейнер цеховой
07
А08
010
88520 Распрессовывание
ИОТ №
Б09
Пресс гидравлический
17054
4
1
1
1
1
-
О10
Установить корпус промежуточной части на подставку, установленную на столе пресса, и выпрессовать негодное седло клапа
Т11
Подставка цеховая; Стержень цеховой
12
А13
015
04011 Транспортирование
ИОТ №
Б14
Тележка цеховая
16771
1
1
1
5
1
-
О15
Транспортировать контейнер с новыми седлами (изготовленными по черт. 150.119) к прессу.
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
чет. 150.01.3сб
103.50100000.00060Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Контейнер цеховой
02
А03
020
88230 Запрессовывание
ИОТ №
Б04
Пресс гидравлический
17054
4
1
1
1
1
-
О05
Установить корпус промежуточной части на стол пресса и запрессовать новое седло клапана
Т06
Стержень цеховой
07
А08
025
04011 Транспортирование
ИОТ №
Б09
Тележка цеховая
16771
1
1
1
5
1
-
О10
Транспортировать контейнер с промежуточными частями к слесарному верстаку
Т11
Контейнер цеховой
12
А13
030
01080 Слесарная
ИОТ №
Б14
Верстак слесарный
18559
1
1
1
1
1
-
О15
1. Зажать корпус промежуточной части с запрессованным седлом клапана в тисках.
Т16
Тиски 7827-0362 ГОСТ 4045-75
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
чет. 150.01.3сб
103.50100000.00060Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
2. Проверить и при необходимости развернуть отверстие в седле клапана ф 13+0,12 на глубину не менее 23,0 мм.
Т02
Развертка 2360-0139 Н6 ГОСТ 7722-77; Торцовка МТ9348-956; Нутромер НИ 10-18-1 ГОСТ 868-82;
03
Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89
О04
3. Калибровать резьбу М16х1,5-6Н в седле клапана под упорку
Т05
Метчик 2621-1611.2 ГОСТ 3266-81; Вороток цеховой; Пробка 8221-0068 ГОСТ 17756-72
06
А07
035
04011 Транспортирование
ИОТ №
Б08
Тележка цеховая
16771
1
1
1
5
1
-
О09
Транспортировать контейнер с промежуточными частями к месту сборки.
Т10
Контейнер цеховой
11
12
13
14
15
16
МК/КТПР

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.220
103.50100000.00061Р
ОАО "РЖД"
Крышка в сборе
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К01
Крышка
черт. 150.202; КЭ 103.20100000.00046(рис.10)
002
Исправление Деф.3 - Износ резьбового отверстия М8-6Н,
03
Деф.4 - Износ резьбового отверстия М5-6Н
А04
005
04011 Транспортирование
ИОТ №
Б05
Тележка цеховая
16771
1
1
1
5
1
-
О06
Транспортировать контейнер с крышками к слесарному верстаку.
Т07
Контейнер цеховой
08
А09
010
01080 Слесарная
ИОТ №
Б10
Верстак слесарный
18559
4
1
1
1
1
-
011
1. Зажать в тисках крышку, резьбовым отверстием М8-6Н вверх.
Т12
Тиски 7827-0362 ГОСТ 4045-75
О13
2. Рассверлить резьбовое отверстие М8-6Н до ф 8,7+0,2.
Т14
Машина сверлильная пневматическая ручная ИП-1009 ТУ 22-5806-84; Сверло 2300-0201 ГОСТ 10902-77
О15
3. Зенковать фаску 1,6х450, шероховатость Rа6,3.
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.220
103.50100000.00061Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Зенковка 2353-0108 ГОСТ 14953-80; Образцы шероховатости поверхности ГОСТ 9378-93
002
4. Нарезать резьбу М10х1,25-6Н, вручную.
Т03
Метчик 2621-1433.2 ГОСТ 3266-81; Вороток заводской; Пробка 8221-0044 ГОСТ 17756-72
О04
5. Переустановить крышку в тисках, резьбовыми отверстиями М5-6Н вверх.
Т05
Тиски 7827-0362 ГОСТ 4045-75
О06
6. Рассверлить резьбовые отверстия М5-6Н до ф 4,95+0,2.
Т07
Машина сверлильная пневматическая ручная ИП-1009 ТУ 22-5806-84; Сверло 2300-6173 ГОСТ 10902-77
О08
7. Зенковать фаску 1х450, шероховатость Rа6,3.
Т09
Зенковка 2353-0107 ГОСТ 14953-80; Образцы шероховатости поверхности ГОСТ 9378-93
О10
8. Нарезать резьбу М6-6Н, вручную.
Т11
Метчик 2621-1153.2 ГОСТ 3266-81; Вороток заводской; Пробка 8221-0030 ГОСТ 17756-72
О12
5. Открепить и уложить крышку в контейнер.
Т13
Контейнер цеховой
14
15
16
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.220
103.50100000.00061Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
015
04011 Транспортирование
ИОТ №
Б02
Тележка цеховая
16771
1
1
1
5
1
-
О03
Транспортировать контейнер с крышками к месту сборки.
Т04
Контейнер цеховой
05
06
07
08
09
10
11
12
13
14
15
16
МК/КТПР
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150-139
103.50100000.00062Р
ОАО "РЖД"
Корпус замка
РА
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
Исправление Деф.1 - Износ резьбы корпуса замка
02
А03
005
04011 Транспортирование
ИОТ №
Б04
Тележка цеховая
16771
1
1
1
5
1
-
О05
Транспортировать контейнер с корпусами замков к токарно-винторезному станку.
Т06
Контейнер цеховой
07
А08
010
41140 Токарно-винторезная
КЭ 103.20100000.00046 (рис.11); ИОТ №
Б09
Токарно-винторезный станок 1К62
19149
4
1
1
1
1
-
О10
1. Установить корпус замка на станке, закрепить в патроне.
Т11
Патрон 7100-0001 ГОСТ 2675-80
О12
2. Выверить соосность резьбового отверстия (В) относительно отверстий (А) и (Б)
13
Отклонение от соосности не должно превышать 0,1 мм
Т14
Индикатор ИЧ 02 кл. О ГОСТ 577-68; Штатив ШМ-II Н-8 ГОСТ 10197-70
О15
3. Расточить резьбовое отверстие М42х2-6Н до ф 42,9+0,3
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150-139
103.50100000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Резец 2102-1097 ВОК-71 ГОСТ 18877-73; Штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89
002
4. Точить фаску 2х450, шероховатость Rа6,3.
Т03
Резец 2102-1097 ВОК-71 ГОСТ 18877-73; Угломер 2-2 ГОСТ 5378-88; Образцы шероховатости поверхности ГОСТ 9378-93
О04
5. Нарезать резьбу М45х2-6Н.
05
5.1 Нарезать резьбу метчиком №1 (черновой).
06
5.2 Очистить резьбу от стружки и повторно смазать машинным маслом.
07
5.3 Нарезать резьбу метчиком №2 (чистовой).
Т08
Метчик №1 2621-2195.2 ГОСТ 3266-81; Метчик №2 2621-2193 ГОСТ 3266-81; Пробка 8221-0147 ГОСТ 17756-72
О09
10. Открепить и уложить корпус замка в контейнер.
Т10
Патрон 7100-0001 ГОСТ 2675-80; Контейнер заводской
11
А12
015
04011 Транспортирование
ИОТ №
Б13
Тележка цеховая
16771
1
1
1
5
1
-
014
Транспортировать контейнер с корпусами замков к слесарному верстаку.
Т15
Контейнер цеховой
16
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150-139
103.50100000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
020
01080 Слесарная
КЭ 103.20100000.00046 (рис.11); ИОТ №
Б02
Верстак слесарный
18559
4
1
1
1
1
-
О03
1. Зажать в тисках корпус замка, поверхностью крепления к корпусу электромагнита вверх.
Т04
Тиски 7827-0362 ГОСТ 4045-75
О05
2. Рассверлить резьбовые отверстия М6-6Н до ф 6,95+0,2 на глубину 12+1,1.
Т06
Машина сверлильная пневматическая ручная ИП-1009 ТУ 22-5806-84; Сверло 2300-0187 ГОСТ 10902-77
О07
3. Нарезать резьбу М8х1-6Н на глубину 10, вручную.
Т08
Метчик 2621-1221.2 ГОСТ 3266-81; Вороток заводской; Пробка 8221-0036 ГОСТ 17756-72
О09
4. Рассверлить отверстия ф 8,5+0,36 до ф 10,5+0,36.
Т10
Машина сверлильная пневматическая ручная ИП-1009 ТУ 22-5806-84; Сверло 2300-0212 ГОСТ 10902-77;
Т11
Нутромер НИ 10-18-1 ГОСТ 868-82
012
5. Открепить, уложить корпус замка в контейнер.
Т13
Тиски 7827-0362 ГОСТ 4045-75; Контейнер цеховой
14
15
16
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт. 150-139
103.50100000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
04011 Транспортирование
ИОТ №
Б02
Тележка цеховая
16771
1
1
1
5
1
-
О03
Транспортировать контейнер с корпусами замков к месту сборки.
Т04
Контейнер цеховой
05
06
07
08
09
10
11
12
13
14
15
16
МК/КТПР
ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р
1
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.510
103.50100000.00063Р
ОАО "РЖД"
Свисток в сборе
Н.контр.
Сморчкова
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
Исправление Деф.1 - Ослабление соединения штуцер - колпачок
А02
005
01080 Слесарная
ИОТ
Б03
Верстак слесарный
18559
4
1
1
1
1
-
004
1. Снять колпачок со штуцера
005
2. Очистить поверхности соединения от клея и обезжирить
М06
Шкурка шлифовальная ГОСТ5009-82; Бензин Б-70 ГОСТ 1012-72; Салфетка х/б
007
3. Склеиваемые поверхности смазать клеем и соединить, выдержать 30 минут
М08
Клей "88-Luxe" ТУ 2513-005-13238275-96
Т09
Кисть малярная ГОСТ 10597-87
10
11
12
13
14
15
МК/КТПР

