Теплообменник водомасляный - разборка (ПКТБ по локомотивам)
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00041Р
10
1
Разраб.
Куваев
ПКТБ
Проверил
Сидоренко
Д67.37.01.00
Д67.37.01.00СП
103.55288610.00022Р
по локомотивам
Теплообменник водомаслянный - разборка
Н.контр.
Семенихина
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
Разборка теплообменника
А02
005
04010 Транспортирование
ИОТ № 134-97
Б03
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О04
Зачалить теплообменник по цеховой схеме строповки и транспортировать на установку для промывки
05
теплообменника.
Т06
Строп 2СК-1,6/5000 ГОСТ25573-82
А07
010
01432 Очистка
ИОТ № 78-98
Б08
Установка для промывки масляной полости теплообменника ЦНО 617000 (33.063.00.00) УЛРЗ
Б09
Установка для промывки водяной полости теплообменника ЦНО 617000
(33.061.00.00) УЛРЗ
Б10
18540
3
1
1
1
М11
Техническое моющее средство Очиститель-Накипь ТУ 2383-004-18274330-99
М12
Техническое моющее средство ЧистКлин КН ТУ 2383-003-18274330-99
О13
1 Очистить водяную полость теплообменника моющим средством Очиститель-Накипь.
Р14
Температура
Давление Время
Концентрация
Р15
не более 400С
0,3 -0,5 МПа
15-25 мин.
50-200 г/дм3
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
2 Промыть водяную полость теплообменника в проточной горячей (600С) и холодной воде.
О02
3 Очистить масляную полость теплообменника моющим средством ЧистКлин КН.
Р03
Температура Давление
Время
Концентрация
Р04
20-400С
0,3-0,5 МПа
15-25 мин.
25-40 г/дм3
О05
4 Промыть масляную полость теплообменника в проточной горячей (600С) воде.
06
А07
015
06770 Испытания
ИОТ № 110-98
Б08
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О09
Произвести гидравлические испытания водяной полости теплообменника.
Р10
Давление
Время
Р11
0,3 МПа
10 мин.
О12
Течь и потение не допускаются. Места потения и течи правой крышки поз.4, левой
13
крышки поз.1 КЭ 103.20200000.00033Р отметить мелом.
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
3
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
020
88610 Разборка
ИОТ №18-98
Б02
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
КК03
Комплектующие составные части, рис.1 КЭ 103.20200000.00033Р
К04
1 Крышка левая
черт.Д67.37.11.00, поз.1
шт.
1
К05
2 Корпус
черт.Д67.37.12.00, поз.
шт.
1
К06
3 Трубки в сборе (охлаждающий элемент)
черт. Д67.37.13.00, поз.3
шт.
1
К07
4 Крышка правая
черт.Д67.37.14.00, поз.4
шт.
1
К08
5 Гайка М16-011
ГОСТ 5915-70, поз.17
шт.
24
8
К09
6 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.01, поз.8
шт.
2
2
К10
7 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.02, поз.9
шт.
1
1
К11
8 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.03, поз.10
шт.
1
1
К12
9 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.04, поз.11
шт.
2
2
К13
10 Кольцо
черт.Д67.37.01.05, поз.12
шт.
1
1
К14
11 Шайба 32х24х1 (медь ГОСТ859-78)
черт.Д67.37.01.07, поз.13
шт.
4
4
К15
12 Штуцер
черт.Д67.37.12.04, поз.14
шт.
2
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
4
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К01
13 Болт М12х28
ГОСТ7796-70, поз.15
шт.
4
4
К02
14 Гайка М12-011
ГОСТ 5915-70, поз.16
шт.
16
5
К03
15 Контргайка 15
ГОСТ 8968-75, поз.18
шт.
4
4
К04
16 Кольцо У-320х0-1 (резина)
ГОСТ 9833-70, поз.19
шт.
2
2
К05
17 Шайба пружинная 12Н
ГОСТ 6402-70, поз.20
шт.
20
20
К06
18 Шайба пружинная 16Н
ГОСТ 6402-70, поз.21
шт.
24
24
К07
19 Шпилька АМ12х30 (12/22) 011
ГОСТ22032-76, поз.22
шт.
16
5
К08
20 Шпилька АМ16х45 (16/34) 011
ГОСТ22032-76, поз.23
шт.
24
8
К09
21 Кран натяжной муфтовый 11Б 1бк Dу=15 Промышленная трубопроводная
шт.
2
10
арматура (ч.I) ЦНИТИ, поз.24
К11
22 Труба ДКРНМ 16х1 М3, L=2027±1 мм
ГОСТ617-90, черт. Д67.37.13.05
шт.
150
150
12
О13
Произвести предварительную разборку теплобменника водомаслянного черт. Д67.37.01.00 СП
О14
1. Отвернуть 24 гайки М16 поз.7, снять 24 шайбы поз.21
О15
2. Снять 2 крышки: левую поз.1 и правую поз.4
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
5
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
3. Снять 3 кольца: У-320х0-1 поз.19 - 2шт.; поз.12 - 1шт.
Т02
Пневматический гайковерт ГОСТ10210-83
Т03
Ключ
7811- 0466 Н С 1 Х 9 ГОСТ 2839-80;
О04
4 Транспортировать крышки теплообменника к месту ремонта
Т05
Тележка цеховая
06
А07
025
06770 Испытания
ИОТ №110-98
Б08
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О09
Произвести гидравлические испытания охлаждающего элемента в сборе с корпусом со стороны масла для
10
определения трещин в местах пайки трубок к трубным решеткам и количества негодных охлаждающих тру
Р11
Давление
Время
Р12
1,2 МПа
10 мин.
О13
1. Установить на место снятых передних и задних крышек прижимные кольца
О14
2. Установить крышки подвода и отвода на отверстия масляной полости
О15
3. Определить визуально места утечки по трубным доскам и количество негодных охлаждающих трубок.
Т16
Ключ
7811- 0466 Н С 1 Х 9 ГОСТ 2839-80;
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
6
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Рукавицы брезентовые ГОСТ 12.4.010-75;
О02
4 Места течи и дефектные трубки отметить мелом.
О03
5 Места течи или потения на корпусе отметить мелом.
04
А05
030
88610 Разборка
ИОТ № 18-98
Б06
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О07
Снять прижимные кольца и крышки подвода и отвода стенда с теплообменника.
Т08
Ключ 7811-0466 Н С 1 Х 9; рукавицы брезентовые ГОСТ12.4.010-75
09
А10
035
04010 Транспортирование
ИОТ № 134-97
Б11
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О12
Зачалить теплообменник по цеховой схеме строповки и транспортировать к месту выпрессовки
13
охлаждающей секции из корпуса.
Т14
Строп 2СК-1,6/5000 ГОСТ25573-82
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
7
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
040 88520 Распрессовывание
ИОТ № 98-98
Б02
Пресс для распрессовки ТК-408-92
18540
3
1
1
1
О03
Выпрессовать охлаждающую секцию из корпуса
Т04
Молоток 7850-0101 Ц15.хр ГОСТ2310-77; рукавицы брезентовые ГОСТ12.4.010-75
05
А06
045
04010 Транспортирование
ИОТ № 134-97
Б07
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О08
Зачалить теплообменник по цеховой схеме строповки и транспортировать на стенд для ремонта.
Т09
Строп 2СК-1,6/5000 ГОСТ25573-82
10
А11
050
88610 Разборка
ИОТ № 18-98
Б12
Стенд для ремонта заводского изготовления
18540
3
1
1
1
О13
Разобрать левую крышку поз.1, рис.1 КЭ 103.20200000.00033Р
О14
1 Отвернуть кран 116 1бк Dу=15 поз.24
О15
2 Отвернуть 16 гаек М12 поз.16 ГОСТ 5915-73
О16
3 Снять 16 шайб пружинных поз.20 ГОСТ 6402-70
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
8
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
4 Отвернуть 16 шпилек поз.22 ГОСТ 22032-76
О02
5 Снять 2 прокладки поз.8 черт.Д67.37.01.01 и прокладку поз.9
Т03
Шпильковерт цеховой; пневматический гайковерт ГОСТ10210-83
Т04
Ключ труб. рычажный
7813-0001 ГОСТ 18981-73; ключ 7811- 0466 Н С 1 Х 9 ГОСТ 2839-80;
А05
055
88610 Разборка
ИОТ № 18-98
Б06
Стенд для ремонта заводского изготовления
18540
3
1
1
1
О07
Разобрать корпус теплообменника поз.2, рис.1 КЭ 103.20200000.00033Р
О08
1 Отвернуть кран 116 1бк Dу=15 поз.24
О09
2 Отвернуть 4 болта М12х28 поз.15 ГОСТ 7796-70
О10
3 Отвернуть 4 шпильки поз.22 ГОСТ 22032-76
О11
4 Снять 2 прокладки поз.11 черт.Д67.37.01.04
Т12
Шпильковерт цеховой; пневматический гайковерт ГОСТ10210-83
Т13
Ключ труб. рычажный
7813-0001 ГОСТ 18981-73; ключ 7811- 0466 Н С 1 Х 9 ГОСТ 2839-80;
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
9
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
060
04010 Транспортирование
ИОТ № 134-97
Б02
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О03
1 Зачалить корпус и крышки по цеховой схеме строповки, уложить в контейнер и транспортировать
04
к месту промывки наружной поверхности корпуса и крышек.
Т05
Строп 2СК-1,6/5000 ГОСТ25573-82
Т06
Контейнер заводского изготовления; тележка цеховая
О07
2 Зачалить промытый охлаждающий элемент по цеховой схеме строповки, уложить в контейнер
08
и транспортировать к месту дефектации.
Т09
Контейнер заводского изготовления; тележка цеховая
Т10
Строп 2СК-1,6/5000 ГОСТ25573-82
11
А12
065
01432 Очистка
ИОТ № 78-98
Б13
Машина моечная типа ТК-432-85
18540
2
1
1
1
М14
Техническое моющее средство Темп-100 ТУ 38-40343-79
М15
Вода водопроводная ГОСТ2874-82
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
10
Д67.37.01.00
103.55288610.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Промыть корпус и крышки теплообменника
Р02
Температура
Давление
Время
Концентрация
Р03
75-850С
0,5-0,8 МПа
15-25 мин.
10-20 г/л
04
А05
070
04010 Транспортирование
ИОТ № 134-97
Б06
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О07
1 Зачалить корпус и крышки по цеховой схеме строповки, уложить в контейнер и транспортировать
08
к месту дефектации корпуса и крышек.
Т09
Контейнер заводского изготовления; тележка цеховая
Т10
Строп 2СК-1,6/5000 ГОСТ25573-82
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00041Р
8
1
Разраб.
Куваев
ПКТБ
Проверил
Сидоренко
Д67.37.01.00
Д67.37.01.00СП
103.50201240.00022Р
по локомотивам
Н.контр.
Семенихина
Теплообменник водомасляный - дефектация
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
01240 Дефектация
Б02
Стенд для дефектировки деталей теплообменника цеховой
13055
4
1
2
3
А03
005
01241 Поиск дефектов
Б04
13055
4
1
2
3
О05
1 Прокладки паронитовые, кольца резиновые заменить новыми независимо от состояния.
0О6
2 Крепежные детали с поврежденной или сорванной резьбой, поврежденными гранями, трещинами заменить
07
новыми. Допускается исправление смятых или сорванных не более двух ниток резьбы.
О08
3 Приварные детали (фланцы, штуцер), имеющие трещины, износ и другие повреждения, срезать и приварит
О09
4 Пружинные шайбы, потерявшие упругость или имеющие отколы, трещины заменить новыми.
О10
5 Осмотреть корпус на наличие вмятин, трещин.
О11
5.1 Корпус заменить при наличии сквозных трещин, отколов и трещин, выходящих на крепежные отверстия.
О12
5.2 Допускается заварка трещин корпуса по сварочным швам с последующей зачисткой шва после сварки.
О13
5.3 Трещины на цилиндрической части корпуса (не более двух) длиной до 250 мм допускается
14
устранять заваркой с последующей установкой и приваркой накладок снаружи корпуса.
О15
5.4 Разрешается на цилиндрической части корпуса оставлять вмятины без повреждения поверхностного
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
Д67.37.01.00
103.50201240.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
слоя металла с плавными переходами глубиной не более 2 мм и не менее 20% поверхности.
О02
5.5 Корпус теплообменника проверить на плотность сварных швов опрессовкой давлением 1,2 МПа
03
в течение 10 мин.
