
Руководство по эксплуатации
Форматно-раскроечный станок
Модель MJ10- 700/1300/1600

УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
Для обеспечения безопасности перед началом эксплуатации станка необходимо внимательно изу-
чить настоящее Руководство.
Целью символов безопасности является привлечение внимания к возможным опасным условиям. В
настоящем Руководстве используется ряд символов и сигнальных слов, которые служат для указания
степени важности указаний по безопасности. Значение символов приводится ниже. Следует помнить,
что указания по безопасности сами по себе не устраняют опасность и не являются заменой соответ-
ствующих мер по предотвращению несчастных случаев.
Опасно!
Указывает на непосредственную опасную ситуацию, которая, если ее не устранить, приведет к ле-
тальному исходу или причинению тяжелой травмы.
Внимание!
Указывает на потенциальную опасную ситуацию, которая, если ее не устранить, может привести к ле-
тальному исходу или причинению тяжелой травмы.
Осторожно!
Указывает на потенциальную опасную ситуацию, которая, если ее не устранить, может привести к
причинению легкой или средней тяжести травмы. Также может использоваться для указания на не-
безопасный способ выполнения работ.
Примечание!
Используется для доведения до сведения работающего полезной информации по надлежащей экс-
плуатации оборудования.
Указания мер безопасности при работе на станках и с электроинструментом
1. Ограждения должны находиться в соответствующих местах и быть работоспособными.
2. Следует убирать гаечные ключи. Необходимо взять за привычку проверять, убраны ли гаечные
ключи со станка перед его включением.
3. Рабочий участок должен содержаться в чистоте. Захламленный участок и верстаки могут стать
причиной несчастного случая.
4. Не допускается эксплуатация в опасной среде. Не допускается эксплуатация станка во влажных
или сырых помещениях, а также при воздействии атмосферных осадков. Рабочий участок дол-
жен быть хорошо освещен.
5. Не допускается нахождение детей. Все посетители должны находиться на безопасном расстоя-
нии от рабочего участка.
6. Цех должен иметь защиту от детей с помощью висячих замков, выключателей с ключом или пу-
тем извлечения ключа из выключателя.
7. Не допускается форсировать станок. Не допускается форсировать станок или приспособление
при выполнении работ, для которых он не предназначен.
8. Необходимо пользоваться надлежащим инструментом, при этом работы должны вестись на
предназначенных для этого режимах, что повысит качество и безопасность.
9. Следует использовать надлежащий удлинитель. Проверить состояние удлинителя. Сечение жил
удлинителя должно соответствовать номинальному току потребления. При использовании
удлинителя с недостаточным сечением жил может произойти падение напряжения в сети с по-
терей мощности и перегревом двигателя. В удлинителе должен быть предусмотрен заземляю-
щий проводник. Поврежденные удлинители необходимо заменять или ремонтировать.
2
10. Необходимо использовать надлежащую одежду. Не допускается ношение свободной одежды,
перчаток, галстуков, колец, браслетов и прочих ювелирных изделий, которые могут попасть в
движущиеся части. Рекомендуется носить нескользящую обувь. Длинные волосы должны быть
убраны.
11. Всегда необходимо пользоваться защитными очками. Также следует воспользоваться защитой
лица или респиратором при ведении работ, связанных с большим выделением пыли. У обычных
очков только линзы противоударные, они не являются защитными очками.
12. Деталь должна быть закреплена. Для закрепления детали следует использовать струбцины или
тиски. Это безопаснее, чем удерживание рукой, при этом освобождаются обе руки для работы
на станке.
13. Не допускается наклоняться и тянуться. Следует всегда сохранять надлежащую позу и равнове-
сие.
14. Необходимо тщательно выполнять техническое обслуживание станка. Инструмент должен быть
заточен, должен быть чистым для обеспечения высоких эксплуатационных характеристик и без-
опасности. Необходимо выполнять указания по смазке и смене приспособлений.
15. Использовать рекомендованные приспособления. Рекомендуемые приспособления приводятся
в руководстве по эксплуатации. При использовании ненадлежащих приспособлений может воз-
никнуть риск получения травмы.
16. Снизить риск непреднамеренного включения. На станках с магнитным пускателем существует
риск пуска при сотрясении станка. Перед регулировкой или обслуживанием следует отсоединять
станок от сети. Перед подключением к сети проверить, чтобы выключатель находился в выклю-
ченном положении.
17. На многих типах деревообрабатывающих станков может произойти отбрасывание заготовки
назад на рабочего, если с ней не обращаться должным образом. Следует знать условия, при ко-
торых происходит отбрасывание, и способы избежать этого. Тщательно изучить руководство по
эксплуатации.