ГОСТ 3.1118-82 форма 2
Дубл.
Взам.
Подл.
103.02100000.00020Р 13
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.260
103.50100000.00064Р
ОАО "РЖД"
Электромагнит в сборе
Н.контр.
Сморчкова
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К01
1. Катушка электромагнита
черт. 150.270; КЭ 103.20100000.00046 (рис.7а)
02
Исправление Деф.1 - Межвитковое замыкание или обрыв в витках обмотки
А03
005
01300 Очистка
ИОТ №
Б04
Верстак слесарный
18559
3
1
1
1
1
-
005
1. Снять верхний слой изоляции
Т06
Нож для отделочных работ ГОСТ 18975-86
007
2. Смотать провод негодной катушки
Т08
Приспособление для перемотки провода
009
3. Очистить корпус (каркас) от старой изоляции
Т10
Нож для отделочных работ ГОСТ 18975-86
011
4. Корпус протереть концами смоченными в растворе МЛ-80 конц. 20-25 кг/м3 при температуре 40-50
0С
М12
Раствор МЛ-80 ТУ 84-509-1-82; Ветошь обтирочная ГОСТ 5354-79
13
А14
010
01480 Изолирование
ИОТ №
Б15
Верстак слесарный
18559
3
1
1
1
1
-
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
1. Изолировать корпус электроизоляционной лакотканью одним слоем в полуперекрышу и проложить
02
электроизоляционным картоном
М03
Лакоткань ЛХМ-105-0,17 ТУ 16-И37.0012.002ТУ-90; Картон электроизоляционный ЭВТ-0,04 ГОСТ 2824-86
04
А05
015
85360 Намотка
ИОТ №
Б06
Станок намоточный СРН-05у
15236
3
1
1
1
1
-
007
1. Намотать обмотку из медного провода с эмалевой изоляцией в количест±ве 5100 20 витков
008
Контролировать по счетчику параметры катушки:
09
число слоев обмотки - 33; количество витков в слое - 155; общая длина провода - 816 м
010
При намотке строго соблюдать рядовую укладку витков в слое, выход обмотки за пределы фланцев каркаса катушки
11
не допускается
М12
Провод ПЭВ-1-0,355 ГОСТ 7262-78
013
2. Через каждые 2-6 слоев обмотки прокладывать слой конденсаторной бумаги
М14
Бумага КОН 2-30-60 ГОСТ 1908-88
015
3. Намотанную катушку для предохранения от развертывания обмотки скрепить изоляционной лентой
М16
Лента 1 ПОЛ-15 ГОСТ2162-97
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
020
03200 Контроль сопротивления
ИОТ №
Б02
Верстак слесарный
18590
3
1
1
1
1
-
003
1. Измерить активное сопротивление обмотки катушки
04
Активное сопротивление новой катушки при температуре 200С должно быть в пределах 135-155 Ом
Т05
Универсальный мост Р-316 или Р-333 ГОСТ 7165-93; ТУ 25-04-269-75
06
А07
025
85040 Разделка провода
ИОТ №
Б08
Верстак слесарный
18590
3
1
1
1
1
-
009
Отрезать два провода длиной 4±0 5 мм, зачистить изоляцию на концах и закрепить изоляцию суровой ниткой
М10
Провод БПВЛ 0,75 ТУ 16.505.911-76; Нитки швейные х/б "Экстра" суровые №10 ГОСТ 6309-93
Т11
Линейка 500 ГОСТ 427-75; Нож для отделочных работ ГОСТ 18975-86; Кусачки торцевые 7814-0125 ГОСТ 7282-75;
Т12
Инструмент для снятия изоляции проводов МБ1 (ОАО "Электромонтаж")
13
А14
030
81740 Лужение
ИОТ №
Б15
Верстак слесарный
18590
3
1
1
1
1
-
016
Облудить припоем ПОССу-40 концы каждого провода
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
4
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
М01
Припой Пор ПОССу 40 ГОСТ 21931-76; Канифоль ГОСТ 14201-83; Бензин Б-70 ГОСТ 1012-72
Т02
Ванночка для флюса; Ванночка эл. паяльная
03
А04
035
80000 Пайка
ИОТ №
Б05
Верстак слесарный
16456
3
1
1
1
1
-
006
1. Насадить на выводные концы проводов наконечники и обжать их
007
2. Пропаять наконечники припоем ПОССу -40
008
3. Припоять выводные провода к концам обмотки
Т09
Паяльник электрический ЭПСН-65/36 (65 Вт, 36 В) ГОСТ 7219-83; Ванночка с флюсом; Ванночка эл. паяльная
Т10
Пинцет ТУ 45-11-71; Оправка (по местным условиям); Молоток 7850-0102 ГОСТ 2310-77
М11
Припой Пор ПОССу 40 ГОСТ 21931-76; Канифоль ГОСТ 14201-83; Бензин Б-70 ГОСТ 1012-72
12
А13
040
01480 Изолирование
ИОТ №
Б14
Верстак слесарный
18590
3
1
1
1
1
-
015
1. Каждый провод изолировать в месте соединения изоляционной лентой, на длине 20 мм скрепить оба провода
16
бандажом из суровой нитки
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
5
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
М01
Лента 1 ПОЛ-15 ГОСТ 2162-97; Нитки швейные х/б "Экстра" суровые №10 ГОСТ 6309-93
Т02
Нож для отделочных работ ГОСТ 18975-86;
О03
2. В месте укладки выводных концов изолировать обмотку миткалевой лентой двумя слоями вполнахлест
Т04
Нож для отделочных работ ГОСТ 18975-86;
М05
Лента ЛЭ-16-1 ГОСТ 4514-78
006
3. Выводные провода уложить на обмотке и закрепить их бандажом из суровой нитки
Т07
Нож для отделочных работ ГОСТ 18975-86;
М08
Нитки швейные х/б "Экстра" суровые №10 ГОСТ 6309-93
О09
4. Изолировать катушку покровной изоляцией: на катушку наложить три слоя изоляции из миткалевой ленты с
10
одновременным закрытием выводных концов
Т11
Нож для отделочных работ ГОСТ 18975-86;
М12
Лента ЛЭ-16-1 ГОСТ 4514-78
13
А14
045
74190 Лакирование
ИОТ №
Б15
Стол слесарный
18590
3
1
1
1
1
-
016
1. Погрузить катушку в ванночку с лаком, выдержать в нем до прекращения выделения пузырьков воздуха, но не менее 10 мин.
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
6
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
М01
Ванночка для лака; Лак ФЛ-98 ГОСТ 12294-66
002
2. Вынуть катушку из ванночки, дать стечь излишкам лака и обтереть корпус (каркас) катушки снаружи и изнутри
03
х/бумажными концами, очистить наконечники выводов
М04
МЛ-80 ТУ 84-509-1-82; Ветошь обтирочная ГОСТ 5354-79
05
А06
050
01700 Сушка
ИОТ №
Б07
Сушильная печь
16063
3
1
1
1
1
-
008
Просушить катушку в печи при температуре 125-1400С в течение 2-х часов
09
А10
055 02200 Контроль линейных размеров
ИОТ №
Б11
Стол слесарный
18590
3
1
1
1
1
-
012
Проверить габаритные размеры катушки, которые должны соответствовать чертежным размерам
Т13
Штангенциркуль ШЦ-1-125-0,05 ГОСТ 166-89
14
А15
060
07650 Испытания электрические
ИОТ №
Б16
Стенд для испытания электрической прочности А 68.06.СД
18590
3
1
1
1
1
-
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
7
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
12974
4
1
1
1
1
-
002
Испытать электрическую прочность изоляции катушки в течение 1 минуты:
03
испытательное напряжение 1500 В переменного тока промышленной частоты
04
Пробой изоляции не допускается
05
006
Исправление Деф.2 - Повреждение покровной изоляции катушки
07
А08
005
01300 Очистка
ИОТ №
Б09
Верстак слесарный
18559
3
1
1
1
1
-
010
Снять верхний слой изоляции
Т11
Нож для отделочных работ ГОСТ 18975-86
12
А13
010
03940 Контроль надежности
ИОТ №
Б14
Верстак слесарный
18559
3
1
1
1
1
-
015
Проверить качество припоя выводных проводов к концам обмотки
Т16
Пинцет ТУ 45-11-71
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
8
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
015
80000 Пайка
ИОТ №
Б02
Верстак слесарный
16456
3
1
1
1
1
-
003
1. Ослабленные выводные провода припаять к концам обмотки
Т04
Паяльник электрический ЭПСН-65/36 (65 Вт, 36 В) ГОСТ 7219-83; Ванночка с флюсом; Ванночка эл. паяльная
Т05
Пинцет ТУ 45-11-71; Оправка (по местным условиям); Молоток 7850-0102 ГОСТ 2310-77
М06
Припой Пор ПОССу 40 ГОСТ 21931-76; Канифоль ГОСТ 14201-83; Бензин Б-70 ГОСТ 1012-72
А07
020
008
Повторить операции 040-060 Дефекта 1.
09 Исправление Деф.3 - Выводные провода с оборванными или поврежденными токоведущими жилами или с поврежденной изоляцией
А10
005
01300 Очистка
ИОТ №
Б11
Верстак слесарный
18559
3
1
1
1
1
-
012
1. Снять верхний слой изоляции
013
2. Отрезать негодный выводной провод, включая место припоя к обмотке
Т14
Нож для отделочных работ ГОСТ 18975-86
А15
010
016
Повторить переходы 025-060 Дефекта 1.
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р
9
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К01
2. Корпус электромагнита
черт. 150.143; КЭ 103.20100000.00046(рис.7)
02
Исправление Деф.2 - Износ резьбовых отверстий под болты крепления замка
А03
005
04011 Транспортирование
ИОТ №
Б04
Тележка цеховая
16771
1
1
1
5
1
-
005
Транспортировать контейнер с корпусами к радиально-сверлильному станку.
Т06
Контейнер цеховой
07
А08
010
42120 Радиально-сверлильная
ИОТ №
Б09
Радиально-сверлильный станок 2Л53У
18355
4
1
1
1
1
-
010
1. Установить корпус на поворотный стол станка основанием вниз, закрепить.
Т11
Прихваты с болтами цеховые
012
2. Повернуть стол на 600, для рассверливания двух резьбовых отверстий М8.
013
3. Рассверлить проходное отверстие до ф 8,7+0,2
Т14
Сверло 2301-0190 ГОСТ 10903-77; Втулка 6100-0144 ГОСТ 13598-85; Втулка 6100-0141 ГОСТ 13598-85;
015
4. Нарезать резьбу М10х1,25-6Н на длину 15 мм.
016
4.1 Смазать отверстие перед нарезанием резьбы машинным маслом.
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р 10
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
4.2 Нарезать резьбу метчиком №1 (черновой).
002
4.3 Очистить резьбу от стружки и повторно смазать машинным маслом.
003
4.4 Нарезать резьбу метчиком №2 (чистовой).
Т04
Метчик 2621-1431.2 ГОСТ 3266-81; Метчик №2 2621-1429.2 ГОСТ 3266-81; Пробка 8221-0045 ГОСТ 17756-72
005
5. Открепить и уложить корпус в контейнер цеховой
06
А07
015
04011 Транспортирование
ИОТ №
Б08
Тележка цеховая
16771
1
1
1
5
1
-
009
Транспортировать контейнер с корпусами к месту сборки.
Т10
Контейнер цеховой
11
К12
3. Сердечник электромагнита
черт. 150.02.058Б; КЭ 103.20100000.00046(рис.7)
013
Исправление Деф.1 - Износ диаметра проходных отверстий во фланце под винты крепления к корпусу
14
А15
005
04011 Транспортирование
ИОТ №
Б16
Тележка цеховая
16771
1
1
1
5
1
-
МК/КТПР
ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р 11
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
001
Транспортировать контейнер с сердечниками к месту наплавки.
Т02
Контейнер цеховой
03
А04
010
91100 Наплавка
103.60191100.00002Р; ИОТ №
Б05
900 Стенд для наплавки
19756
4
2
1
1
1
-
006
Заплавить изношенные отверстия
07
А08
015
04011 Транспортирование
ИОТ №
Б09
Тележка цеховая
16771
1
1
1
5
1
-
010
Транспортировать контейнер с сердечниками к токарному станку
Т11
Контейнер цеховой
12
А13
020
4110 Токарная
ИОТ №
Б14
Токарно-винторезный 1К62
19149
3
1
1
1
1
-
015
1. Установить сердечник на станок и закрепить в патроне за цилиндрическую поверхность
Т16
Патрон 7100-0026 ГОСТ 2675-80
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р 12
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
2. Точить основание фланца сердечника после наплавки отверстий, выдерживая высоту сердечника 65-0,12, шероховатость Rа
6
001
Т02
Резец 2102-1104 Т15К6 ГОСТ 18877-73; Образцы шероховатости ГОСТ 9378-93; Скоба СИ 100 ГОСТ 11098-75
3. Точить основание фланца сердечника с другой стороны после наплавки отверстий, выдерживая высоту фланца 6-0,16,
003
04
шероховатость Rа 6,3
Т05
Резец 2101-0052 Т15К6 ГОСТ 18879-73; Образцы шероховатости ГОСТ 9378-93; Скоба СИ 50 ГОСТ 11098-75
006
4. Открепить, уложить сердечник в контейнер
Т07
Контейнер цеховой
08
А09
025
04011 Транспортирование
ИОТ №
Б10
Тележка цеховая
16771
1
1
1
5
1
-
011
Транспортировать контейнер с сердечниками к сверлильному станку
Т12
Контейнер цеховой
13
А14
030
42100 Сверлильная
ИОТ №
Б15
Настольно-сверлильный станок 2М112
18355
4
1
1
1
1
-
016
1. Установить сердечник на стол станка, установить кондуктор, закрепить
МК/КТПР