Т04
Дефектоскоп ДГС М53 или МД-4К; магнитный индикатор КМС ДИАГМА 1200 ТУ 2662-003-41086427-97; лупа 6
Т05
ГОСТ25706-83; лампа 12-24В ГОСТ25834-83; линейка-1000 ГОСТ427-75; штангенциркуль ШЦ-I-0-125-0,1 ГОСТ1
А06
010
02200 Контроль линейных размеров корпуса теплообменника
Б07
13055
4
1
2
3
РД08
ППЗ
ПЭПР
ДЭП
СТО
О09
1 Проверить длину корпуса между торцами фланцев
Рис.3
РД10
Длина между фланцами
1994,5 мм
1992,5 мм
КЭ 103.20200000.00033Р
Т11
Штангенциркуль ШЦ-III-800-2000-0,1 ГОСТ166-89
О12
2 Проверить диаметр отверстия под кольцо на фланце со стороны правой крышки.
РД13
Диаметр отверстия
324,8±0,1 мм
324,8±0,1 мм
О14
3 Проверить диаметр отверстия под прокладку на фланце со стороны левой крышки.
+0,5
+0,5
РД15
Диаметр отверстия
342
+0,1
мм
342
−0,1
мм
Т16
Нутромер НИ-250-450-0,01 ГОСТ868-82
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
3
Д67.37.01.00
103.50201240.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
ППЗ ПЭПР ДЭП
СТО
О02
4 Проверить глубину выточки d=324,8 мм
Рис.3
РД03
Глубина выточки
7,5±0,1 мм
7,5±0,1 мм
КЭ 103.20200000.00033Р
Т04
Глубиномер ГИ-100 ГОСТ7661-67
О05
5 Проверить глубину выточки d=342 мм
Рис.3
РД06
Глубина выточки
8±0,2 мм
8±0,2 мм
КЭ 103.20200000.00033Р
Т07
Глубиномер ГИ-100 ГОСТ7661-67
08
О09
6 Проверить внутренний диаметр корпуса на глубине 30 мм от внутренних торцов фланцев.
РД10
Внутренний диаметр корпуса
313,0-313,5 мм
313,5 мм
Т11
Нутромер НИ-250-450-0,01 ГОСТ868-82
О12
7 Проверить толщину фланца.
РД13
Толщина фланца
21 мм
20 мм
Т14
Штангенциркуль ШЦ-I-0-125-0,1 ГОСТ166-89
Т15
8 Проверить резьбовые отверстия М16 на фланцах.
Т16
Пробка 8221-0080; пробка 8221-0081 ГОСТ17756-72
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
4
Д67.37.01.00
103.50201240.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
9 Проверить резьбу Труб.1/2" на штуцере.
02
Т03
Кольцо 8215-0004 П-ПР ГОСТ18929-73
04
А05
015
01241 Поиск дефектов
Б06
13055
4
1
2
3
О07
1 Крышки черт.Д67.37.11.00 (левая), черт.Д67.37.14.00 (правая) заменить на новые при наличии сквозных
08
трещин (более 2-х) длиной более 150 мм и трещин, выходящих на крепежные отверстия.
О09
2 Трещины, не оговоренные в п.1 разрешается заваривать.
О10
3 Крышки испытать на плотность гидроопрессовкой при давлении 0,3 МПа в течение 10 мин.
О11
Течь и потение не допускаются.
Т12
Дефектоскоп ДГС М53 или МД-4К;
магнитный индикатор ДИАГМА 1200 ТУ 2662-003-41086427-97
Т13
Лупа 6х ГОСТ25706-83; лампа 12-24В ГОСТ25834-83; линейка-1000 ГОСТ427-75
Т14
Штангенциркуль ШЦ-I-0-125-0,1 ГОСТ166-89
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
5
Д67.37.01.00
103.50201240.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
020
02200 Контроль линейных размеров крышек теплообменника
Б02
13055
4
1
2
3
РД03
ППЗ
ПЭПР
ДЭП
СТО
О04
1 Проверить диаметр отверстия левой крышки под прокладку
Рис.3 КЭ 103.20200000.00033Р
+0,5
+0,5
РД05
Диаметр отверстия
342
мм
342 мм
−0,1
−0,1
Т06
Нутромер НИ-250-450-0,01 ГОСТ868-82
О07
2 Проверить глубину выточки под прокладку
РД08
Глубина выточки
8±0,2 мм
8±0,2 мм
Т09
Глубиномер ГИ-100 ГОСТ7661-67
О10
3 Проверить диаметр отверстия под шпильки.
РД11
Диаметр отверстия
17 мм
19 мм
Т12
Штангенциркуль ШЦ-I-0-125-0,1 ГОСТ166-89
О13
4 Проверить резьбовые отверстия М12 (12 шт.)
Т14
Пробка 8221-0060 ГОСТ17756-72
О15
5 Проверить резьбу Труб.1/2" на штуцере. Штуцер с дефектной резьбой срезать и приварить новый.
Т16
Кольцо 8215-0004 П-ПР ГОСТ18929-73
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
6
Д67.37.01.00
103.50201240.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
ППЗ
ПЭПР
ДЭП
СТО
О02
6 Проверить диаметр отверстия правой крышки под посадку в трубную решетку.
РД03
Диаметр отверстия
313+0,25мм
313+0,25мм
04
Т05
Нутромер НИ-250-450-0,01 ГОСТ868-82
06
О07
7 Проверить диаметр отверстия правой крышки под кольцо
РД08
Диаметр отверстия
324,8±0,1 мм
324,8±0,1 мм
09
Т10
Нутромер НИ-250-450-0,01 ГОСТ868-82
О11
8 Проверить диаметр отверстия под шпильки правой крышки
РД12
Диаметр отверстия
17 мм
19 мм
Т13
Штангенциркуль ШЦ-I-0-125-0,1 ГОСТ166-89
О14
9 Проверить глубину выточки под кольцо
РД15
Глубина выточки
7,5±0,1 мм
7,75 мм
Т16
Глубиномер ГИ-100 ГОСТ7661-67
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
7
Д67.37.01.00
103.50201240.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
01241 Поиск дефектов
Б02
13055
4
1
2
3
О03
1 При наличии течи до 12 трубок разрешается вставка внутрь дефектных трубок латунных трубок
04
ДКРНМ 13х1 НД ГОСТ 494-90 с последующей развальцовкой и пайкой.
О05
2 При наличии течи или заглушенных восьми трубок теплообменник отремонтировать с заменой
06
негодных трубок..
О07
3 При наличии течи более 12 трубок охлаждающий элемент заменить или отремонтировать
08
с разборкой охлаждающего элемента. При этом активная длина трубок должна быть не менее 1960 мм.
О09
Уменьшение длины трубок компенсируется установкой удлиненных трубных решеток (одной или обеих).
О10
Охлаждающий элемент заменить при уменьшении активной длины трубок менее 1960 мм.
11
А12
030
02200 Контроль линейных размеров охлаждающего элемента теплообменника
Б13
13055
4
1
2
3
О14
1 Проверить длину охлаждающего элемента
Рис.4
15
КЭ 103.20200000.00033Р
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
8
Д67.37.01.00
103.50201240.00022Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
РД01
ППЗ
ПЭПР
ДЭП
СТО
РД02
Длина охлаждающего элемента
2022±1,3 мм
2022±1,3 мм
Т03
Рулетка измерительная металлическая ГОСТ7502-89
О04
2 Проверить наружные диаметры фланцев трубной решетки
Рис.4
Диаметр со стороны правой крышки
313+0,3-0,2 мм
313-0,2+0,3 мм
КЭ 103.20200000.00033Р
РД05
РД06
Диаметр со стороны левой крышки
342-0,5 мм
313-0,5мм
Т07
Штангенциркуль ШЦ-II-500-0,05 ГОСТ166-89
08
А09
035
04010 Транспортирование
ИОТ № 134-97
Б10
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О11
1 Зачалить последовательно охлаждающий элемент, корпус и крышки по цеховой схеме строповки, уложить
12
в контейнеры и транспортировать к месту ремонта.
Т13
Контейнер заводского изготовления; тележка ( электрокара) цеховая
Т14
Строп 2СК-1,6/5000 ГОСТ25573-82
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00041Р
15
1
Разраб.
Куваев
ПКТБ
Проверил
Сидоренко
Д67.37.11.00, Д67.37.14.00
Д67.37.01.00
103.55200000.00062Р
по локомотивам
Н.контр.
Семенихина
Крышки правая и левая
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
Ремонт крышек
А02
005
01240 Дефектация
ИОТ №91-98
Б03
Стенд для дефектировки деталей теплообменника цеховой
13055
4
1
2
3
О04
Провести дефектировку крышек теплообменника в соответствии с операциями 015, 020 Дефектация
05
КТТП 103.5021240.00022Р
А06
010
01096 Разделка трещин
ИОТ №111-98
Б07
18466
2
1
1
1
О08
1 Разделать трещину в сварном шве крышки.
О09
Определить границы трещины, накернить ее концы и засверлить сверлом d=6 мм на всю толщину металла
О10
Дефектные сварные швы вырубить и разделать под V-образный шов до полного удаления металла шва.
Т11
Машинка пневматическая ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т12
Молоток 7850-0101 Ц15.хр ГОСТ 2310-77Е; зубило 2810-0203 Ц15.хр ГОСТ 7211-86
Т13
Кернер 7843-0039 Н12Х1 ГОСТ7213-72Е; сверло d=6мм 2300-6972 ГОСТ 886-77
Т14
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75; респиратор ШБ ГОСТ12.4.028-
О15
2 Разделать трещину на поверхности крышки.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Определить границы трещины, накернить ее концы и засверлить сверлом d=6 мм на всю толщину металла
О02
Центр отверстия должен располагаться на 3-5 мм дальше конца трещины. Отверстия раззенковать для
03
лучшего провара на 1/2 глубины отверстия. Разделать трещину под заварку под V-образный шов.
Т04
Машинка пневматическая ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т05
Молоток 7850-0101 Ц15.хр ГОСТ 2310-77Е; зубило 2810-0203 Ц15.хр ГОСТ 7211-86; кернер 7843-0039 Н12Х1
Т06
ГОСТ7213-72Е; сверло d=6мм 2300-6972 ГОСТ 886-77; сверло d=12 мм с углом заточки 900 2300-0079 ГОСТ886
Т07
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75; респиратор ШБ ГОСТ12.4.028-
А08
015
04010 Транспортирование
ИОТ № 134-97
Б09
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О10
1 Зачалить крышки по цеховой схеме строповки, уложить в контейнер и транспортировать к месту сварки
Т11
Строп 1СК-0,5/1000 ГОСТ25573-82; контейнер цеховой; тележка цеховая
А12
020
90000 Сварка
ИОТ №134-97
Б13
Стенд для сварочных работ
19756
4
2
1
1
Б14
Трансформатор сварочный ТДМ 503-192 ТУ 16.739.254-80
19756
4
2
1
1
Б15
Оборудование для газовой сварки
19756
4
2
1
1
Б16
Сушильный шкаф СНОЛ 3.5.3.5.3.5/3
19001
2
1
1
1
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
3
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
М01
Электроды типа Э42 марки ОМА-2 ГОСТ 9467-75
М02
Кислород технический ГОСТ5583-70, ГОСТ949-73; ацетилен ГОСТ5457-75
03
О04
1 Перед сваркой электроды просушить при температуре 3500С в течение часа
О05
2 Участок поверхности шириной 50 мм с каждой стороны от зоны сварного шва очистить от краски
06
путем прогрева газовой горелкой с последующей зачисткой металлической щеткой до блеска металла.
07
О08
3 Заварить ручной дуговой сваркой разделанную зону с обеспечением полного провара свариваемых
09
элементов на всю глубину разделки. Все швы на корпусе выполнять однослойными.
О10
4 Сварочные работы производить электродами диаметром 2-3 мм.
О11
5 После наложения шва производить очистку от шлака. При сварке не допускаются непровары,
12
раковины, поры, шлаковые включения и подрезы основного металла.
Т13
Шабер заводского изготовления
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
4
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
01
О02
6 Приварить штуцер к левой крышки (при необходимости).
О03
7 Сварные швы заваривать в соответствии с черт. Д67.37.11.00 и Д67.37.14.00
Т04
Горелка Г2-04 ГОСТ1077-79; резак "Маяк"
Т05
Электрододержатель ЭД-2517У1 ГОСТ 14651-78 ;
06
Т17
Щиток лицевой ГОСТ12.4.035-78; рукавицы брезентовые ГОСТ12.4.010-75
Т08
Брезентовый костюм с огнестойкой пропиткой ГОСТ12.4.045-87
Р09
Пл I
U
ЧП
dэ
Р10
О
90-120А
1
3 - 4 мм
11
А12
025 01080 Слесарная
ИОТ № 111-98
Б13
18466
2
1
1
1
О14
1 Зачистить сварные швы после заварки трещин заподлицо с основным металлом.