18. Проверка на наличие поврежденных деталей. Перед дальнейшей эксплуатацией станка повре-
жденные ограждения или другие детали следует тщательно проверить для определения их ра-
ботоспособности и выполнения своего назначения - проверить настройку подвижных частей, на
наличия схватывания движущихся частей, поломок деталей, крепление и другое состояние, ко-
торое может повлиять на эксплуатацию. Поврежденные ограждения или другие детали должны
быть отремонтированы или заменены.
19. Не допускается оставлять без присмотра работающий станок. Отключать электропитание. Не
оставлять станок без присмотра до его полной остановки.
20. Не допускается работа на станке в состоянии усталости или под воздействием наркотиков или
алкоголя. При работе на станке требуется ясность сознания и внимательность.
21. Не допускается разрешать работать на станке необученному персоналу или персоналу без кон-
троля. Убедиться, что все указания по работе на станке одобренные, точные, безопасные и по-
нятные.
Указания дополнительных мер безопасности при работе на форматно-
раскроечных станках
1. Устройства безопасности. Необходимо использовать ограждение диска и расклинивающий нож
при выполнении всех операций сквозной распиловки. Сквозная распиловка - это когда диск
полностью распиливает заготовку на проход.
2. Отбрасывание. О явлении отбрасывания следует быть информированным. Отбрасывание заго-
товки происходит на высокой скорости и в сторону рабочего. До полного понимания процесса
отбрасывания и причин его возникновения не допускается работа на станке.
3. Контроль за заготовкой. ВО время распиловки заготовка должна устанавливаться в устойчивое
положение на столе и опираться о параллельный упор или упор для поперечной распиловки.
4. Толкатель. При распиловке узких заготовок следует использовать толкатель.
5. Положение рабочего. Не допускается стоять на линии траектории резания диска или помещать
на данную линию любую часть тела.
3
6. Наклон над пильным диском. Не допускается наклоняться над диском и тянуться над ним рукой
во время вращения диска. При возникновении отбрасывания во время наклона над диском во
вращающийся диск могут быть затянуты руки.
7. Совместное использование параллельного упора и упора для поперечной распиловки. При ис-
пользовании упора для поперечной распиловки заготовка не должна соприкасаться с парал-
лельным упором во время пиления.
8. Защемленный диск. Перед высвобождением диска отключить станок.
9. Удобство выполнения операций распиловки. Следует избегать неудобных операций и положе-
ний рук, когда при внезапном проскальзывании руки может затянуть во вращающийся диск.
10. Трудности при работе. Если при выполнении операции возникают трудности, следует прекратить
работу на станке.
11. Высота диска. Диск следует отрегулировать на требуемую высоту над заготовкой.
12. Поврежденный пильный диск. Не допускается применение диска, который испытал падение или
иным образом был поврежден.
13. Регулировка расклинивающего ножа. Работа на станке должно выполняться с отрегулирован-
ным совмещением расклинивающего ножа и пильного диска.
Как и со всеми станками, с форматно-раскроечным станком связаны определенные факторы опасно-
сти. Причинами несчастных случаев часто бывают отсутствие знаний и навыков и невнимательность.
На данном станке работать следует с осторожностью и внимательностью во избежание причинения
травмы. Игнорирование обычных правил техники безопасности может иметь следствие получение
тяжелой травмы.
Осторожно!
Правила техники безопасности не могут быть исчерпывающими. Каждый цех имеет свои различия.
Безопасность всегда должна быть на первом месте, т.к. это относится к индивидуальным условиям
работы. Работать на данном станке следует с соблюдением осторожности и мер безопасности, в про-
тивном случае существует риск получения травмы, нанесения ущерба оборудованию или получения
неудовлетворительных результатов работы.
Внимание!
Статистика показывает, что большинство несчастных случаев, связанных с циркулярными пилами,
связаны с отбрасыванием. Обычно отбрасыванием называют высокоскоростное выталкивание заго-
товки с циркулярной пилы навстречу рабочему. Кроме опасности для рабочего или иных лиц, нахо-
дящихся в зоне летящей заготовки, при отбрасывании часто происходит затягивание рук оператора в
диск.
Предотвращение отбрасывания
Не допускается осуществлять подачу руками. Если заготовка не подается параллельно диску, вероятнее
всего произойдет отбрасывание. Для опоры заготовки следует использовать параллельный упор или
упор для поперечной распиловки.
Проверять регулировку расклинивающего ножа в линию с диском. Если расклинивающий нож смещен
относительно диска, возможно заклинивание заготовки или приостановка процесса распиловки, что
приводит к увеличенному расстоянию отбрасывания. При подозрении на неверную регулировку рас-
клинивающего ножа следует незамедлительно ее проверить.
Проверить, чтобы стол каретки перемещался параллельно диску, в противном случае возрастает веро-
ятность отбрасывания. Необходимо проверять регулировку каретки.