ГОСТ 3.1118-82 форма 1б
Дубл.
Взам.
Подл.
103.02100000.00020Р 13
черт.150.260
103.50100000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тпз
Тшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Кондуктор цеховой; Прихваты с болтами цеховые
002
2. Просверлить четыре сквозных отверстия ф 3,5+0,3 после наплавки
Т03
Сверло 2300-0667 ГОСТ 4010-77; Щтангенциркуль ШЦ-II- 125-0,05 ГОСТ166-89
004
3. Снять кондуктор, открепить и уложить сердечник в контейнер
Т05
Контейнер цеховой
06
А07
035
04011 Транспортирование
ИОТ №
Б08
Тележка цеховая
16771
1
1
1
5
1
-
009
Транспортировать контейнер с сердечниками к месту сборки
Т10
Контейнер цеховой
11
12
13
14
15
16
МК/КТПР

ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.260
103.60188000.00009Р
ОАО "РЖД"
Электромагнит в сборе
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
КЭ 103.20100000.00046Р (рис.7)
88000 Сборка
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Катушка электромагнита
черт. 150.270
шт.
1
04
2. Корпус электромагнита
черт. 150.143
шт.
1
05
3. Сердечник
черт. 150.02.058 Б
шт.
1
06
4. Шток
черт. 150.217
шт.
1
07
5. Втулка предохранительная
черт. 150.138
шт.
1
08
6. Прокладка
черт. 150.02.065
шт.
2
09
7. Прокладка
черт. 150.02.064 пп
шт.
2
10
8. Винт М3-6gх12.36.10.016
ГОСТ 17473-72
шт.
4
11
9. Якорь
черт. 150.02.062 А
шт.
1
12
10. Шайба
черт.150.02.061
шт.
1
13
11. Гайка 2М8.5.10.05
ГОСТ 5915-70
шт.
2
14
015
1. Все детали перед сборкой протереть салфетками слегка смоченными в растворе МЛ-80 конц.20-25 кг/м3 при темп.40-500С,
ОК

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.260
103.60188000.00009Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
01
затем протереть чистыми безворсными сухими салфетками
М02
МЛ-80 ТУ 84-509-1-82; Салфетки технические ГОСТ 29250-91
003
2. Вставить шток поз.4 в сердечник поз.3, одеть на шток шайбу поз.10, а затем якорь поз.9
004
3. Отрегулировать ход якоря в пределах 1,4-1,7 мм, навернув на шток две гайки М8 поз.11
Т05
Приспособление для проверки хода якоря заводское; Ключ 7812-1615 ГОСТ 2588-83
006
4. Одеть на концы катушки поз.1 предохранительную втулку поз.5, вставить катушку со втулкой в корпус электромагнита
007
5. Вставить в корпус электромагнита с катушкой якорь с сердечником в сборе, положив на оба бурта сердечника
08
паронитовые прокладки поз.7 между сердечником и катушкой и поз.6 между сердечником и корпусом электромагнита
009
Риски на сердечнике и корпусе, сделанные при разборке совместить
010
Катушка не должна иметь продольных перемещений в корпусе электромагнита. При необходимости допускается установка
11
двух прокладок поз.7 для устранения продольного люфта катушки и двух прокладок поз.6 для устранения зазора между
12
сердечником и корпусом
013
6. Прикрепить сердечник к корпусу четырьмя винтами М3 поз.8
Т14
Отвертка 7810-0915 ГОСТ 17199-88
15
16
17
ОК
ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.06сб А
103.60188000.00004Р
ОАО "РЖД"
Кронштейн в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
КЭ 103.20100000.00046Р (рис. 2)
8800 Сборка
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Кронштейн
черт. 150-06-092
шт.
1
04
2. Фильтр в сборе
черт. 216-1497С
шт.
1
05
3. Уплотнение
черт. 216-1496
шт.
1
06
4. Наконечник
черт. 216-1495Б
шт.
1
07
5. Гайка накидная
черт. 216-1494А
шт.
1
08
6. Штуцер
черт. 222.63
шт.
1
09
7. Уплотнение
черт. 334-1729А-1
шт.
1
10
8. Гайка накидная
черт. 334-1730
шт.
1
11
9. Заглушка
черт. 170-03-03
шт.
2
12
10. Прокладка
черт. 170-03-14
шт.
2
13
014
1. Продуть каналы кронштейна сухим сжатым воздухом
Т15
Шланг воздушный

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.06сб А
103.60188000.00004Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
001
2. Ввернуть в заднюю стенку кронштейна заглушку поз.9, проложив между ними прокладку из листового алюминия поз.10
02
Предварительно смазать заглушку разведенным суриком
Т03
Ключ торцовый квадратный 12х12 ГОСТ 25601-83
004
3. Ввернуть в кронштейн штуцер поз.6, проложить новое уплотнение поз.7 и навернуть гайку поз.8
05
Штуцер смазать смазкой, выступившую смазку протереть ветошью
Т06
Ключ 7811-0026 ГОСТ 2839-80
М07
Смазка ЖД ТУ 32 ЦТ 548-83
008
4. Вставить в отвод кронштейна фильтр поз.2 смазанный маслом, навернуть на отвод гайку поз.5 с наконечником поз.4,
09
проложив между наконечником и кронштейном уплотнение поз.3
Т10
Ключ 7811-0148 ГОСТ 2841-80
М11
Масло для вентиляторных фильтров ГОСТ 7611-75
О12
5. После испытания собранного ЭПК повторить переход 2 для заглушки внизу кронштейна
13
14
15
16
17
ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
3
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.200
103.60188000.00005Р
ОАО "РЖД"
Корпус электропневматического клапана в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
КЭ 103.20100000.00046Р (рис. 3)
88000 Сборка
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Гайка 2М8.5.10.05
ГОСТ 5915-70
шт.
1
04
2. Шайба 8.65Г.05
ГОСТ 6402-70
шт.
1
05
3. Шайба 8.01.10.05
ГОСТ 11371-68
шт.
1
06
4. Шайба
черт.150.144
шт.
1
07
5. Напрявляющая
черт. 150.01.008
шт.
1
08
6. Втулка направляющая
черт. 150.01.003
шт.
1
09
7. Прокладка
черт. 150.01.009
шт.
1
10
8. Пробка
черт. 222.27
шт.
1
11
9. Клапан в сборе
черт.150.024
шт.
1
12
10. Седло электромагнитного клапана
черт. 150.118
шт.
1
13
11. Пружина
черт. 150.01.014
шт.
1
14
12. Седло клапана
черт. 150.01.015А
шт.
1
15
13. Поршень
черт. 150-01-121
шт.
1