Т15
Пневматическая машинка ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т16
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75; респиратор ШБ-1 ГОСТ12.4.02
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
5
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025 42100 Сверлильная
ИОТ № 5-98
Б02
Радиально-сверлильный станок 2М55, инв.№ 321030103
18355
2
1
1
1
О03
Рассверлить дефектные резьбовые отверстия М12 на левой крышке для наплавки
Т04
Приспособление для установки левой крышки цеховое
Т05
Сверло 2301-3011 (диаметр 13,75 мм) ГОСТ10903
Т06
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75
А07
030 91110 Наплавка
ИОТ № 134-97
Б08
Стенд наплавки цеховой
19756
4
2
1
1
Б09
Сварочный трансформатор ТДМ-503-192 ТУ16.739.254-80
19756
4
2
1
1
Б10
Оборудование для газовой сварки
19756
4
2
1
1
Б11
Сушильный шкаф СНОЛ 3.5.3.5.3.5/3
19001
2
1
1
1
М12
Кислород технический ГОСТ5583-70, ГОСТ949-73; ацетилен ГОСТ5457-75
13
М14
Электроды типа Э46 марки АНО-4 ГОСТ9467-75
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
6
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
1 Подготовить зону под наплавку (вмятин, местных износов, резьбовых отверстий, отверстий
02
под болты, посадочных поверхностей фланцев)
О03
Очистить от краски зону наплавки и участок шириной 50 мм с каждой стороны от зоны путем прогрева
04
газовой горелкой с последующей зачисткой. Очистить зону наплавки от окалины до блеска металла.
О05
2 Перед наплавкой электроды просушить при температуре 3500 С в течение часа.
О06
3 Присоединить обратный провод источника питания к необработанной поверхности крышки
О07
4 Места под наплавку наплавить ручной дуговой сваркой
08
О09
При наплавке не допускаются непровары, раковины, поры, шлаковые включения и подрезы основного металл
10
Т11
Газовая горелка Г2-04 ГОСТ1077-79; резак "Маяк"
Т12
Пневматическая машинка ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х20х20 ГОСТ2424-83
Т13
Электрододержатель ГОСТ14651-78Е
Т14
Щиток лицевой ГОСТ 12.4.035-78
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
7
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Щетка металлическая ГОСТ9024-70
Т02
Шабер заводского изготовления
Т03
Очки защитные ГОСТ Р 12.4.013-97
Т04
Брезентовый костюм с огнестойкой пропиткой ГОСТ12.4.045-87
Т05
Респиратор ШБ-1 ГОСТ12.4.028-76
Т06
Рукавицы брезентовые ГОСТ12.4.010-75, ГОСТ12.4.002-97
07
Р08
Пл I
U Vнапл.
Sm
ЧП
dэ
hэ
lэ
Р09
, О
170 -210А
1
5 мм
10
О11
5 Отсоединить обратный провод источника питания от крышки.
12
А13
035 03875 Контроль
Б14
13055
4
1
2
3
О15
Контроль качества наплавки производить внешним осмотром в процессе выполнения операции.
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
8
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
040 01080 Слесарная
ИОТ № 111-98
Б02
18466
2
1
1
1
О03
1 Зачистить места наплавки (резьбовых отверстий, отверстий под шпильки) заподлицо с основным метал
Т04
Пневматическая машинка ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т05
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75, ГОСТ12.4.002-97
Т06
Респиратор ШБ-1 ГОСТ12.4.028-76
07
А08
045
04010 Транспортирование
ИОТ № 134-97
Б09
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О10
1 Зачалить крышки по цеховой схеме строповки, уложить в контейнер и транспортировать к месту
11
механической обработки.
Т12
Контейнер цеховой; тележка цеховая; строп 1СК-0,5/1000 ГОСТ25573-
А13
050 42100 Сверлильная
ИОТ № 5-98
Б14
Радиально-сверлильный станок 2М55, инв.№ 321030103
18355
2
1
1
1
О15
1 Рассверлить отверстия под резьбу М12 на левой крышке
Т16
Приспособление для закрепления крышки на станке ОЛРЗ
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
9
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Сверло 2301-3579 (диаметр 10,2 мм) ГОСТ10903-77
Т02
Кондуктор для сверления отверстий ОЛРЗ
О03
2 Рассверлить отверстия под шпильки
Т04
Сверло 2301-3612 (диаметр 17 мм) ГОСТ10903-77; кондуктор для сверления отверстий
О05
3 Нарезать резьбу М12
Т06
Метчик № 1 2621-2775; метчик № 2 2621-2777 ГОСТ3266-81
О07
3.1 Смазать отверстия перед нарезанием резьбы машинным маслом.
О08
3.2 Нарезать резьбу М12 метчиком № 1
О09
3.3 Очистить резьбу от стружки и повторно смазать машинным маслом.
О10
3.4 Окончательно нарезать резьбу М12 метчик № 2
О11
3.5 Проверить резьбу М12 калибром
Т12
Пробка резьбовая 8221-3053 ГОСТ17758-72
О13
4 Снять левую крышку со станка
О14
5 Установить на станок правую крышку
О15
6 Повторить переход 2 для правой крышки
Т16
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75, ГОСТ12.4.002-97
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
10
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
055 41100 Токарная
ИОТ № 1-95
Б02
Токарно-винторезный станок 1М63, инв.№ 304300031
19163
4
1
1
1
Б03
Монорельс с тельфером г/п 0,5 тс
13790
3
1
1
1
О04
1 Установить левую крышку на станок, закрепить в патроне за наружный диаметр дна поз.1, рис.2
05
КЭ 103.20200000.00033Р.
Т06
Патрон 7100-0015 ГОСТ2675-80
О07
2 Точить наружный диаметр крышки, выдерживая размер 415±1,55 мм
О08
3 Подрезать торец фланца поверхности "В", рис.2 КЭ 103.20200000.00033Р, шероховатость Rа=3,2
Т09
Резец 2100-0059 Т15К6 ГОСТ18878-73
О10
4 Расточить внутренний диаметр фланца, выдерживая размер 315±1,4 мм
5 Точить выточку, выдерживая размер диаметра 342+0,5-0,1 мм, глубину 8±0,2 мм, шероховатость Rа=3,2.
О11
О12
6 Подрезать торец поверхности "Г", выдерживая размер 8±0,2 мм рис.2 КЭ 103.20200000.00033Р,
13
шероховатость Rа=6,3
О14
7 Точить фаску, выдерживая размер 1 мм, угол 450, шероховатость Rа=6,3
Т15
Резец 2140-0082 Т15К6 ГОСТ18882-73;
О16
8 Переустановить крышку на станке.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
11
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
9 Подрезать торец поверхности "Д", рис.2 КЭ 103.20200000.00033Р, шероховатость Rа=3,2
Т02
Резец 2100-0059 Т15К6 ГОСТ18878-73
О03
10 Снять левую крышку со станка.
О04
11 Установить правую крышку на станок, закрепить в патроне за наружный диаметр дна поз.1, рис.5
05
КЭ 103.20200000.00033Р.
О06
12 Точить наружный диаметр крышки, выдерживая размер 415±1,55 мм
О07
13 Подрезать торец фланца поверхности "А", рис.5 КЭ 103.20200000.00033Р, шероховатость Rа=3,2
Т08
Резец 2100-0059 Т15К6 ГОСТ18878-73
О09
14 Расточить внутренний диаметр фланца, выдерживая размер 313+0,25мм
О10
15 Точить выточку под кольцо, выдерживая размер диаметра 324,8±0,1 мм
11
глубину 7,5±0,1 мм, шероховатость Rа=3,2
О12
16 Подрезать торец поверхности "Б", выдерживая размер 7,5±0,1 мм, R=3 мм, рис.5 КЭ 103.20200000.00033Р,
13
шероховатость Rа=6,3
О14
17 Точить фаску, выдерживая размер 0,5 мм, угол 450, шероховатость Rа=6,3
Т15
Резец 2140-0082 Т15К6 ГОСТ18882-73; нутромер НИ-250-450-0,01 ГОСТ868-82; штангенциркуль ШЦ-II-500-0,0
Т16
ГОСТ166-89; штангенциркуль ШЦ-I-0-125-0,1 ГОСТ166-89; глубиномер ГИ-100 ГОСТ7661-67
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
12
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Угломер УИ ГОСТ5378-88; линейка-300 ГОСТ427-75; образцы шероховатости ГОСТ9378-93
О02
18 Снять крышку со станка.
А03
060
04010 Транспортирование
ИОТ № 134-97
Б04
Монорельс с тельфером г/п 0,5 тс
13790 3
1
1
1
О05
1 Зачалить крышки по цеховой схеме строповки, уложить в контейнер и транспортировать к месту
06
испытания на герметичность.
Т07
Контейнер цеховой; тележка цеховая; строп 1СК-0,5/1000 ГОСТ25573
А08
065
06770 Испытания
ИОТ №110-98
Б09
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О10
Произвести гидравлические испытания крышек на герметичность
О11
1. Установить заглушки на отверстия фланцев дна левой крышки и штуцер.
О12
2. Установить крышки подвода воды на фланцы правой и левой крышек.
О13
3 Провести испытание крышек на герметичность.
Р14
Давление Время
Р15
0,3 МПа
10 мин.
О16
Течь и потение не допускаются.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
13
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
4 Снять заглушки с отверстий дна левой крышки
О02
5 Вывернуть пробку из штуцера левой крышки
О03
6 Снять крышки подвода с правой и левой крышек.
Т04
Ключ 7811-0466 Н С 1 Х 9; рукавицы брезентовые ГОСТ12.4.010-75
05
А06
070
04010 Транспортирование
ИОТ № 134-97
Б07
Монорельс с тельфером г/п 0,5 тс
13790
3
1
1
1
О08
1 Зачалить крышки по цеховой схеме строповки, уложить в контейнер и транспортировать к месту
09
окраски
Т10
Контейнер цеховой; тележка цеховая; строп 1СК-0,5/1000 ГОСТ25573
11
А12
075
01340 Очистка
ИОТ № 23-98; ИОТ № 111-98
Б13
Аппарат дробе-пескоструйный с пылесосом ММПП "Коммунар" АО "Дукс" Россия Чайка-20
Б14
19568
2
2
1
1
М15
Дробь стальная ДСК-1,4 ГОСТ11964-81
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
14
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Очистить внутреннюю поверхность крышек от старой краски и ржавчины.
Т02
Очки защитные ГОСТ Р 12.4.013-97; брезентовый костюм ГОСТ12.4.103-83; рукавицы брезентовые ГОСТ12.
Т03
Респиратор ШБ-1 ГОСТ12.4.028-76
А04
080
73100 Грунтование
ИОТ № 23-98
Б05
13450 3
2
1
1
М06
Грунтовка ГФ-0163 ТУ 6-21-12-90; растворитель: смесь ксилола ГОСТ9949-76Е и уайт-спирита ГОСТ3134-78
О07
Грунтовать внутренние поверхности крышек.
Р08
Рабочая вязкость грунтовки 24-25 сек.
Т09
Кисть малярная КР-40 ГОСТ10597-87; вискозиметр ВЗ-246 ГОСТ9070-75; респиратор ШБ-1 ГОСТ12.4.028-76
Т10
Очки защитные ГОСТ Р 12.4.013-97; брезентовый костюм ГОСТ12.4.103-83; рукавицы брезентовые ГОСТ12.
О11
Сушить в помещении при температуре 18-220С 8 час.
А12
085 73780 Окраска
ИОТ № 23-98
Б13
Камера сушильная
18914
3
1
1
1
М14
Эмаль ВЛ-515, красно-коричневая ТУ 6-10-1052-75
М15
Растворитель Р-60 ТУ 6-10-1256-72 (смесь этилового спирта ГОСТ17299-78-70%, этилцеллозольва
16
ГОСТ8313-88-30%)
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
15
Д67.37.11.00, Д67.37.14.00
103.55200000.00062Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
1 Окрасить внутреннюю поверхность крышек 1-ым слоем
Р02
Рабочая вызкость эмали 20-22 сек.
Т03
Кисть малярная КР-40 ГОСТ10597-87; вискозиметр ВЗ-246 ГОСТ9070-75
О04
Сушить при температуре 18-220С один час, а затем при температуре 110-1200С один час.
О05
2 Окрасить внутреннюю поверхность крышек 2-ым слоем.
06
Р07
Рабочая вызкость эмали 20-22 сек.
Т08
Кисть малярная КР-40 ГОСТ10597-87; вискозиметр ВЗ-246 ГОСТ9070-75
09
О10
Сушить при температуре 18-220С один час, а затем при температуре 110-1200С один час.
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00041Р
11
1
Разраб.
Куваев
ПКТБ
Проверил
Сидоренко
Д67.37.12.00
Д67.37.01.00
103.55200000.00063Р
по локомотивам
Корпус теплообменника
Н.контр.
Семенихина
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
Ремонт корпуса теплообменника
А02
005
01240 Дефектация
ИОТ №91-98
Б03
Стенд для дефектировки деталей теплообменника цеховой
13055
4
1
2
3
О04
Провести дефектировку корпуса теплообменника в соответствии с операциями 005, 010 Дефектация
05
КТТП 103.5021240.00022Р
А06
010
01096 Разделка трещин
ИОТ №111-98
О07
18466
2
1
1
1
О08
1 Разделать трещину в сварном шве корпуса.