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.200
103.60188000.00005Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К01
14. Манжета воздухораспределителя
черт. 270.317
шт.
1
02
15. Втулка поршневая
черт. 150-01-002
шт.
1
03
16. Корпус
черт. 150-01-001Б
шт.
1
04
17. Уплотнение клапана
черт. 135.01.17Р
шт.
1
05
006
1. Собрать "поршень в сборе":
07
вложить в поршень поз.13 прокладку поз.3, надеть манжету воздухораспределителя поз.14, предварительно смазав поршень
08
смазкой, надеть на направляющую поз.5 шайбу поз.4 и вставить в поршень, закрепить ее гайкой поз. 1, предварительно
09
подложив шайбу поз.3 и пружинную шайбу поз.2
Т10
Оправка (по местным условиям); Ключ 7811-0121 ГОСТ 2841-80
М11
Смазка ЖТКЗ-65 ТУ 0254-004-01055954-02
012
2. Установить в корпус "поршень в сборе":
13
смазать поверхность впрессованной в корпус втулки поз.15 тонким слоем смазки; вставить во втулку корпуса новую
14
пружину поз.11 (Пружина должна подвергаться отпуску в электропечи при t=300-320 0С в течение 15 минут. Поверхность
15
пружины оксидировать); установить в корпусе поршень в сборе, смазав направляющую смазкой,
16
ввернуть в корпус седло клапана поз.12, предварительно смазав резьбовую поверхность смазкой
Т17
Ключ торцовый квадратный 27х27 ГОСТ 25601-83
ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
3
103.02100000.00020Р
черт. 150.200
103.60188000.00005Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
М01
Смазка ЖТКЗ-65 ТУ 0254-004-01055954-02; Смазка ЖД ТУ 32 ЦТ 548-83
002
3. Ввернуть в корпус пробку поз.8, смазав резьбу смазкой
Т03
Ключ 7811-0121 ГОСТ 2841-80
М04
Смазка ЖД ТУ 32 ЦТ 548-83
005
4. Вставить в гнездо электромагнитного клапана поз.9 уплотнение, предварительно обезжирив и смазав клеем
06
соприкасающиеся поверхности гнезда клапана и уплотнения, выдержать 1-2 часа, обработать шлифовкой поверхность
07
резины заподлицо с гнездом
М08
Уайт-спирит ГОСТ 3134-78; Клей "88-Luxe" ТУ 2513-005-13238275-96; Кисть малярная ГОСТ 10597-87
М09
Шкурка шлифовальная ГОСТ 5009-82
010
5. Вставить клапан в седло, предварительно смазав соприкасающиеся поверхности смазкой
М11
Смазка ЖТКЗ-65 ТУ 0254-004-01055954-02
12
13
14
15
16
17

ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
2
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.200
103.60188000.00006Р
ОАО "РЖД"
Промежуточная часть в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
КЭ 103.20100000.00046Р (рис. 4)
88000 Сборка
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Толкатель
черт. 150.01.025
шт.
1
04
2. Промежуточная часть
черт. 150.01.3сб1
шт.
1
05
3. Диафрагма
черт. 150.01.120
шт.
1
06
4. Упорка
черт. 150.120
шт.
1
07
5. Пружина
черт.305.108
шт.
1
08
6. Гнездо клапана
черт. 150.122
шт.
1
09
7. Уплотнение клапана
черт. 150.123
шт.
1
10
8. Штифт
черт. 150.023
шт.
1
11
9. Переключатель
черт. 150.205
шт.
1
12
013
1. Смазать клеем выточку в гнезде клапана поз.6, окунуть уплотнение поз.7 в клей, предварительно зашкурив и обезжирив его
М14
Шкурка шлифовальная ГОСТ5009-82; Уайт-спирит ГОСТ 3134-78; Ванночка для клея;
М15
Клей "88-Luxe" ТУ 2513-005-13238275-96; Кисть малярная ГОСТ 10597-87

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.200
103.60188000.00006Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
001
2. Посадить в выточку уплотнение, зажать деталь в приспособлении, выдержать 1-2 часа,
01
затем обработать поверхность резины шлифовкой
Т03
Приспособление заводское
004
3. Вставить в промежуточную часть поз.2 клапан в сборе и пружину поз.5, предварительно промыв ее раствором Лабомид 203
05
конц.20-25 кг/м3 при темп.40-500С, протереть чистой салфеткой
Т06
Пинцет ТУ 45-11-71; Лабомид 203 ТУ 38-10738-80; Салфетки технические ГОСТ 29250-91
007
4. Ввернуть в седло клапана упорку поз.4
Т08
Отвертка специальная заводская
009
5. Испытать возбудительный клапан на воздухонепроницаемость путем обмыливания при давлении сжатого воздуха 7 атм.
10
Плотность считается достаточной, если образовавшийся пузырь удерживается не менее 8-10 сек.
Т11
Приспособление для испытания на плотность заводское
М12
Мыло хозяйственное твердое ГОСТ 30266-95; Вода питьевая ГОСТ 2874-82: Кисть малярная ГОСТ 10597-87
13
14
15
16
17

ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
3
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт. 150.340
103.60188000.00008Р
ОАО "РЖД"
Замок в сборе
РА
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
КЭ 103.20100000.00046Р (рис.6)
88000 Сборка
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1. Толкатель
черт. 150.03.120-2
шт.
1
04
2. Корпус замка
черт. 150.139
шт.
1
05
3. Муфта
черт. 150.141
шт.
1
06
4. Болт М6-6gх12.36.10.05
ГОСТ 7805-70
шт.
2
07
5. Шайба 6Л 65Г.05
ГОСТ 6402-70
шт.
3
08
6. Накладка
черт. 150.03.117
шт.
1
09
7. Шарик 7,938 - 100
ГОСТ 3722-81
шт.
2
10
8. Пружина
черт. 150.203
шт.
2
11
9. Эксцентрик
черт. 150.115
шт.
1
12
10. Опора
черт.150.03.074Г
шт.
1
13
11. Шайба
черт. 150.129
шт.
1
14
12. Кулачок
черт. 150.206
шт.
1
15
13. Шпонка сегментная 4х6,5
ГОСТ 24071-97
шт.
1
ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
2
черт. 150.340
103.60188000.00008Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К01
14. Шайба 6.01.10.05
ГОСТ 11371-68
шт.
1
02
15. Гайка 2М6-6H.5.10.05
ГОСТ 5915-70
шт.
1
03
16. Упорка
черт.150.03.119
шт.
1
04
17. Пружина
черт. 150.03.122
шт.
1
05
18. Кольцо стопорное
черт. 150.03.121
шт.
1
06
007
1. Собрать буфер замка: ставить в упорку поз.16 новую пружину поз.17, вложить в упорку толкатель поз.1 и застопорить его
08
введя в паз упорки стопорное кольцо поз.18
Т09
Тиски 7827-0362 ГОСТ 4045-75; Оправка заводская
010
2. Перед сборкой замка продуть сжатым воздухом корпус и другие детали
011
Все входящие в узел детали протереть салфетками слегка смоченными в растворе Лабомид 203, протереть чистыми салфе
М12
Лабомид 203 ТУ 38-10738-80
Т13
Шланг воздушный; Салфетки технические ГОСТ 29250-91
014
3. Вставить в отверстия корпуса две новые пружины поз.8 и два шарика поз.7
15
Вставить муфту поз.3 в корпус замка, смазав трущиеся поверхности тонким слоем смазки
М16
Смазка ЖТКЗ-65 ТУ 0254-004-01055954-02
017
4. Наложить накладку поз.6 и прикрепить ее к корпусу двумя болтами М6 поз.4, подложив под болты пружинные шайбы поз.5

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
103.02100000.00020Р
3
черт. 150.340
103.60188000.00008Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
Т01
Ключ 7812-1606 ГОСТ 25788-83
002
5. Вставить эксцентрик поз.9 в корпус замка, смазав трущиеся поверхности смазкой
М03
Смазка ЖТКЗ-65 ТУ 0254-004-01055954-02
004
6. Ввернуть опору поз.10 в корпус, смазав резьбовую поверхность смазкой
Т05
Ключ рожковый 34 ОСТ 2 И90-2-87
М06
Смазка ЖД ТУ 32 ЦТ 548-83
007
7. Надеть на хвостовик эксцентрика шайбу поз.11, установить шпонку сегментную поз.13 и кулачок поз.12
008
Закрепить кулачок гайкой М6 поз.15, подложив под гайку шайбу поз.14 и пружинную шайбу поз.5
Т09
Ключ 7812-1606 ГОСТ 25788-83
010
8. Вставить в отверстие корпуса буфер в сборе, смазав трущиеся поверхности смазкой
М11
Смазка ЖТКЗ-65 ТУ 0254-004-01055954-02
О12
9. Опробовать ключом действие замка - поворот ключа в замке должен быть легким , без заеданий.
13
При положении ключа в крайнем правом положении должна быть исключена возможность его изъятия из замка
14
15
16
17