09
Определить границы трещины, накернить ее концы и засверлить сверлом d=6 мм на всю толщину металла
О10
Дефектные сварные швы вырубить и разделать под V-образный шов до полного удаления металла шва.
Т11
Машинка пневматическая ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т12
Молоток 7850-0101 Ц15.хр ГОСТ 2310-77; зубило 2810-0203 Ц15.хр ГОСТ 7211-86
Т13
Кернер 7843-0039 Н12Х1 ГОСТ 7213-72Е; сверло d=6мм 2300-6972 ГОСТ 886-77
Т14
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75; респиратор ШБ ГОСТ12.4.028-7
О15
2 Разделать трещину на поверхности корпуса.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Определить границы трещины, накернить ее концы и засверлить сверлом d=6 мм на всю толщину металла.
О02
Центр отверстия должен располагаться на 3-5 мм дальше конца трещины. Отверстия раззенковать для
03
лучшего провара на 1/2 глубины отверстия. Разделать трещину под заварку под V-образный шов.
Т04
Машинка пневматическая ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т05
Молоток 7850-0101 Ц15.хр ГОСТ 2310-77; зубило 2810-0203 Ц15.хр ГОСТ 7211-86; кернер 7843-0039 Н12Х1
Т06
ГОСТ7213-72Е; сверло d=6мм 2300-6972 ГОСТ 886-77; сверло d=12 мм с углом заточки 900 2300-0079 ГОСТ886
Т07
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75; респиратор ШБ ГОСТ12.4.028-7
А08
015
04010 Транспортирование
ИОТ № 134-97
Б09
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О10
1 Зачалить корпус по цеховой схеме строповки, уложить в контейнер и транспортировать к месту сварки.
Т11
Контейнер цеховой; тележка цеховая; строп 2СК-0,5/5000 ГОСТ25573-82
А12
020
90000 Сварка
ИОТ №134-97
Б13
19756
4
2
1
1
О14
1 Заварить дефектные сварные швы.
О15
2 Заварить трещины на корпусе.
О16
3 Приварить штуцер (при необходимости).
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
3
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
4 Сварку производить в соответствии с операцией 020 Сварка КТТП 103.55200000.00062Р.
А02
025 01080 Слесарная
ИОТ № 111-98
Б03
18466
2
1
1
1
О04
Зачистить сварные швы после заварки трещин заподлицо с основным металлом.
05
Для установке усиливающей накладки выпуклость валика заваренной трещины должна быть полностью удал
Т06
Пневматическая машинка ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т07
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75, ГОСТ12.4.002-97
Т08
Респиратор ШБ-1 ГОСТ12.4.028-76
А09
030
90000 Сварка
ИОТ №134-97
Б10
19756
4
2
1
1
О11
1 Установить и приварить усиливающую накладку на заваренную трещину снаружи корпуса.
12
Толщина накладки должна быть не менее 5 мм. Накладка должна перекрывать трещину не менее, чем
13
на 100 мм, при невозможности этого перекрытие может быть уменьшено до 50 мм.
14
Накладка изготавливается из стали Ст.3 ГОСТ14637-89. Прилегание накладки к корпусу должно быть
15
плотным, допускаются местные зазоры до 1,5 мм. Накладка приваривается по всему контуру.
О16
2 Сварку производить в соответствии с операцией 020 Сварка КТТП 103.55200000.00062Р.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
4
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
035 01080 Слесарная
ИОТ № 111-98
Б02
18466
2
1
1
1
О03
1 Зачистить сварные швы после приварки накладки с плавным переходом к основному металлу.
Т04
Пневматическая машинка ИП-1009 ГОСТ12633-90; круг шлифовальный I-150х5х20 ГОСТ2424-83
Т05
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75, ГОСТ12.4.002-97
Т06
Респиратор ШБ-1 ГОСТ12.4.028-76
07
А08
040
04010 Транспортирование
ИОТ № 134-97
Б09
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О10
1 Зачалить корпус по цеховой схеме строповки, уложить в контейнер и транспортировать
11
на механический участок.
Т12
Контейнер цеховой; тележка цеховая; строп 2СК-0,5/5000 ГОСТ25573-82
А13
045 42100 Сверлильная
ИОТ № 5-98
Б14
Радиально-сверлильный станок 2М55, инв.№ 321030103
18355
2
1
1
1
Б15
Монорельс с тельфером г/п 0,5 тс
13790
3
1
1
1
Т16
Строп 2СК-0,5/5000 ГОСТ25573-82
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
5
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
1 Установить корпус на станок и закрепить
О02
2 Рассверлить дефектные резьбовые отверстия М16 на фланцах корпуса для наплавки
Т03
Приспособление для закрепления корпуса на станке цеховое.
Т04
Сверло 2301-0060 (диаметр 17,5) ГОСТ10903
Т05
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75, ГОСТ12.4.002-97
О06
3 Снять корпус со станка.
А07
050
04010 Транспортирование
ИОТ № 134-97
Б08
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О09
1 Зачалить корпус по цеховой схеме строповки, уложить в контейнер и транспортировать
10
на участок наплавки.
Т11
Контейнер цеховой; тележка цеховая; строп 2СК-0,5/5000 ГОСТ25573-82
12
А13
055 91110 Наплавка
ИОТ № 134-97
Б14
19756
4
2
1
1
О15
1 Наплавить вмятины глубиной более 2 мм, рассверленные резьбовые отверстия, посадочные поверхности
16
фланцев, износ которых более допустимых размеров.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
6
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
2 Наплавку производить в соответствии с операцией 030 Наплавка КТТП 103.55200000.00062Р.
02
А03
060
04010 Транспортирование
ИОТ № 134-97
Б04
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О05
1 Зачалить корпус по цеховой схеме строповки, уложить в контейнер и транспортировать
06
на механический участок.
Т07
Контейнер цеховой; тележка цеховая
Т08
Строп 2СК-05/5000 ГОСТ25573-82
09
10
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
7
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
065 42100 Сверлильная
ИОТ № 5-98
Б02
Радиально-сверлильный станок 2М55, инв.№ 321030103
18355
2
1
1
1
Б03
Монорельс с тельфером г/п 0,5 тс
13790
3
1
1
1
О04
1 Установить корпус на станок и закрепить.
Т05
Строп 2СК-0,5/5000 ГОСТ25573-82
О06
2 Рассверлить наплавленные резьбовые отверстия на фланцах корпуса для нарезания резьбы М16.
Т07
Приспособление для закрепления корпуса на станке цеховое.
Т08
Сверло 2301-3596 (диаметр 13,8 мм) ГОСТ10903
О09
3 Нарезать резьбу М16
Т10
Метчик № 1 2621-1623; метчик № 2 2621-1621 ГОСТ3266-81
О11
3.1 Смазать отверстия перед нарезанием резьбы машинным маслом.
О12
3.2 Нарезать резьбу М16 метчиком № 1
О13
3.3 Очистить резьбу от стружки и повторно смазать машинным маслом.
О14
3.4 Окончательно нарезать резьбу М16 метчик № 2
О15
3.5 Проверить резьбу М16 калибром
Т16
Пробка резьбовая 8221-3067 ГОСТ17758-72
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
8
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75, ГОСТ12.4.002-97
О02
4 Снять корпус со станка.
А03
070
04010 Транспортирование
ИОТ № 134-97
Б04
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О05
1 Зачалить корпус по цеховой схеме строповки, уложить в контейнер и транспортировать
06
к горизонтально-расточному станку.
Т07
Контейнер цеховой; тележка цеховая; строп 2СК-0,5/5000 ГОСТ25573-82
08
А09
075 42210 Расточная
ИОТ № 1-95
Б10
Горизонтально-расточной станок 2Е656, инв.№ 324230106
19163
4
1
1
1
Б11
Монорельс с тельфером г/п 0,5 тс
13790
3
1
1
1
О12
1 Зачалить, установить приспособление на станок, закрепить прижимными болтами с планками.
О13
Зачалить, установить корпус на приспособление, закрепить прижимными болтами с планками.
О14
2 Точить наружный диаметр фланцев корпуса , выдерживая размер 415±1,55 мм.
О15
3 Подрезать торец фланца поверхности "в", рис.3 КЭ 103.20200000.00033Р, шероховатость Rа=6,3
Т16
Строп 2СК-0,5/5000 ГОСТ25573-82; приспособление для установки корпуса цеховое; резец проходной ГОСТ18
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
9
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
4 Расточить внутренний диаметр корпуса на глубину 30 мм, выдерживая размер 313+0,5мм.
О02
5 Точить выточку под кольцо, выдерживая размер d=324,8+0,5-0,1 мм, на глубину 7,5±0,1 мм,
03
шероховатость Rа=6,3
О04
6 Подрезать торец поверхности "б", выдерживая размер 7,5±0,1 мм рис.3 КЭ 103.20200000.00033Р,
05
шероховатость Rа=6,3
О06
7 Точить фаску, выдерживая размер 0,5 мм, угол 450, шероховатость Rа=6,3
Т07
Резец 2140-0082 Т15К6 ГОСТ18882-73
О08
8 Переустановить корпус на станке, выверить, закрепить прижимными болтами с планками.
О09
9 Подрезать торец поверхности "а", рис.3 КЭ 103.20200000.00033Р, шероховатость Rа=6,3
О10
10 Расточить внутренний диаметр корпуса на глубину 30 мм, выдерживая размер 313+0,5мм.
11 Точить выточку под прокладку, выдерживая размер диаметра 342+0,5+0,1 мм,
О11
12
на глубину 8±0,2 мм, шероховатость Rа=6,3
О13
12 Подрезать торец поверхности "б", выдерживая размер 8±0,2 мм рис.3 КЭ 103.20200000.00033Р,
14
шероховатость Rа=6,3
О15
13 Точить фаску, выдерживая размер 1 мм, угол 450, шероховатость Rа=6,3
Т16
Приспособление для установки корпуса; прижимные болты с планками
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
10
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Т01
Резец 2140-0082 Т15К6 ГОСТ18882-73; нутромер НИ-250-450-0,01 ГОСТ868-82; штангенциркуль ШЦ-II-500-0,05
Т02
ГОСТ166-89; штангенциркуль ШЦ-I-0-125-0,1 ГОСТ166-89; глубиномер ГИ-100 ГОСТ7661-67
Т03
Угломер УИ ГОСТ5378-88; линейка-300 ГОСТ427-75; образцы шероховатости ГОСТ9378-93
О04
14 Снять корпус со станка.
О05
15 Снять приспособление для установки корпуса со станка.
А06
080
04010 Транспортирование
ИОТ № 134-97
Б07
Кран мостовой г/п 5 тс инв.№ 2541.пм
13790
3
1
2
1
О08
1 Зачалить корпус по цеховой схеме строповки, уложить в контейнер и транспортировать
09
к месту испытания на плотность сварных швов.
Т10
Контейнер цеховой; тележка цеховая; строп 2СК-0,5/5000 ГОСТ25573-82
А11
085
06770 Испытания
ИОТ №110-98
Б12
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О13
Провести гидравлические испытания корпуса на плотность сварных швов.
О14
1 Установить на месте снятых левой и правой крышек прижимные кольца.
О15
2 Установить крышки на отверстия входа и выхода масла.
О16
3 Заглушить пробкой штуцер корпуса.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
11
Д67.37.12.00
103.55200000.00063Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
4 Провести гидравлическое испытание корпуса на плотность сварных швов.
РД02
Давление Время
РД03
1,2 МПа
10 мин.
О04
Течь и потение не допускаются.
05
О06
5 Снять крышки с отверстий входа и выхода масла.
О07
6 Вывернуть пробку из штуцера корпуса.
О08
7 Снять крышки подвода с фланцев корпуса.
Т09
Ключ 7811-0466 Н С 1 Х 9; рукавицы брезентовые ГОСТ12.4.010-75
10
А11
090
04010 Транспортирование
ИОТ № 134-97
Б12
Монорельс с тельфером г/п 0,5 тс
13790
3
1
1
1
О13
1 Зачалить корпус по цеховой схеме строповки, уложить в контейнер и транспортировать к месту
14
окраски
Т15
Контейнер цеховой; тележка цеховая; строп 2СК-0,5/5000 ГОСТ25573-82
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00041Р
12
1
Разраб.
Куваев
ПКТБ
Проверил
Сидоренко
Д67.37.13.00
Д67.37.01.00
103.55200000.00064Р
по локомотивам
Трубки в сборе
Н.контр.
Cеменихина
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
Ремонт охлаждающего элемента водомасляного теплообменника
02
А03
005
01432 Очистка
ИОТ № 78-98
Б04
Ванна для мойки охлаждающей секции цеховая
18540
3
1
1
1
М05
Техническое моющее средство Чист-Клин КН ТУ 2383-004-18274330-99
О06
1 Очистить охлаждающую секцию от остатков скоксовавшегося масла и нефтемасляных загрязнений.
Р07
Температура
Время
Концентрация
Р08
20-400С
15-25 мин.
25-40 г/дм3
О09
2 Промыть охлаждающую секцию в проточной горячей (600С) и холодной воде.
10
А11
010
01240 Дефектация
ИОТ №91-98
Б12
Стенд для дефектировки деталей теплообменника цеховой
13055
4
1
2
3
О13
Провести дефектировку охлаждающей секции в соответствии с операциями 025, 030 Дефектация
14
КТТП 103.5021240.00022Р
15
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
015
21221 Вальцовка
ИОТ №77-98
Б02
Технологическая подставка (цеховая)
11967
3
1
1
1
О03
Развальцевать охлаждающие трубки в трубных досках в местах течи, отмеченных при
04
гидравлическом испытании
05
Т06
Развальцовка для трубок цеховая; молоток 7850-0101 Ц15.хр ГОСТ2310-77
О07
Доразвальцовка охлаждающих трубок разрешается на величину 0,1- 0,15 мм.
08
А09
020
01170 Герметизация
ИОТ №110-98
Б10
Технологическая подставка (цеховая)
11967
3
1
1
1
М11
Заглушка заводского изготовления; трубка ДКРНМ 13х1 НД ГОСТ494-90
О12
Заглушить охлаждающие трубки (не более восьми), имеющие течь, коническими заглушками с двух сторон и
О13
вставить внутрь дефектных трубок, латунные трубки d=13х1 мм (не более 12 штук) с последующей
14
развальцовкой и пайкой рис.4 КЭ 103.20200000.00033Р
Т15
Развальцовка для трубок цеховая; молоток 7850-0101 Ц15.хр ГОСТ2310-77
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
3
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
025
80110 Пайка
ИОТ №56-95
Б02
Газосварочный комплекс КГС-1-72
16456 3
2
1
1
М03
Техническое моющее средство (ТМС) Лабомид-203 ТУ 38-10738-80; вода ГОСТ2874-82
М04
Салфетки технические ГОСТ29250-91
М05
Кислота соляная ГОСТ857-88; кислота азотная ГОСТ701-89Е; цинк хлористый ГОСТ4174-77
М06
Порошковый флюс состава: бура-58% ГОСТ8429-77Е; кислота борная-40% ГОСТ18704-78; кальций
07
хлористый-2% ГОСТ450-77
М08
Припой ПОССу40-2 ГОСТ21931-76
О09
1 Обезжирить места пайки путем протирания техническими салфетками, смоченными 10%-ным раствором
10
моющего средства Лабомид-203.
О11
2 Промыть места пайки холодной водой.
О12
3 Смочить места пайки смесью азотной (180 г/л) и соляной (10 г/л) кислот и травить в течение 10 минут.
Т13
Кисть малярная ГОСТ10597-87
О14
4 Промыть места травления холодной водой
О15
5 Смочить места пайки 40%-ным раствором хлористого цинка и выдержать в течение 10 минут.
Т16
Кисть малярная ГОСТ10597-87
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
4
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
6 Промыть места пайки холодной водой.
О02
7 Разрыв между операциями по п. 1-5 и флюсования не более двух часов.
О03
8 Насыпать на места пайки трубной решетки слой флюса и подогреть решетку пламенем газовой горелки
04
до температуры 250-3000С.
Т05
Термокарандаш марки 250 ТУ 6-10-1110-71; мультиметр М890G
06
О07
9 Запаять трубную решетку вокруг трубки припоем ПОССу40-2, предварительно подогрев решетку
08
до температуры 100-1200С. Ширина пояска не менее 2 мм.
О09
10 Паять трубки возле буртов.
О10
11 Паять коническую заглушку к охлаждающей трубке, рис.3, узел Б КЭ 103.20200000.00033Р.
Т11
Щиток лицевой ГОСТ12.4.035-78
Т12
Брезентовый костюм с огнестойкой пропиткой ГОСТ12.4.045-87
Т13
Рукавицы брезентовые ГОСТ12.4.010-75; очки защитные ГОСТ Р 12.4.013-97
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
5
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
030
42100 Сверлильная
ИОТ №5-98
Б02
18355
2
1
2
1
О03
При необходимости разборки охлаждающего элемента теплообменника
04
высверлить охлаждающие трубки с наружных сторон трубных рещеток на глубину 5-7 мм.
Т05
Машинка ручн. сверл. пневм. ИП-1016А; сверло d=16мм 2301-0054 ГОСТ 10903-77;
Т06
Очки защитные ГОСТ Р 12.4.013-97; рукавицы брезентовые ГОСТ12.4.010-75
О7
А08
035
88610 Разборка
ИОТ №18-2000
Б09
Технологическая подставка (цеховая)
18540
3
1
1
1
О10
Разобрать охлаждающий элемент
О11
1 Сбить трубные решетки.
О12
2 Вынуть охлаждающие трубки из перегородок.
13
Т14
Молоток 7850-0101 Ц15.хр ГОСТ2310-77
Т15
Рукавицы брезентовые ГОСТ12.4.010-75
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
6
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
040
41100 Токарная
ИОТ №1-95
Б02
Труборезный станок ВМС-31
19149
2
1
1
1
О03
1 Подрезать торец охлаждающих трубок с одной стороны.
О04
2 Отрезать трубки по шаблону в количестве 150 штук.
Т05
Резец 2112-0103 ВК:6 ГОСТ18880-73; резец 2130-0001 ВК6 ГОСТ18884-73
Т06
Шаблон трубки заводского изготовления длиной не менее 2001 мм.
07
А08
045
06762 Испытания
ИОТ №110-98
Б09
Ванна (цеховая)
12597
2
1
1
1
О10
Провести пневматические испытания трубок на герметичность.
О11
Испытать каждую трубку воздухом давлением 0,2 Мпа в ванне с водой. При выделении пузырьков на
О12
поверхности трубки, трубка бракуется.
Т13
Приспособление для испытания трубок (цеховое);
А14
050
81740 Лужение
ИОТ №56-98
Б15
Ванна для лужения трубок черт. ОБ-10085
13417
2
2
1
1
Б16
Ванна для обезжиривания; ванна для травления; ванна для промывки холодной проточной водой
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
7
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Б01
Ванна с хлористым цинком
19182
2
2
1
1
Б02
Ванна флюсования (канифоль-30%, бензин-70%)
13417
2
2
1
1
М03
Припой ПОС-40 ГОСТ21930-76; салфетки технические ГОСТ29250-91
МО4
Канифоль ГОСТ14201-83; бензин Б-70 ГОСТ1012-72
О05
1 Обезжирить концы трубок на длине 30 мм путем окунания в ванну с 10%-ным раствором Лабомида-203.
Р06
Температура раствора- 60-800С; время выдержки в растворе- 5 мин.
О07
2 Промыть места обезжиривания холодной водой.
О08
3 Травить концы трубок в ванне травления путем окунания с обеих концов на длину 30 мм в течение 30 сек.
О09
4 Промыть места травления холодной водой.
О10
5 Обработать места лужения 40%-ным раствором хлористого цинка в течение 10 минут.
О11
6 Промыть концы трубок холодной водой.
Т12
Приспособление для фиксирования трубок над ваннами цеховое.
О13
7 Флюсование
О14
Флюсовать концы трубок на длине 30 мм с обеих концов окунанием в ванну флюсования.
О15
8 Лудить концы охлаждающих трубок на длине 30 мм с обеих концов окунанием в ванну с припоем ПОС-40
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
8
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р01
Температура припоя
Время
Р02
270-3000С
3-5 сек.
Т03
Измеритель-регулятор температуры ИТР 5320; термопара ТХК 0193
О04
9 Снять излишки припоя над ванной с помощью технических салфеток.
А05
055
03870 Контроль
Б06
13417
2
1
2
3
О07
Проверить поверхность лужения. Поверхность должна быть гладкой, блестящей, без слоев флюса.
А08
060
88000 Сборка
ИОТ № 18-2000
Б09
Кран г/п 1 тс
13790
3
1
2
1
Б10
Приспособление для сборки заводского изготовления
18540 3
1
2
1
О11
Собрать охлаждающий элемент.
О12
1 Установить перегородки поз.2, удлиненную трубную решетку поз.1, рис.4 КЭ 103.20200000.00033Р
13
в приспособление для сборки.
О14
2 Вставить укороченные трубки-распорки поз.5 и 6, рис.4 КЭ 103.20200000.00033Р, черт.Д67.37.13.00
О15
3 Вставить охлаждающие трубки поз.4, рис.4 КЭ 103.20200000.00033Р.
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
9
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
4 Установить трубную решетку поз.3, рис.4 КЭ 103.20200000.00033Р.
О02
5 Развальцевать и отбортовать концы охлаждающих трубок.
Т03
Развальцовка для трубок цеховая; молоток 7850-0101 Ц15.хр ГОСТ2310-77
О04
6 Смещение перегородок поз.2, рис.4 КЭ 103.20200000.00033Р от их номинального расположения не более 1 м
Т05
Строп 2СК-0,5/2000 ГОСТ25573-82
А06
065
80190 Пайка
ИОТ №56-95
Б07
Кран г/п 1 тс
13790
3
1
2
1
БО8
Ванна для пайки цеховая
16456
3
2
1
1
Б09
Ванна для обезжиривания с 10%-ным водным раствором ТМС Лабомид-203
17236
3
1
1
1
Б10
Ванна для промывки холодной водой
17236
3
1
1
1
Б11
Ванна для травления (смесь азотной 180 г/л и соляной 10 г/л кислот)
17236
3
2
1
1
Б12
Ванна с 40%-ным водным раствором хлористого цинка
17236
3
2
1
1
Б13
Ванна флюсования (канифоль-30%, бензин-70%)
17236
3
2
1
1
М14
Моющее техническое средство (ТМС) Лабомид-203 ТУ 38-10738-80; вода ГОСТ2874-82
М15
Кислота соляная ГОСТ857-88; кислота азотная ГОСТ701-89Е; цинк хлористый ГОСТ4174-77
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
10
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
М01
Канифоль ГОСТ14201-83; бензин Б-70 ГОСТ1012-72
М02
Припой ПОС-30 ГОСТ21930-76
О03
Припаять трубную решетку поз.1, рис.4 КЭ 103.20200000.00033Р к охлаждающим трубкам.
О04
1 Зачалить по цеховой схеме строповки охлаждающий элемент трубной решеткой поз.1 вниз.
О05
2 Опустить охлаждающий элемент трубной решеткой поз.1 в ванну для обезжиривания
О06
на глубину 30 мм от торца трубок.
Р07
Температура раствора- 60-800С; время выдержки в растворе- 5 мин.
О08
3 Вынуть охлаждающий элемент и промыть проточной холодной водой.
О09
4 Опустить охлаждающий элемент трубной решеткой поз.1 в ванну с кислотой на 10 мин
10
на глубину 30 мм от торца трубок.
О11
5 Вынуть охлаждающий элемент и промыть проточной холодной водой.
О12
6 Продуть сжатым воздухом.
О13
7 Опустить охлаждающий элемент трубной решеткой поз.1 в ванну с раствором хлористого цинка на 10 ми
О14
на глубину 30 мм от торца трубок.
О15
8 Вынуть охлаждающий элемент и промыть проточной холодной водой.
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
11
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
9 Продуть сжатым воздухом.
О02
10 Погрузить охлаждающий элемент в ванну флюсования так, чтобы внутренняя сторона
03
трубной решетки поз.1 была покрыта флюсом на 3-5 мм.
О04
11 Погрузить охлаждающий элемент в ванну с расплавленным припоем так, чтобы внутренняя сторона
05
трубной решетки поз.1 была покрыта припоем на 3-5 мм.
О06
12 Продуть охлаждающие трубки сжатым воздухом и удалить остатки припоя
07
Т08
Строп 2СК-0,5/2000 ГОСТ25573-82
09
А10
070
80190 Пайка
ИОТ №56-95
Б11
Кран г/п 1 тс
13790
3
1
2
1
Б12
Ванна для пайки цеховая
16456
3
2
1
1
Б13
Ванна для обезжиривания с 10%-ным водным раствором ТМС Лабомид-203
17236
3
1
1
1
Б14
Ванна для промывки холодной водой
17236
3
1
1
1
Б15
Ванна для травления (смесь азотной 180 г/л и соляной 10 г/л кислот)
17236
3
2
1
1
Б16
Ванна с 40%-ным водным раствором хлористого цинка
17236
3
2
1
1
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
12
Д67.37.13.00
103.55200000.00064Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Б01
Ванна флюсования (канифоль-30%, бензин-70%)
17236
3
2
1
1
02
М03
Моющее техническое средство Лабомид-203 ТУ 38-10738-80; вода ГОСТ2874-82
М04
Кислота соляная ГОСТ857-88; кислота азотная ГОСТ701-89Е; цинк хлористый ГОСТ4174-77
М05
Канифоль ГОСТ14201-83; бензин Б-70 ГОСТ1012-72
М06
Припой ПОС-30 ГОСТ21930-76
07
О08
Повторить операцию 065 Пайка для пайки трубной решетки поз.3, рис.4 КЭ 103.20200000.00033Р
09
к охлаждающим трубкам.