ГОСТ 3.1407-86 форма 1
Дубл.
Взам.
Подп.
103.02100000.00020Р
5
1
Разраб.
Семенихина
ПКТБл
Проверил
Куваев
черт.150 сбИ
103.60188000.00010Р
ОАО "РЖД"
Клапан электропневматический автостопа
Н.контр.
Сморчкова
Код, наименование операции
Обозначение документа
МИ
01
КЭ 103.20100000.00046Р (рис.1)
88610 Сборка
Код, наименование оборудования
Тв
То
02
Верстак слесарный
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К03
1 Свисток в сборе
черт. 150.510
шт.
1
04
2 Болт М10-6gх90.36.10.05
ГОСТ 7798-70
шт.
4
05
3 Болт М10-6gх50.36.10.05
ГОСТ 7795-70
шт.
2
06
4 Шайба 10.65Г.05
ГОСТ 6402-70
шт.
2
07
5 Гайка М10-6H.5.10.05
ГОСТ 5915-70
шт.
4
08
6 Гайка М10-6H.5.10.05
ГОСТ 5915-70
шт.
2
09
7 Гайка М16-6H.5.10.05
ГОСТ 5915-70
шт.
4
10
8 Болт М16-6gх55.36.10.05
ГОСТ 7798-70
шт.
4
11
9 Прокладка
черт. 150.01.055
шт.
1
12
10 Промежуточная часть в сборе
черт. 150.01.3сб
шт.
1
13
11 Переключатель
черт. 150.205
шт.
1
14
12 Пружина
черт. 150.01.036
шт.
1
15
13 Концевой выключатель ВПК-2010
черт. 150.330
шт.
1
ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
2
103.02100000.00020Р
черт.150 сбИ
103.60188000.00010Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
К01
14 Крышка в сборе
черт. 150.220сб
шт.
1
02
15 Упорка регулирующая
черт. 150.01.037
шт.
1
03
16 Кронштейн с клеммами в сборе
черт. 150.280
шт.
1
04
17 Шайба 8.01.10.05
ГОСТ 11371-68
шт.
1
05
18 Болт М8-6gх12.36.10.05
ГОСТ 7808-70
шт.
1
06
19 Ключ замка
черт.150.146
шт.
2
07
20 Замок в сборе
черт.150.340
шт.
1
08
21 Болт М8-6gх20.36.10.05
ГОСТ 7808-70
шт.
2
09
22 Шайба 8H65Г.05
ГОСТ 6402-70
шт.
2
10
23 Прокладка
черт. 150.03.104
шт.
1
11
24 Электромагнит в сборе
черт. 150.260
шт.
1
12
25 Кожух в сборе
черт. 150.07сб
шт.
1
13
26 Пружина
черт. 150.218
шт.
1
14
27 Электропневматическая часть в сборе
черт. 150.200
шт.
1
15
28 Кронштейн в сборе
черт. 150.06сб
шт.
1
16
17

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
3
103.02100000.00020Р
черт.150 сбИ
103.60188000.00010Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
001
1. Поставить корпус электропневматической части поз.27 седлом вниз, вложить в выточку корпуса диафрагму и установить
02
на диафрагму толкатель
003
2. Вставить промежуточную часть поз.10 в корпус на диафрагму, смазав предварительно промежуточную часть смазкой
04
по выточке сопрягаемой с корпусом
М05
Смазка ЖТКЗ-65 ТУ 0254-004-01055954-02
006
3. Установить на промежуточную часть переключатель поз.11 и крышку поз.14, предварительно ввернув в нее болт
07
для фиксации упорки черт. 305.308, затягивающийся гайкой 2М8-6g.10.05 ГОСТ 5915-70
Т08
Ключ 7811-0109 ГОСТ 2841-80; Отвертка специальная заводская
009
4. Вставить в совмещенные отверстия крышки, промежуточной части и корпуса четыре сквозных болта М10 поз.2
010
5. Вставить в крышку новую пружину поз.12 и ввернуть регулировочную упорку поз.15, смазав резьбу упорки смазкой
011
Пружина должна подвергаться отпуску в электропечи при t=300-3200С в течении 15 минут. Поверхность пружины оксидироват
Т12
Ключ 7811-0025 ГОСТ 2839-80
М13
Смазка ЖД ТУ 32 ЦТ 548-83
014
6. Установить кронштейн с клеммами в сборе поз.16 на крышку поз.14 с правой стороны и завести прорези в лапах кронштейн
15
под головки двух болтов М10 поз.2, крепящих крышку к корпусу
016
7. Навернуть на четыре болта М10 поз.2 гайки М10 и затянуть их до отказа
Т17
Ключ 7811-0473 ГОСТ 2839-80

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
4
103.02100000.00020Р
черт.150 сбИ
103.60188000.00010Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
001
8. Установить на крышку поз.14 с левой стороны концевой выключатель ВПК 2010 поз.13 и прикрепить его к крышке
02
двумя винтами М5-6gх10.36.10.016 ГОСТ 6402-70, положив под головки винтов пружинные шайбы 5Л65.Г05 ГОСТ 6402-70
Т03
Отвертка 7810-0932 ГОСТ 17199-88
004
9. Вложить в корпус поз.27 новую пружину клапана электропневматического вентиля поз.26
005
Пружина должна подвергаться отпуску в электропечи при t=300-3200С в течении 15 минут. Поверхность пружины оксидироват
006
10. Установить электромагнит в сборе поз.24 в корпус поз.27, совместив отверстия под болты в корпусе и основании
07
электромагнита, прикрепить электромагнит к корпусу двумя болтами М10 поз.3 с гайками М10 поз.6; под гайки подложить
08
пружинные шайбы 10.65Г.05 поз.4
Т09
Ключ 7811-0473 ГОСТ 2839-80
010
11. Прикрепить замок в сборе поз.20 к электромагниту двумя болтами М8 поз.21, подложив под головки болтов пружинные
11
шайбы поз.22; между основанием замка и корпусом электромагнита проложить новую прокладку поз.23
Т12
Ключ 7811-0471 ГОСТ 2839-80
013
12. Ввернуть свисток в корпус ЭПК, не затягивая до отказа
014
13. Выполнить электрический монтаж ЭПК согласно схеме ЭПК-150сб.И - КЭ 103.20100000.00046Р(рис.14):
015
Перед монтажом тщательно осмотреть провода, контактные поверхности наконечников
016
13.1 Отвернуть по одной гайке и снять по одной шайбе с каждого контактного штыря двухштыревых клемм, установленных
17
на кронштейне

ГОСТ 3.1407-86 форма 1а
Дубл.
Взам.
Подл.
5
103.02100000.00020Р
черт.150 сбИ
103.60188000.00010Р
К/М
Наименование детали,сб.единицы или материала
Код, обозначение
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
Т01
Ключ 7811-0457 ГОСТ 2839-80
002
13.2 Надеть на штыри 5, 6, 4 три провода поз.3, вторые концы этих проводов присоединить к клеммам концевого
03
выключателя ВП19-21, штыри 5, 6 должны быть соединены перемычкой поз.4
004
13.2 Надеть на штыри 7, 8, 1 три провода поз.5, вторые концы этих проводов присоединить к клеммам концевого
05
выключателя ВПК-2010
006
13.3 Надеть на штыри 2, 3 два провода поз.1, вторые концы этих проводов присоединить к клеммам концевого
07
выключателя ВП19-21
008
13.4 Присоединить один вывод катушки электромагнита к клемме концевого выключателя ВПК 2010, второй надеть на штыр
009
13.5 Соединить перемычкой поз.2 две клеммы концевого выключателя ВП19-21
10
11
Примечание: все провода и перемычки заменить на новые, изготовленные согласно чертежам
12
13
14
15
16
17

ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.02100000.00020Р 15
3
черт. 150.200
103.20100000.00046Р
1 - Г а йк а 2 М 8 - 6 Н .5.10 .0 5 Г О СТ 5 9 15 - 7 0
1
2
3
4
5
6
7
2
-
Шай б а 8 65 Г 0 5 Г О СТ 6 4 0 2 -7 0
3
-
Шай б а 8 .0 1.10 .0 5 Г О СТ 1 137 1 - 7 8
4
-
Шай б а ч е рт . 1 5 0 .14 4
5
-
Н апр а в л я ю щ ая ч е рт . 1 5 0 .0 1 .0 0 8
6
-
В т ул к а н а пр а в л я ю щ а я ч е рт . 15 0 .0 10
0
3
7
-
Пр ок л а д к а ч е рт . 1 5 0 .0 1.0 0 9
8
-
Пр об к а ч е рт . 2 2 2 .27
9
-
Кл ап а н в с б ор е ч е рт . 15 0 .0 2 4
10 - С е дл о э л ек т р о м а г н и т н о г о к л ап а н а ч е рт . 15 0 .1 18
11 - П р уж и н а ч е рт . 1 5 0 .0 1.0 1 4
12 - С е дл о к л ап а н а ч е рт . 15 0 .0 1.0 1 5 А
16
15
14
13
12
11
10
9
8
13 - П о рш е н ь ч е рт . 1 5 0 - 0 1- 12 1
14 - М а н ж е т а в о зд у хо р а с п р е д е л и т е л я ч е рт . 2 7 0 .31 7
15 - В т ул к а п о рш н е в а я ч е рт . 1 5 0 - 0 1- 0 0 2
16 - К о рп у с ч е рт . 1 5 0 - 0 1- 0 0 1Б
Рисунок 3. Корпус электропневматического клапана в сборе
КЭ
Карта эскизов
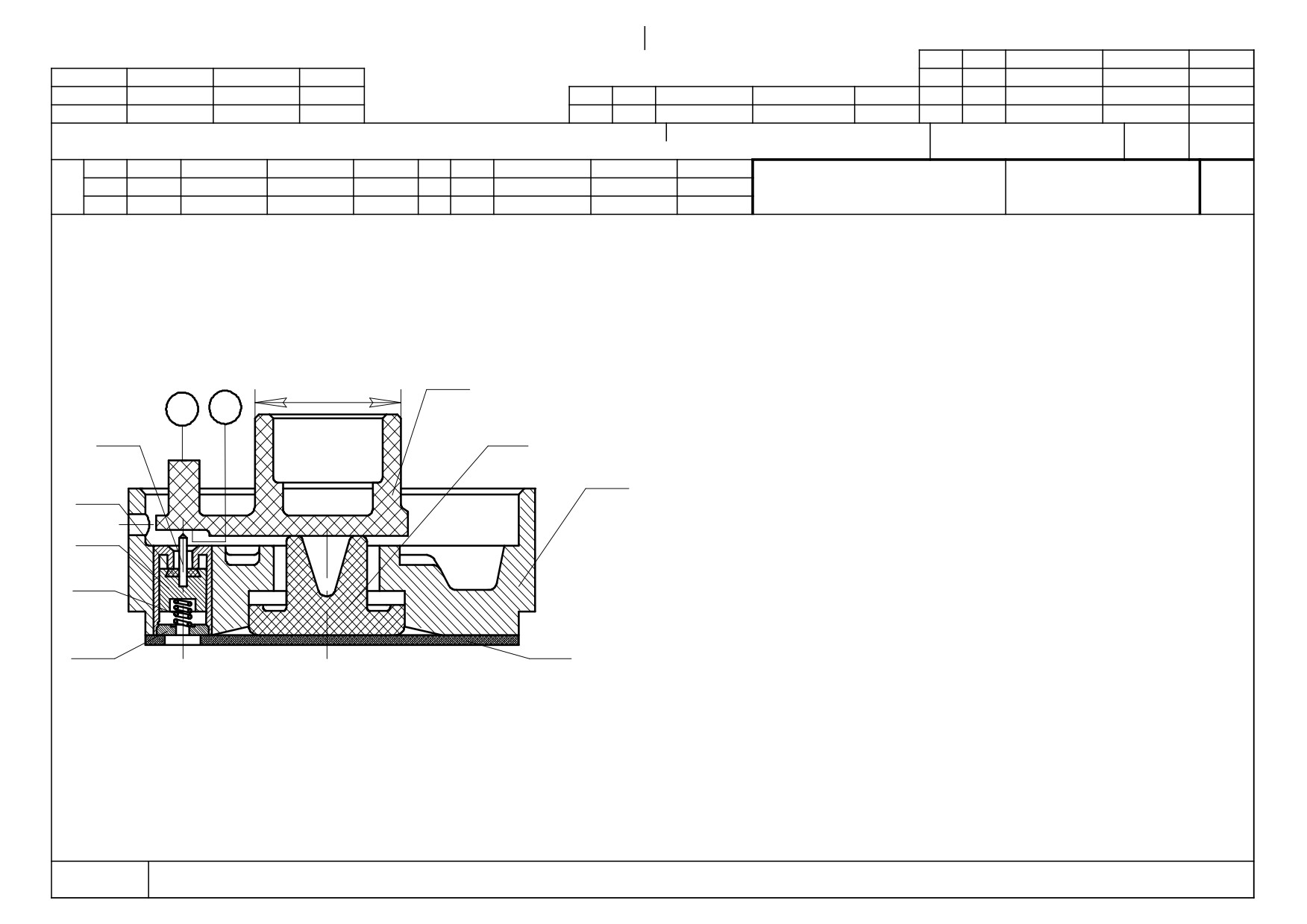
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.02100000.00020Р 15
4
черт. 150.01.3 сб
103.20100000.00046Р
9
D
1 - Т о лк а т е л ь ч е рт . 1 5 0 .0 1.0 2 5
А
Б
8
1
2
-
Пром е ж у т о ч н а я ч а ст ь ч е рт . 15 0 .0 3.3 с б 1
3
-
Диа ф р а г м а ч е рт . 15 0 .0 1.12 0
2
7
4
-
Уп ор к а ч е рт ь . 1 5 0 .12 0
5
-
Пруж и н а ч е рт . 3 0 5.10 8
6
6
-
Гн ез д о к л ап а н а ч е рт . 15 0 .12 2
5
7
-
Уп ло т н е н и е к л ап а н а ч е рт . 15 0 .12 3
8
-
Шт и ф т ч е рт . 1 5 0 .0 2 3
4
3
9
-
Пере к л ю ч а т е л ь ч е рт . 15 0 .2 0 5
Рисунок 4 Промежуточная часть в сборе
КЭ
Карта эскизов

ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.02100000.00020Р 15
11
черт. 150.139
103.20100000.00046Р
25
±0
,1
25
±0
,1
2
•
45
Å
А
Б
В
9
2
+0
,3
6
2
от
в
,
ф
8
,
5
* - размеры для справок
Рисунок 11. Корпус замка
КЭ
Карта эскизов

ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.02100000.00020Р 15
6
черт. 150.340
103.20100000.00046Р
1 - Т ол к а т е л ь ч е р т . 1 5 0 . 0 3 .12 0 - 2
2
-
Кор п у с з а м к а ч е р т . 1 5 0 .1 39
3
-
Му ф т а ч е р т . 1 5 0 . 14 1
6
7
8
9
1
0
1
1
12
13
4
-
Бол т М 6 - 6 g х 12 .3 6 1 0 0
5
Г О СТ 7 8 0 5- 7 0
5
14
5
-
Ша й б а 6 Л 6 5 Г 0 5 ГО С Т 6 4 02 - 7 0
6
-
Нак л а д к а ч е р т . 1 5 0 . 0 3 .11 7
7
-
Ша р и к 7 9 3 8 - 10 0 Г О С Т 3 7 2 2 - 8 1
8
-
Пру ж и н а - че р т . 1 5 0 . 2 0 3
15
4
9
-
Экс ц е н т р и к ч е р т . 1 5 0 . 11 5
10 - О по р а ч е р т . 1 5 0 . 0 3 .0 7 4 Г
1
6
11 - Ш а й б а ч е р т . 1 5 0 . 12 9
3
2
12 - К ул а ч о к ч е р т . 1 5 0 . 2 0 6
1
7
1
1
8
13 - Ш п о н к а с е г м е н т н а я 4 х 6 ,5 Г О С Т 2 4 0 7 1- 9 7
14 - Ш а й б а 6 0 1.1 0 . 0 5 Г О С Т 11 3 7 1 - 7 8
15 - Га й к а 2 М 6 - 6 Н .5
10 .0 5 Г О С Т 5 9 15 - 7 0
16 - У по р к а ч е р т . 1 5 0 . 0 3 .119
17 - П ру ж и н а ч е р т . 1 5 0 . 0 3 .12 2
18 - К ол ь ц о с т о п о р н о е ч е р т . 1 5 0 . 0 3 .12 1
Рисунок 6. Замок в сборе
КЭ
Карта эскизов
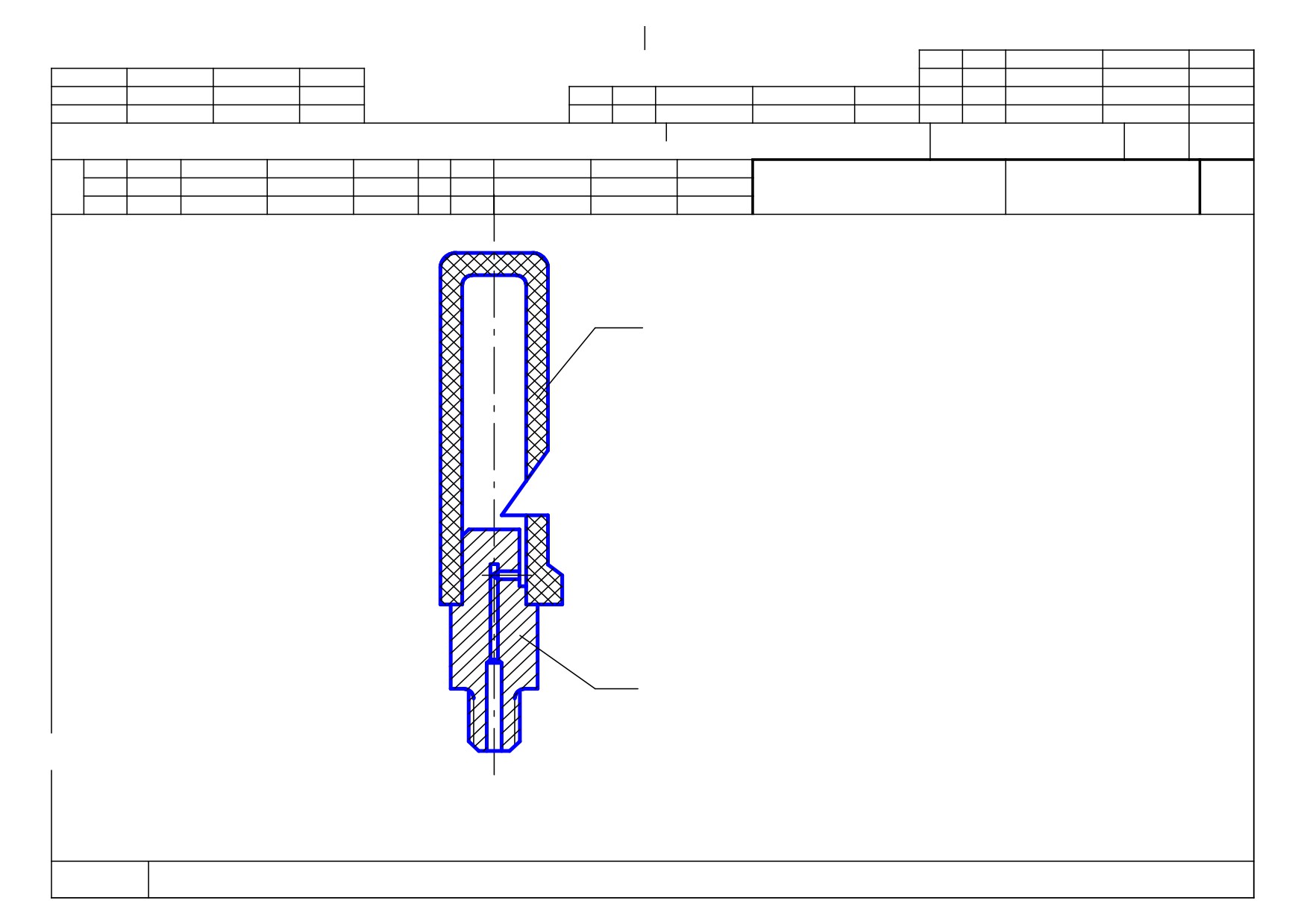
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.02100000.00020Р 15
13
черт. 150.510
103.20100000.00046Р
2
1
1
-
Ш т у ц е р
2
-
Ко
л
п
а
ч
о
к
Рисунок 13. Свисток
КЭ
Карта эскизов

ГОСТ 3.1105-84 форма 8
103.02100000.00020Р 15
1
Разраб.
Семенихина
ПКТБл
Пров.
Куваев
черт. 150 сбИ
103.20100000.00046Р
ОАО "РЖД"
Клапан электропневматический автостопа
РА
Н.контр.
Сморчкова
1
6
1
7
1
8
19
1
-
Свис т о к в с б о р е ч е р т . 1 50 .3 5 0
2
0
2
-
Болт М 10 -6 g х 9 0 . 3 6 .10 . 0 5 Г О С Т 7 7 9 8 - 7 0
2
1
15
3
-
Болт М 10 -6 g х 5 0 . 3 6 .10 .0 5 Г О С Т 7 7 9 5 - 7 0
2
2
14
4
-
Ша йба 1 0 6 5 .0 5 Г О С Т 6 4 0 2 - 7 0
13
2
3
5
-
Г
ай
ка
М10 -6 Н .5 1
0
0
5
ГОСТ 5 9 15 - 7 0
2
4
2
12
6
-
Г
ай
к
а
М10 -6 Н .5 .1 0 0 5 Г О С Т 5 9 1 5 - 7 0
1
1
1
2
5
7
-
Г
ай
к
а
М16 -6 Н .5 .1 0 0 5 Г О С Т 5 9 1 5 - 7 0
3
10
8
-
Болт М 16 -6 g х 5 5 . 3 6 .10 .0 5 Г О С Т 7 7 9 8 - 7 0
9
-
Про кл а д к а ч е р т . 1 50 .0 1 . 0 5 5
4
2
6
1
0
-
Пром е ж у т оч на я ч а с т ь в с б о р е ч е р т . 1 50 .0 1 .3 с б
5
1
1
-
Пер ек л ю ч а т е л ь ч е р т . 1 50 .2 0 5
6
7
2
7
1
2
-
Пруж и н а ч е р т . 1 50 .0 1 .0 3 6
1
3
-
Кон ц е в о й в ы к л ю ч а т е л ь ч е рт . 1 50 .3 3 0
9
2
8
1
4
-
Кры ш к а в с б ор е ч е рт . 1 50 .2 2 0 с б
1
5
-
Упо рк а р е гу л и р у ю щ а я ч е рт . 1 50 .0 1 .0 3 7
8
1
6
-
Кро нш т е й н с к л ем м а м и в с б ор е ч е рт . 1 50 .2 8 0
1
7
-
Ша йба 8 . 0 1.10 .0 5 Г О С Т 1 1 3 71 - 7 8
1
8
-
Болт М 8 -6 g х 1 2 . 3 6 .10 . 0 5 Г О СТ 7 8 0 8 - 7 0
1
9
-
Клю ч з а м к а ч е р т . 1 50 .1 4 6
2
0
-
Зам ок в с б ор е ч е рт . 1 50 .3 4 0
2
1
-
Болт М 8 -6 g х 2 0 . 3 6 .10 . 0 5 Г О С Т 7 8 0 8 - 7 0
2
2
-
Ша йба 8 6 5 Г 0 5 Г О С Т 6 4 0 2 - 7 0
2
3
-
Прок л а д к а ч е р т . 1 50 .0 3 .10 4
2
4
-
Эле кт р о ма г н и т в с б о р е ч е р т . 1 50 .2 6 0
2
5
-
Кож у х в с б ор е ч е рт . 1 50 .0 7 с б
2
6
-
Пруж и н а ч е рт . 1 50 .2 1 8
2
7
-
Эле кт р о пн е в м а т и ч ес к а я ч а с т ь в с б о р е ч е р т . 1 50 .2 0 0
2
8
-
Кро нш т е й н в с б ор е ч е рт . 1 50 .0 6 с б
Рисунок 1. Электропневматический клапан в сборе
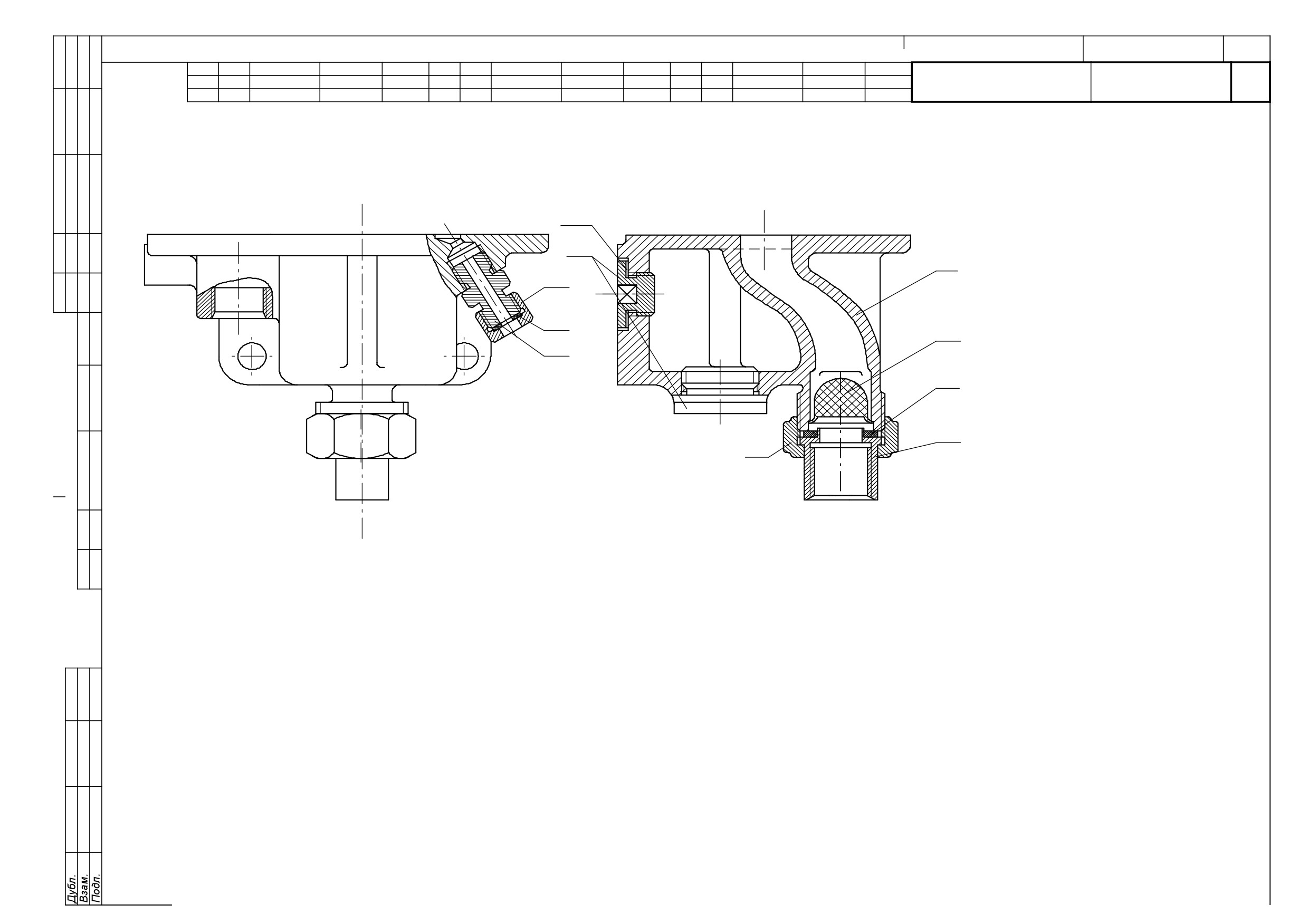
ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р
2
черт. 150.06 сб
103.20100000.00046Р
10
9
1
8
7
2
6
3
4
5
1
-
К
р
о
н
шт е й н ч ер т .15 0 .0 6 .0 9 2
2
-
Ф ил ь т р в с бо р е ч е рт . 2 1 6 - 1 4 9 7 С
3
-
Уп ло т не н и е ч е р т . 2 1 6 - 1 4 9 6
4
-
На ко н е ч н и к ч е рт . 2 1 6 - 1 4 9 5 Б
5
-
Г
а
й
к
а
н
а
к
и
д
н
а
я
ч
е
р
т.2 1 6 - 1 4 9 4 А
6
-
Шт уц е р ч е рт . 2 2 2 6 3
7
-
Уп ло т не н и е ч ер т . 3 3 4 - 1 7 2 9 А - 1
8
-
Г
а
й
к
а
н
а
к
и
д
н
а
я
ч
е
р
т.3 3 4 - 1 7 3 0
9
-
За гл у ш к а ч е рт . 17 0 - 0 3 - 0 3
10
-
Пр ок л а д к а ч ер т . 17 0 - 0 3 - 1 4
Рисунок 2. Кронштейн в сборе
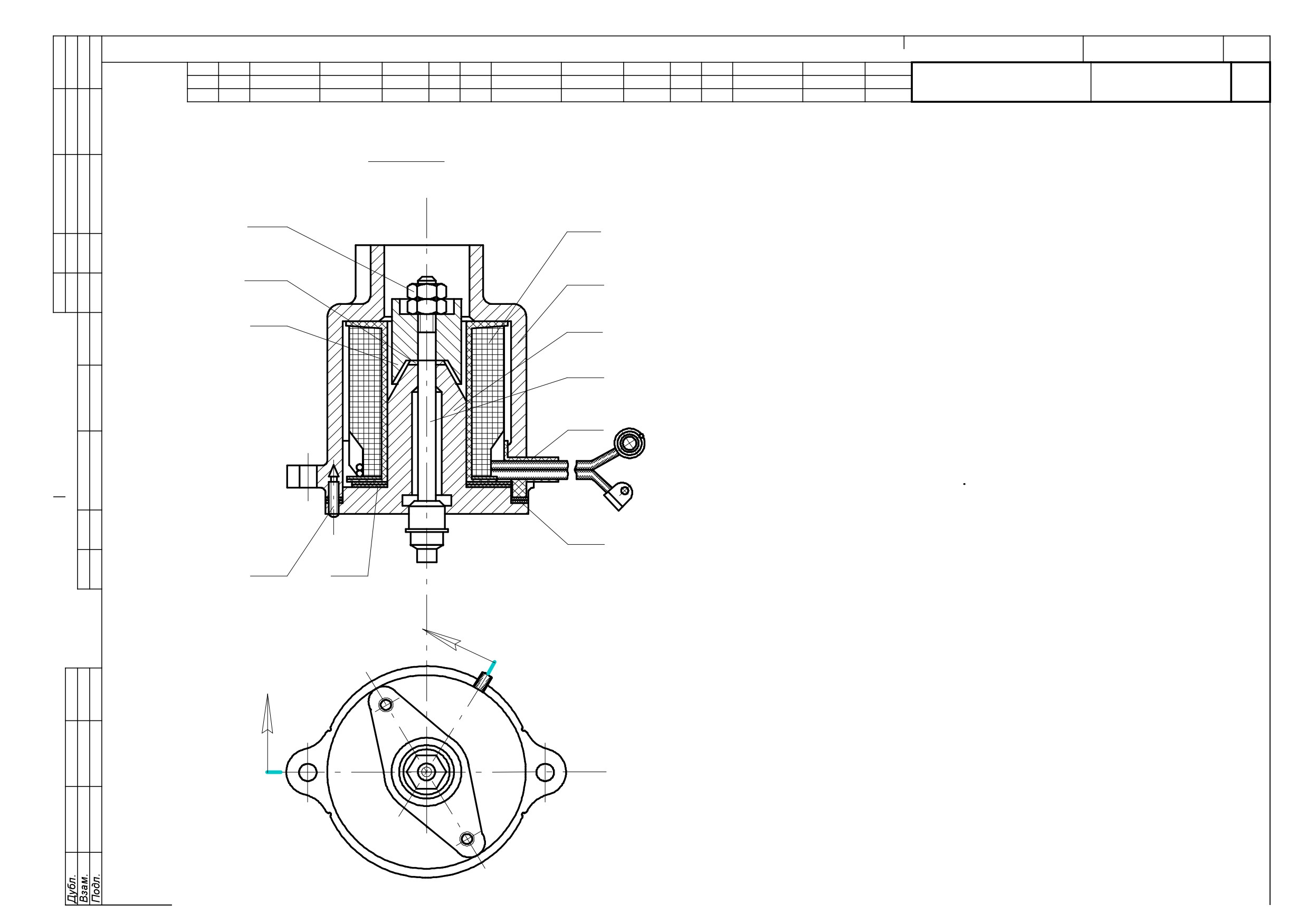
ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р
7
черт. 150.260
103.20100000.00046Р
А - А
11
1
10
2
9
3
4
5
1 - К а т у ш к а эл е к т р о м а г н и т а че р т . 1 5 0 .2 7 0
2 - К ор п у с эл е к т р о м а г н и т а че р т . 1 5 0 .1 4 3
6
3 - С ер д е ч н и к ч ер т . 1 5 0 . 0 2 0 58 Б
8
7
4 - Ш т о к че р т . 1 5 0 .2 1 7
5 - В т у л к а п ре д о х р а н и т е л ь н а я ч ер т . 1 5 0 . 1 3 8
6 - П ро к л а д к а че р т . 1 5 0 . 0 2 0 6 5
7 - П ро к л а д к а че р т . 1 5 0 . 0 2 0 6 4 п п
8 - В ин т М3 - 6 g х 1 2 .3 6 .1 0 .0 1 6 Г ОС Т 1 7 4 7 3- 7 2
9 - Я ко р ь ч ер т . 1 5 0 .0 2 0 6 2 А
А
10 - Ш а й б а че р т . 1 5 0 .0 2 0 6 1
11 - Га й к а 2 М 8 - 6 Н 5.10 .0 5 Г О СТ 5 91 5 - 7 0
А
Рисунок 7. Электромагнит в сборе

ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р
5
черт. 150.220 сб
103.20100000.00046Р
А - А
1
2
3
4
7
5
6
А
1 - П у т е во й в ы к л ю ч а т е ль в с бо р е ч ер т . 1 5 0 . 33 0
2 - У п ор к а р ег у л и р у ю щ а я ч ер т . 1 5 0 .0 1.0 3 7 Б
3 - К р ы ш к а ч ер т . 1 5 0 .2 0 2
4 - Б о л т ч ер т . 3 0 5 3 0 8
5 - Г ай к а 2 М 8 - 6 Н
5 10 . 0 5 Г О С Т 5 9 15 - 7 0
6 - В и н т М5 -6 g х1 0 .3 6 .10 .0 16 Г О С Т 1 7 4 7 3 -7 2
7 - Ш а йб а 5 Л 6 5 Г 0 5 Г О С Т 6 4 0 2 - 7 0
А
Рисунок 5. Крышка в сборе

ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р 12
черт. 150.280
103.20100000.00046Р
2
9
11
7
4
6
1
10
8
12
3
5
1 - К р он ш т е й н в с б ор е ч е рт . 1 5 0 . 2 90
2
-
Шай б а ч е рт . 15 0 .2 19
3
-
Кл ем м а 2 - х ш т ы р н а я ч е рт . 1 5 0 .0 1.0 5 с б 2
4
-
Ко нд е н с а т о р М Б Г П -2 -2 0 0 -В - I м к ф ± 5 % ГО СТ 7 1 12- 7 4
5
-
Пут е в о й в ы кл ю ч а т е л ь В П К 4 0 4 0 Г О СТ 9 6 0 1- 7 7
6
-
Ви нт М 4 - 6 gх 1 2
3
6
10 0 1 6 Г О СТ 1 7 4 7 3 -7 2
7
-
Ви нт М 4 - 6 gх 1 8
3
6
10 0 5 Г О СТ 1 74 7 3 -7 2
8
-
Ви нт М 6 - 6 gх 2 0 .36 .10 .0 19 Г О СТ 1 49 1 - 7 2
9
-
Г
а
й
к
а
М4 -6 Н .5.10 . 0 1 6 Г О СТ 5 9 27 -7 0
10 - Г а йк а 2 М 6 - 6 Н. 5.10 0 5 Г О СТ 5 9 15 - 7 0
11 - Ша й б а 4 Л 6 5 Г 0 5 Г О СТ 6 4 0 2 - 70
12 - Ш а й б а 6 Л 6 5 Г 0 5 Г О СТ 6 4 0 2 -7 0
Рисунок 12. Кронштейн с клеммами

ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р
8
черт. 150.06.092
103.20100000.00046Р
2
61*
Д
1
,6
•
4
5
Å
G1 - А
1
,6
•
4
5
Å
ф4 2 *
М
М3 6 х 2 - 6 Н
ф5 0 *
2
•
45
Å
Сп 4 7 ,6 2 5 х 2 , 3 0 9 - h
* - размеры для справок
Рисунок 8. Кронштейн

ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р 7а
черт. 150.270
103.20100000.00046Р
Эски з к р еп л е н и я в ы во д н ы х к о нц о в
ф5 6
В т о р о й к о н е ц у з л а
Вы в о д н ы е к о н ц ы
х
х
х
х
х
х
х
х
х
х
х
х
х
х
пе
ре
вя
з
ать у з л о м
ле
нты м и т к а л е в о й
Пе р в ы й и в т о р о й к о н ц ы
уз
ла
ле
нты м и т к а л е в о й
пр
ик
ле
ить
Пе р в ы й к о н е ц у з л а
Сл о й л е н т ы м и т к а л е в о й
Пр и п а я т ь П О С С у 4 0
46
0±
5
Вы в о д н ы е к о н ц ы с к о н ц а м и
лу
ди
т
ь
об
мо т к и и з о л и р о в а т ь
х
х
х
х
х
х
х
х
х
х
х
х х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х х
+1
2
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
1
2
±2
26
- 2
+5
50
±5
25
об
мо т а т ь н и т к о й с у р о в о й
8±
0,
5
(д
ли
на
20
0
мм )
х х х х х х х х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
х
Из о л я ц и ю с н я т ь
46
0±
5
Из о л я ц и ю
сн
ять . Л у д и т ь
Рисунок 7а. Катушка электромагнита

ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р 10
черт. 150.202
103.20100000.00046Р
ф6 4 *
М
4
2
х
2
-
6
Н
6
,3
ф1 3 0 *
2
0
±0
,5
А
-
А
4
8
±0
,2
6
,3
А
А
=136*
Рисунок 10. Корпус крышки

ГОСТ 3.1105-84 форма 8а
103.02100000.00020Р
9
черт. 150.03.3 сб1
103.20100000.00046Р
+
0
,0
3
5
1
2
ф 15
+
0
,1
2
ф 13
(
н
а
г
л
у
б
и
н
у
17
m
n
)
Б
Г
6
,3
А
0,5
•
4
5
Å
0 ,5
•
4
5
Å
+0
,17
ф 50
Ç0,9± 0 ,0 5
М 60 х 2 - 6 Н
Рисунок 9. Корпус электропневматического клапана со втулками