Т10
Строп 2СК-0,5/5000 ГОСТ25573-82
11
12
13
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.01200000.00041Р
10
1
Разраб.
Куваев
ПКТБ
Проверил
Сидоренко
Д67.37.01.00
Д67.37.01.00СП
103.55288000.00012Р
по локомотивам
Сборка теплобменника водомасляного
Н.контр.
Семенихина
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
88000 Сборка
ИОТ №18-2000
02
КК03
Комплектующие составные части, рис.1 КЭ 103.20200000.00033Р
К04
1 Крышка левая
черт.Д67.37.11.00, поз.1
шт.
1
1
К05
2 Корпус
черт.Д67.37.12.00, поз.
шт.
1
1
К06
3 Трубки в сборе (охлаждающий элемент)
черт. Д67.37.13.00, поз.3
шт.
1
1
К07
4 Крышка правая
черт.Д67.37.14.00, поз.4
шт.
1
1
К08
5 Гайка М16-011
ГОСТ 5915-70, поз.17
шт.
24
24
К09
6 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.01, поз.8
шт.
2
2
К10
7 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.02, поз.9
шт.
1
1
К11
8 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.03, поз.10
шт.
1
1
К12
9 Прокладка (паронит ГОСТ481-80)
черт.Д67.37.01.04, поз.11
шт.
2
2
К13
10 Кольцо
черт.Д67.37.01.05, поз.12
шт.
1
1
К14
11 Шайба 32х24х1 (медь ГОСТ859-78)
черт.Д67.37.01.07, поз.13
шт.
4
4
К15
12 Штуцер
черт.Д67.37.12.04, поз.14
шт.
2
2
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
К01
13 Болт М12х28
ГОСТ 7796-70, поз.15
шт.
4
4
К02
14 Гайка М12-011
ГОСТ 5915-70, поз.16
шт.
16
16
К03
15 Контргайка 15
ГОСТ 8968-75, поз.18
шт.
4
4
К04
16 Кольцо У-320х0-1 (резина)
ГОСТ 9833-70, поз.19
шт.
2
2
К05
17 Шайба пружинная 12Н
ГОСТ 6402-70, поз.20
шт.
20
20
К06
18 Шайба пружинная 16Н
ГОСТ 6402-70, поз.21
шт.
24
24
К07
19 Шпилька АМ12х30 (12/22) 011
ГОСТ22032-76, поз.22
шт.
16
16
К08
20 Шпилька АМ16х45 (16/34) 011
ГОСТ22032-76, поз.23
шт.
24
24
К09
21 Кран натяжной муфтовый 11Б 1бк Dу=15 Промышленная трубопроводная
10
арматура (ч.I) ЦНИТИ, поз.24
шт.
2
2
К11
22 Труба ДКРНМ 16х1 М3, L=2027±1 мм
ГОСТ617-90, черт. Д67.37.13.05
шт.
150
150
12
13
14
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
3
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
005
01080 Слесарная
ИОТ №18-2000
Б02
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О03
Нанести риски на верхних поверхностях фланцев корпуса и охлаждающего элемента, определяющие
04
правильность установки охлаждающего элемента в корпус теплообменника.
Т05
Молоток 7850-0101 Ц15.хр ГОСТ 2310-77; Зубило 2810- 0203 Ц15.хр ГОСТ 7211-86;
А06
010
04010 Транспортирование
ИОТ № 134-97
Б07
Кран г/п 1 тс
13790
3
1
2
1
Б08
Кантователь теплообменника по типу черт. 4-341.01, 00.4-34900-00
18540
3
1
1
1
О09
Зачалить по цеховой схеме строповки и установить корпус поз.2, рис.1 КЭ 103.20200000.00033Р
10
на кантователь вертикально фланцем и штуцером для присоединения крана вверх.
Т11
Строп 2СК-0,5/2000 ГОСТ25573-82; рукавицы брезентовые ГОСТ12.4.010-75
А12
015
88000 Сборка
ИОТ №18-2000
Б13
Кран г/п 1 тс
13790
3
1
2
1
Б14
Кантователь теплообменника по типу черт. 4-341.01, 00.4-34900-00
18540
3
1
1
1
О15
Перед сборкой корпус, охлаждающий элемент и крышки продуть сжатым воздухом.
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
4
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Перед сборкой внутреннюю поверхность корпуса покрыть тонким слоем дизельного масла.
О02
Произвести сборку корпуса с охлаждающим элементом, рис.1 КЭ 103.20200000.00033Р.
О03
1 Установить прокладку поз.10 черт.Д67.37.01.03 на внутреннюю сторону удлиненной трубной рещетки.
О04
2 Зачалить охлаждающий элемент поз.3 черт.Д67.37.13.00 вертикально фланцем с прокладкой поз.10, вверх.
О05
3 Вставить охлаждающий элемент поз.3 черт.Д67.37.13.00 в корпус теплообменника поз.2, черт. Д67.37.12.
О06
4 Установить поворотом кантователя собранный корпус в горизонтальное положение
О07
5 Снять собранный корпус с кантователя.
Т08
Строп 2СК-0,5/2000 ГОСТ25573-82; рукавицы брезентовые ГОСТ12.4.010-75
А09
020
04010 Транспортирование
ИОТ № 134-97
Б10
Кран г/п 1 тс
13790
3
1
2
1
О11
Зачалить по цеховой схеме строповки и установить собранный корпус на стенд для ремонта и опрессовки.
Т12
Строп 2СК-0,5/2000 ГОСТ25573-82; рукавицы брезентовые ГОСТ12.4.010-75
А13
025
8800 Сборка
ИОТ №18-2000
Б14
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О15
Произвести сборку водомасляного теплообменника, рис.1 КЭ 20200000.00033Р.
О16
1. Ввернуть по 12 шпилек М16 ГОСТ 11756-76 поз.23 на фланцы с обеих сторон корпуса поз.2 черт.Д67.37.12.
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
5
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
2. Установить кран 116 1бк Dу=15 поз.24 на корпус.
О02
3. Ввернуть по 6 шпилек М12 поз.22 ГОСТ 11756-76 на фланцах выхода и входа воды левой крышки.
О03
4. Завернуть 4 контргайки 15 поз.18 ГОСТ 8968-75
О04
5. Ввернуть 2 штуцера поз.14 черт.Д67.37.12.04 на левую крышку и корпус.
О05
6. Надеть 2 прокладки поз.11 черт.Д67.37.01.04
О06
7. Надеть 4 шайбы пружинные 12Н поз.20 ГОСТ 6402-70 и завернуть 4 болта М12х28 поз.15
07
ГОСТ 7798-70
О08
8. Надеть 16 шайб пружинных 12Н поз.20 ГОСТ 6402-70 и завернуть 16 гаек М12-011
09
поз.16 ГОСТ 5915-73
О10
9. Установить прокладку поз.9 черт.Д67.37.01.02 на левую крышку, установить кольцо первое 19, кольцо 12
11
черт.Д67.37.01.05 и второе кольцо 19 на трубную решетку со стороны правой крышки.
Т12
Шпильковерт цеховой; пневматический гайковерт ГОСТ10210-83
Т13
Ключ труб. рычажный
7813-0001 ГОСТ 18981-73; ключ 7811- 0466 Н С 1 Х 9 ГОСТ 2839-80;
Т14
Молоток 7850-0101 Ц15.хр ГОСТ2310-77; плоскогубцы 7814-0259 Ц14.хр ГОСТ5547-93
15
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
6
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
10 Надеть на шпильки поз.23 крышку правую поз.4 черт.Д67.37.14.00 и левую крышку поз.1 черт.Д67.37.11.0
О02
11 Надеть на шпильки поз.23 шайбы пружинные 16Н ГОСТ 6402-61 поз.21
03
и закрутить гайки М16-011 поз.17. Затяжку гаек производить равномерно.
О04
12 Установить сливной кран 116 Dу=15 поз.24 на крышку левую поз.1 черт. Д67.37.11.00.
Т05
Шпильковерт цеховой; пневматический гайковерт ГОСТ10210-83
Т06
Ключ труб. рычажный
7813-0001 ГОСТ 18981-73; ключ 7811- 0466 Н С 1 Х 9 ГОСТ 2839-80;
07
А08
030
04010 Транспортирование
ИОТ № 134-97
Б19
Кран г/п 1 тс
13790
3
1
2
1
О10
Зачалить по цеховой схеме строповки собранный корпус теплообменника и транспортировать
11
к месту для испытаний на герметичность.
Т12
Строп 2СК-0,5/2000 ГОСТ25573-82; рукавицы брезентовые ГОСТ12.4.010-75
13
А14
035
06770 Испытания
ИОТ №110-98
Б15
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
7
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Испытать на герметичность масляную полость теплообменника гидравлическим давлением 0,8 Мпа в тече
02
10 мин. Течь и потение не допускаются. После испытаний масляную полость продуть сжатым воздухом.
О03
Фланцы отверстий ввода и вывода масла закрыть заглушками.
Т04
Ключ 7811-0466 Н С 1 Х 9; рукавицы брезентовые ГОСТ12.4.010-75
05
А06
040
06770 Испытания
ИОТ №110-98
Б07
Стенд для ремонта и опрессовки ТК-402-92
18540
3
1
1
1
О08
Испытать на герметичность водяную полость теплообменника гидравлическим давлением 0,3 Мпа в течен
09
10 мин. Течь и потение не допускаются. После испытаний водяную полость продуть сжатым воздухом.
О10
Фланцы отверстий ввода и вывода воды закрыть заглушками.
Т11
Ключ 7811-0466 Н С 1 Х 9; рукавицы брезентовые ГОСТ12.4.010-75
А12
045
04010 Транспортирование
ИОТ № 134-97
Б13
Кран г/п 1 тс
13790
3
1
2
1
О14
Зачалить по цеховой схеме строповки собранный корпус теплообменника и транспортировать
15
к месту окраски.
Т16
Строп 2СК-0,5/2000 ГОСТ25573-82; рукавицы брезентовые ГОСТ12.4.010-75
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
8
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
050
01340 Очистка
ИОТ № 23-98; ИОТ № 111-98
Б02
13450 3
1
1
1
О03
1 На участках собранного теплообменника произвести оценку состояния защитного покрытия
04
по показателю адгезии (сцепления) к металлу.
О05
2 Очистить участки теплообменника от разрушевшегося защитного покрытия (растрескивание,
06
отслаивание, вспучивание) до металла.
Т07
Скребки стальные; щетка металлическая ГОСТ9024-70; стальной шпатель ГОСТ10778-83; шабер ОЛРЗ
А08
055 03870 Контроль
Б09
12985
3
1
1
1
Р10
Контроль качества покрытия. Адгезия должна соответствовать баллу 1-2 по ГОСТ15140-78 при определен
11
методом решетчатых надрезов. Контроль качества очистки производится визуальным осмотром.
О12
На очищенных поверхностях не допускаются остатки краски и следов коррозии. Очищенные поверхности
13
должны быть сухими и чистыми.
А14
060
01910 Обезжиривание
ИОТ № 23-98
Б15
13450 3
2
1
1
М16
Моющее средство Темп-100 ТУ 38-40343-79 2-х %-ной концентрации; салфетки технические ГОСТ29250-91
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
9
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
О01
Обезжирить салфеткой, смоченной моющим средством Темп-100, поверхности, очищенные от старой краск
А02
065 03870 Контроль качества
Б03
12985
3
1
1
1
М04
Бумага фильтровальная ГОСТ12026-76
О05
После высыхания при протирке поверхности на бумаге не должно оставаться жирного пятна.
А06
070 73100 Грунтование
ИОТ № 23-98; ИОТ № 111-98
Б07
13450 3
2
1
1
М08
Грунтовка ФЛ-03К ГОСТ9109-81 или ПФ-0244 ТУ 6-27-47-92; уайт-спирит ГОСТ3134-78.
М09
Сиккатив НФ-1 ГОСТ1003-78
Т10
Кисть малярная КР-40 ГОСТ10597-87; вискозиметр ВЗ-246 ГОСТ9070-75
О11
1 Грунтовать поверхности теплообменника, очищенные от старой краски.
Р12
Рабочая вязкость грунтовки
24-25 сек.
О13
2 Сушить в помещении при температуре 18-220С в течение 8 час.
Т14
Очки защитные ГОСТ Р 12.4.013-97; брезентовый костюм ГОСТ12.4.103-83; рукавицы брезентовые ГОСТ12.4
Т15
Респиратор ШБ-1 ГОСТ12.4.028-76
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.01200000.00041Р
10
Д67.37.01.00
103.55288000.00012Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
А01
075
73650 Окраска
ИОТ № 23-98
Б02
13450 3
2
1
1
М03
Эмаль ПФ-115 серая ГОСТ6465-76; уайт-спирит ГОСТ3134-78
О04
1 Окрасить наружную поверхность теплообменника 1-м слоем.
Р05
Рабочая вязкость эмали
20-22 сек.
Т06
Кисть малярная КР-40 ГОСТ10597-87; вискозиметр ВЗ-246 ГОСТ9070-75
О07
2 Сушить в помещении при температуре 18-220С в течение 24 час.
О08
3 Окрасить наружную поверхность теплообменника 2-м слоем.
Р09
Рабочая вязкость эмали
20-22 сек.
Т10
Кисть малярная КР-40 ГОСТ10597-87; вискозиметр ВЗ-246 ГОСТ9070-75
О11
2 Сушить в помещении при температуре 18-220С в течение 24 час.
А12
080
03870 Контроль
Б13
12985
3
1
1
1
О14
Контроль окрашенных поверхностей производится визуально.
О15
Поверхность должна быть сухой, ровной, однородной без потеков,
16
КТТП
Карта типового технологического процесса
ГОСТ 3.1122—84 ФОРМА 5
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
1
Разработал
Куваев
ПКТБ
103.40200000.00006
Проверил
Сидоренко
Д67.37.01.00
Р
по локомотивам
Теплообменник водомасляный тепловоза ЧМЭ3
РО
Н. контроль
Семенихина
C
НПП
Обозначение ДСЕ
Наименование ДСЕ
КП
Ф
НПП
Обозначение комплекта ТД
Наименование комплекта ТД
Листов
Г
Обозначение ТД
Усл.обозн.
Лист
Листов
Ф01
103.01200000.00041Р
Комплект технологической документации на типовой технологический
02
процесс ремонта водомасляного теплообменника тепловоза ЧМЭ3
03
Ф04
103.40200000.00006Р
Ведомость комплекта документов на типовой технологический
05
процесс ремонта водомасляного теплообменника тепловоза ЧМЭ3
06
07
Г08
103.55288610.00022Р
КТТП
4
10
Разборка водомасляного теплообменника
Г09
103.50201240.00022Р
КТТП
14
8
Дефектация
Г10
103.55200000.00062Р
КТТП
22
15
Ремонт крышек
11
Г12
103.55200000.00063Р
КТТП
37
11
Ремонт корпуса теплообменника
13
Г14
103.55200000.00064Р
КТТП
48
12
Ремонт охлаждающего элемента
15
Г16
103.55288000.00012Р
КТТП
60
10
Сборка водомаслянного теплообменика
ВТД
Ведомость технологической документации
ГОСТ 3.1122—84 ФОРМА 5 а
Дубл.
Взам.
Подл.
103.01200000.00041Р
2
2
Д67.37.01.00С
103.40200000.00006
П
Р
C
НПП
Обозначение ДСЕ
Наименование ДСЕ
КП
Ф
НПП
Обозначение комплекта ТД
Наименование комплекта ТД
Листов
Г
Обозначение ТД
Усл.обозн.
Лист
Листов
Примечание
Г01
103.20200000.00033Р
КЭ
70
6
Карта эскизов
02
Г03
Д67.37.01.00
КЭ
70
1
Водомасляный теплообменник
04
Г05
Д67.37.11.00
КЭ
71
1
Крышка левая
06
Г07
Д67.37.12.00
КЭ
72
1
Корпус теплообменника
08
Г09
Д67.37.13.00
КЭ
73
1
Труба в сборе
10
Г11
Д67.37.14.00
КЭ
74
1
Крышка правая
12
Г13
Д67.37.13.05
КЭ
75
1
Труба ДКРНМ 16х1 М3
Г14
ЛР
76
1
Лист регистрации изменений
15
16
17
ВТД
Ведомость технологической документации
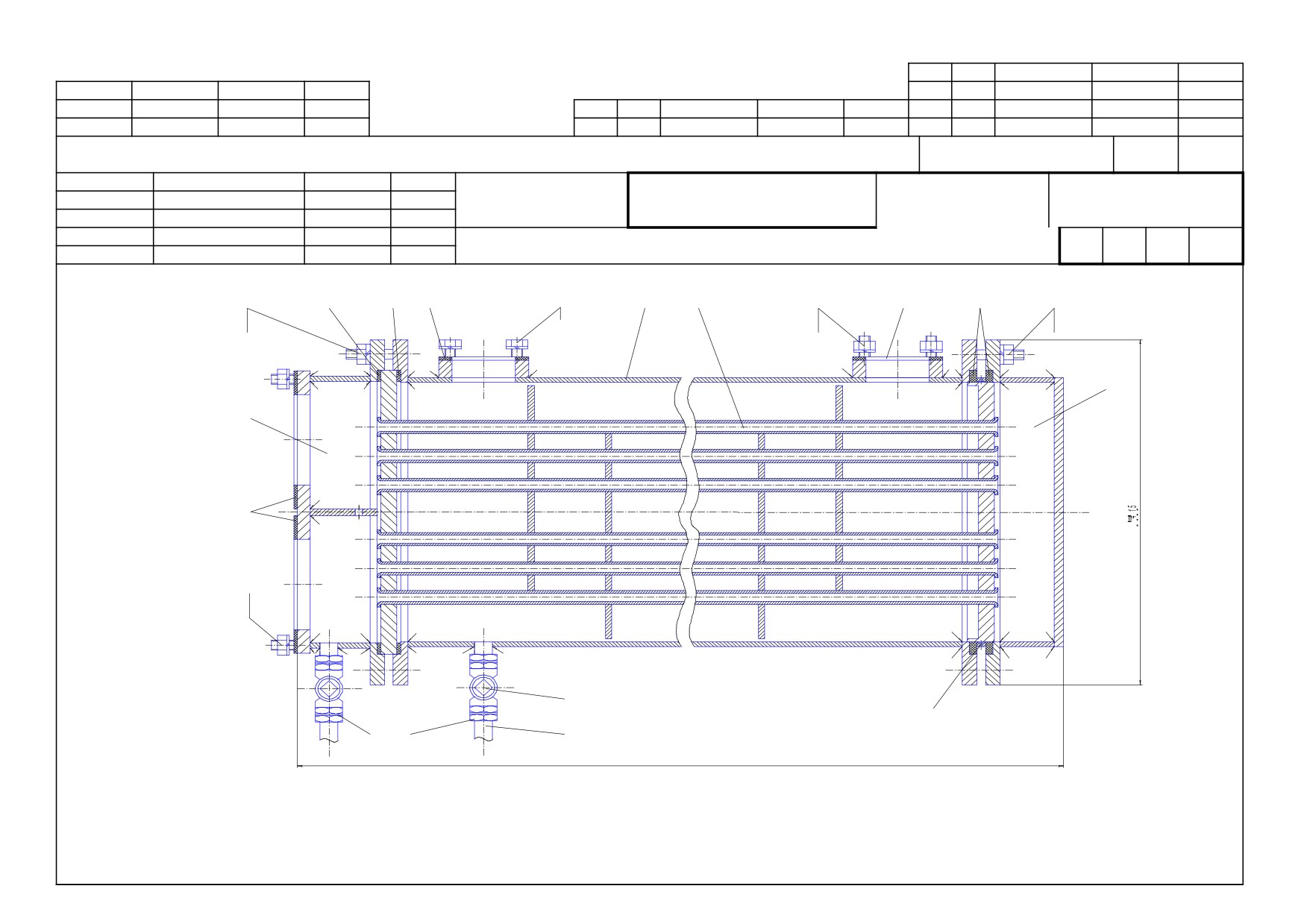
ГОСТ 3.1105-84 форма 7
Дубл.
Взам.
Подл.
103.01200000.00041Р
6
1
Разраб.
Куваев
ПКТБ
Проверил
Сидоренко
Д67.37.01.00
Д67.37.01.00СП
103.20200033Р
по локомотивам
Теплообменник водомаслянный
Н.контр.
Cеменихина
2
1
9
10
1
1
1
5
2
3
20
11
1
9
2
1
17
20
1
6
17
2
3
22
2
3
4
1
8
2
0
1
6
2
2
2
4
12
1
3
18
14
2
19
0
Рис.1 Теплообменник водомаслянны в сборе
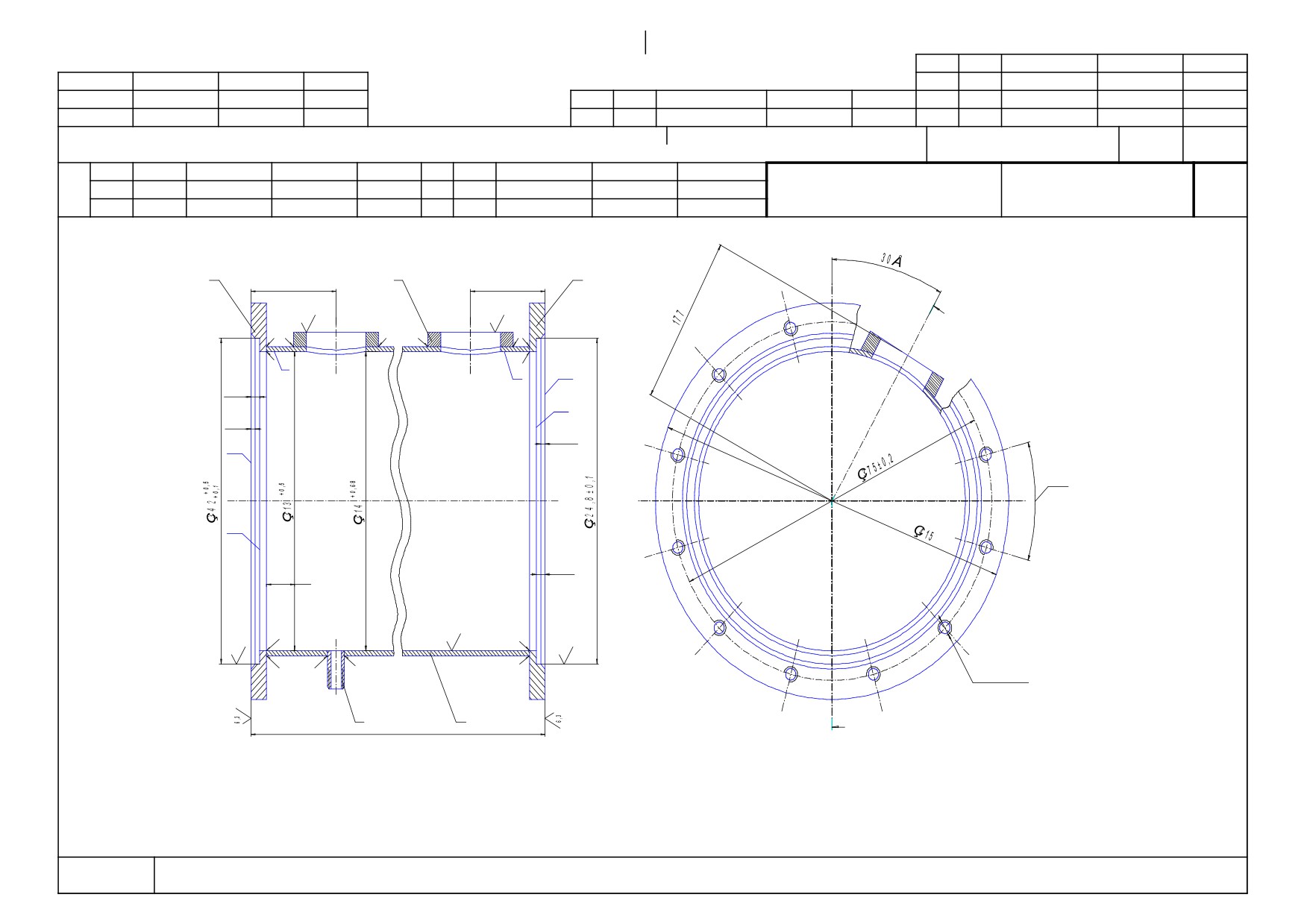
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.01200000.00041Р
Д67.37.12.00
103.20200000.00033Р
3
А-А
4
1
4
1
00
8
7,
5
А
3,
2
3,
2
д
г
в
8
0
,
2
б
1•
4
5
Å
0 ,5
•
4
5
Å
a
30Å
б
7 ,5
±0
,1
3
0
6,3
6 ,3
6,
3
24
от в. М 16
3
2
1994
,5
А
Рис.3 Корпус теплообменника
Примечание: Основные места трещин браковочных-стыковые сварочные швы (показаны стрелками)
КЭ
Карта эскизов
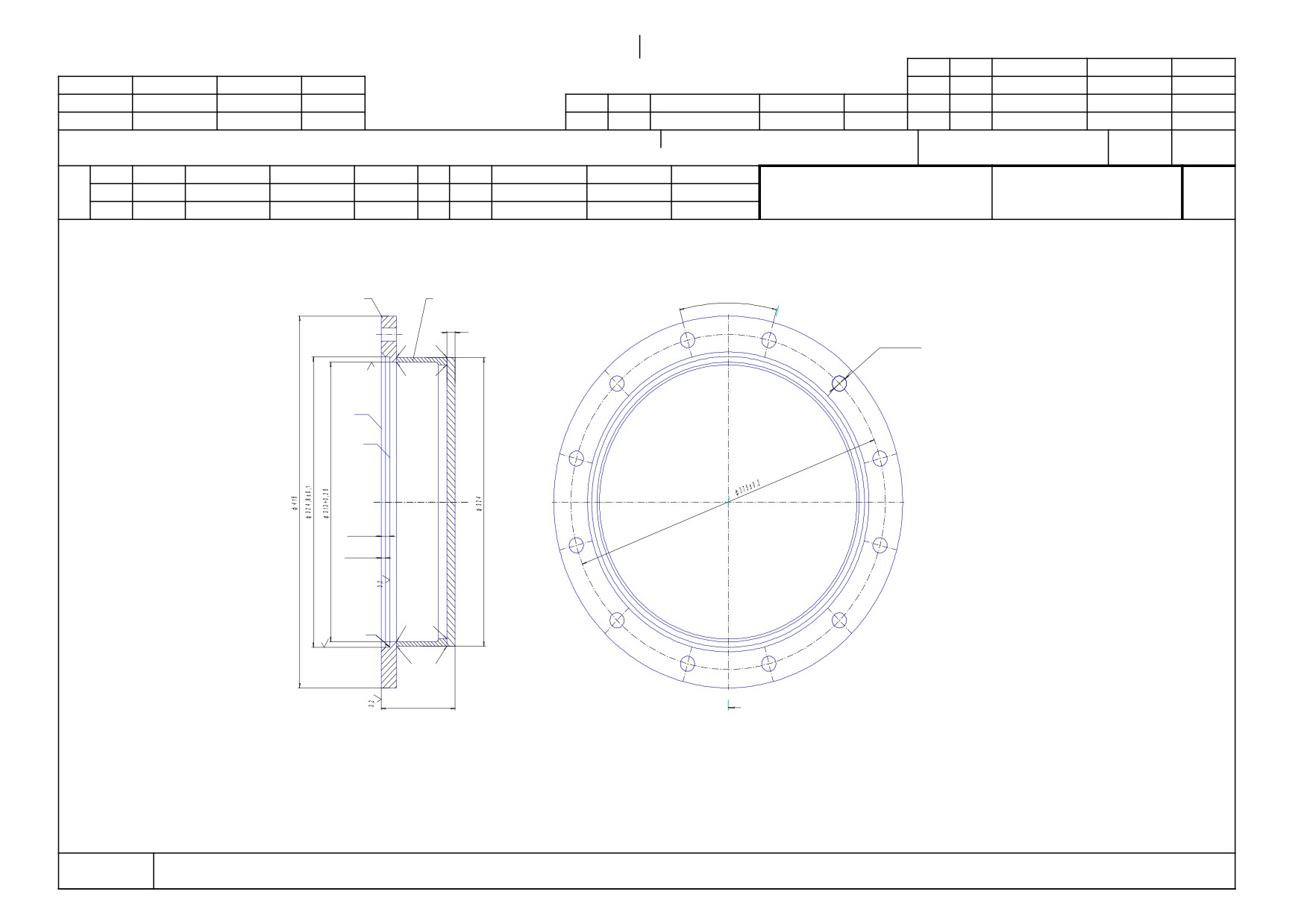
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.01200000.00041Р
Д67.37.14.00
103.20200000.00033Р
5
А-
А
3
1
30
Å
А
10
12
отв . 17
6,3
А
Б
7
,
5
±0
,
1
0
,
5
•
4
5
Å
R 3
3,
2
8
8
А
Рис.5 Крышка правая
Примечание: Основные места трещин браковочных-стыковые сварочные швы (показаны стрелками)
КЭ
Карта эскизов
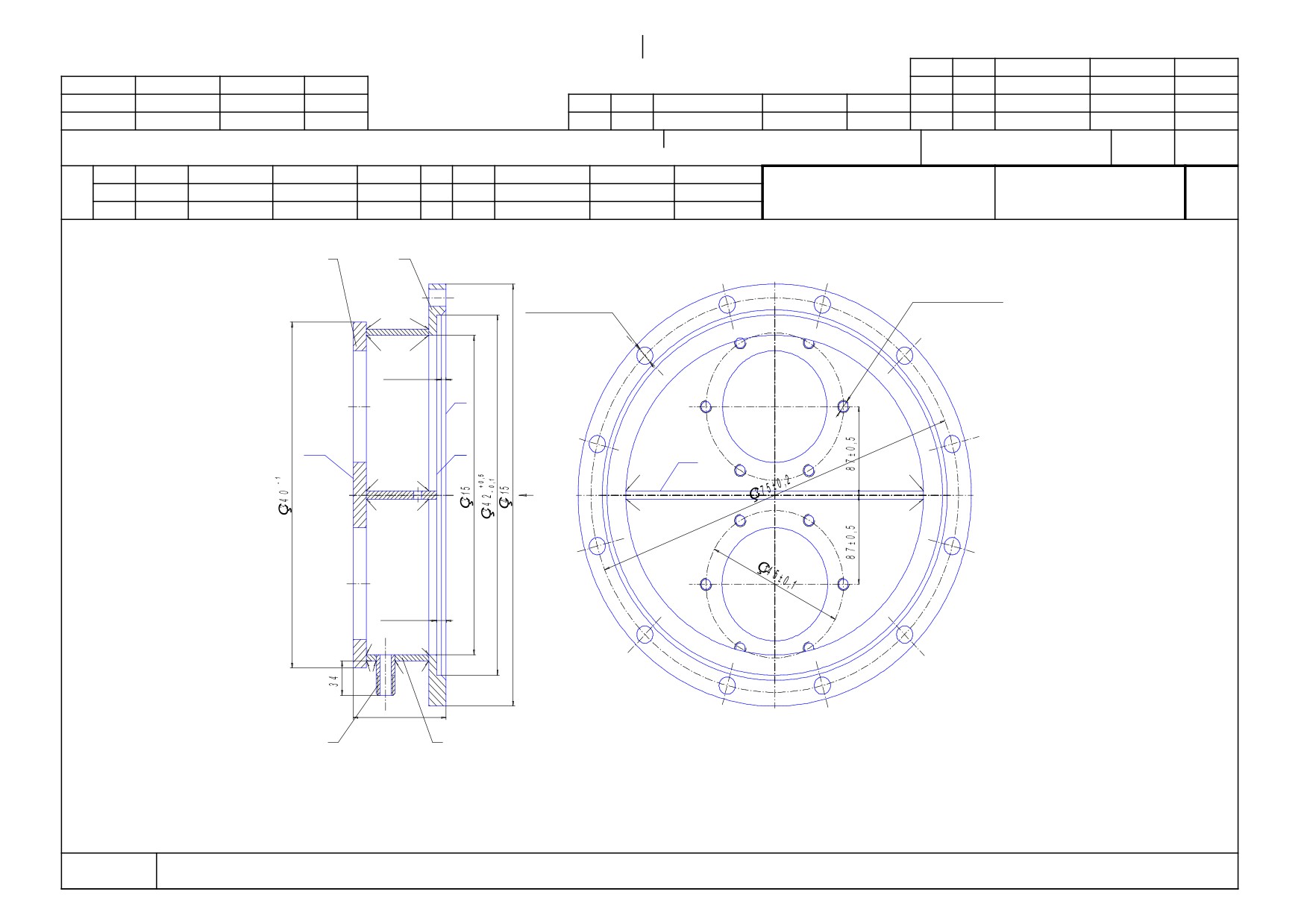
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.012.00000.00041Р
Д67.37.11.00
103.202.00000.00033Р
2
1
2
В ид А
+0
,5
12 о тв . М 12 - 6 Н
17
12 о тв . Ç
1•4 5 Å
В
Д
Г
4
А
8 ±0 ,2
96 ± 1
5
3
Рис.2 Крышка левая
имечание: Основные места трещин браковочных - стыковые сварочные швы (показаны стрелка
КЭ
Карта эскизов
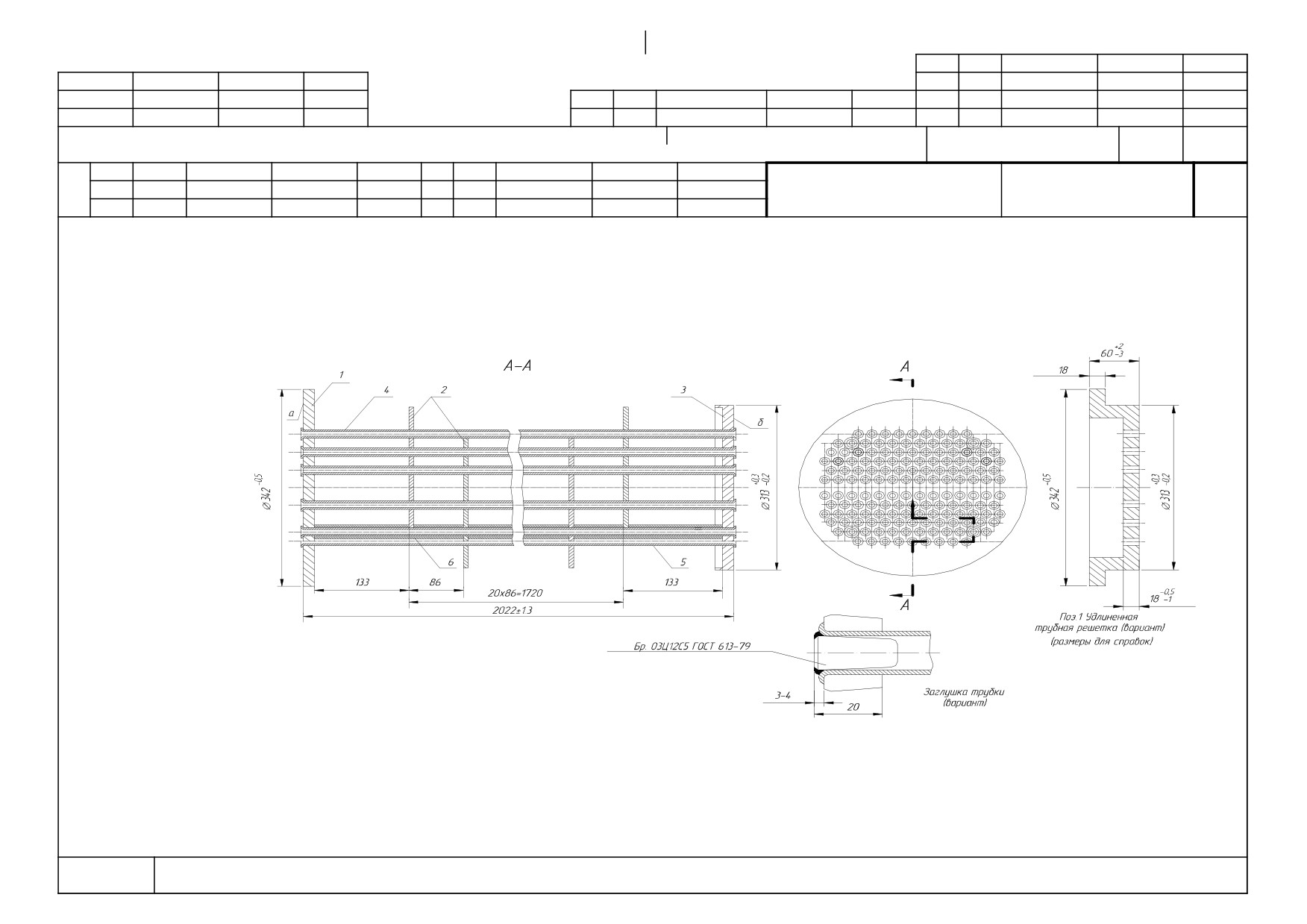
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.01200000.00041Р
Д67.37.13.00
103.20200000.00033Р
4
Рис. 4 Охлаждающий элемент
КЭ
Карта эскизов
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.01200000.00041Р
Д67.37.13.05
103.20200000.00033Р
6
20
27
±1
Рис.6 Труба охлаждающая
КЭ
Карта эскизов