Расклинивающий нож следует использовать при каждой распиловке. Он помогает ширину распила заго-
товки после пропила, тем самым снижая вероятность отбрасывания.
4
Необходимо доводить распил до завершения. При каждой остановке подачи заготовки в середине реза
существует вероятность заклинивания, приводящего к отбрасыванию.
Защита от отбрасывания
Даже если известно, как предотвращать отбрасывание, оно все-таки может произойти. Ниже приво-
дятся несколько советов, как снизить вероятность травмирования от отбрасывания.
Во время распиловки следует стоять сбоку от диска. При возникновении отбрасывания отброшенная
заготовка обычно перемещается непосредственно перед ребром диска.
Всегда следует использовать защитные очки или маску. При отбрасывании глаза и лицо являются самы-
ми уязвимыми частями тела.
Ни в коем случае не допускается помещать руки за пильный диск. При возникновении отбрасывания
руки может затянуть в диск.
Следует пользоваться толкателем для того, чтобы держать руки на расстоянии от вращающегося диска.
При возникновении отбрасывания толкатель примет на себя удар вместо рук.
5
ТРЕБОВАНИЯ К МЕСТУ УСТАНОВКИ
Общие условия
1. Электрические соединения: установившееся напряжение 0,9…1,1 от номинального, частота 0,99…1,01
от номинальной непрерывно, кратковременно 0,98…1,02.
В сети, к которой производится подключение, должны быть предусмотрены плавкие предохранители на
номинальный ток 16 А.
Должны быть предусмотрены устройства защиты от пониженного и повышенного напряжения, сверхто-
ков, а также дифференциальная защита (УЗО) с максимальным дифференциальным током 0,03 А.
2. Высота над уровнем моря не более 1000 м.
Максимальная температура окружающего воздуха +40 °С, минимальная температура окружающего
воздуха не менее +5 °С.
Диапазон температуры хранения и транспортирования от минус 25 °С до +55 °С.
Относительная влажность воздуха не более 50 % при максимальной температуре +40 °С, более высокая
влажность допускается при более низкой температуре (например, 90 % при 20 °С).
Нагрузка на пол
Данный станок представляет собой умеренно высокую нагрузку на пол при малой занимаемой площа-
ди. Большинство цеховых полов подойдут под массу этого станка. Для некоторых полов может потре-
боваться дополнительная опорная конструкция. При возникновении вопросов по нагрузке на конкрет-
ный пол следует обращаться к архитектору или инженеру-строителю.
Для обеспечения достаточной вертикальной устойчивости станка его следует прикрепить к полу.
Для этой цели предусмотрены 4 отверстия в станине станка.
Рабочие зазоры
Рабочими зазорами называются расстояния между станками и препятствиями, которые без ограниче-
ний обеспечивают безопасную эксплуатацию каждого станка. При этом следует учитывать существую-
щие и предполагаемые потребности для станка, размеры обрабатываемого материала на каждом стан-
ке, а также пространство под дополнительные стойки и (или) рабочие столы. Также необходимо учиты-
вать относительное расположение станков для обеспечения эффективной обработки материала. Также
достаточно места должно быть предусмотрено рабочему для безопасной работы на станке при выпол-
нении всех возможных операций.
При выборе места под данный станок следует учитывать существующие и предполагаемые потребности
для станка, размеры обрабатываемого материала на каждом станке, а также пространство под допол-
нительные стойки, рабочие столы или другое оборудование. Ниде приводится рисунок с указанием
максимальных рабочих зазоров для данного форматно-раскроечного станка.
6

Освещение и сетевые розетки
Освещение должно быть достаточно ярким для устранения теней и предотвращения напряжения глаз.
Электрические цепи должны быть специально выделенными или обеспечивать достаточную мощность
потребления под комбинированную нагрузку от двигателей. Розетки должны располагаться рядом с
каждым станком, так чтобы силовые кабели или удлинители не перекрывали зону движения. Следует
соблюдать местные правила устройства электроустановок потребителей при оборудовании освещения,
розеток или электрических цепей.
Система аспирации опилок
Как правило, во время работы с этого станка должна производиться аспирация опилок. В качестве
вспомогательного оборудовании имеется розетка с реле времени. Кроме того, должны удовлетворяться
требования по разрежению и максимальной скорости воздуха 20 м/с в соединителе.
Перед началом сборки и эксплуатации следует изучить настоящее Руководство. Необходимо ознако-
миться со станком и работой на нем до начала выполнения работ. При невыполнении указаний мер
безопасности можно получить тяжелую травму.
7

СОСТАВ ФОРМАТНО-РАСКРОЕЧНОГО СТАНКА
A. Стол для поперечной распиловки - представляет собой широкую, устойчивую платформу для
опоры полноразмерных панелей при выполнении операций поперечной распиловки.
B. Перекидные упоры - используются для быстрого измерения при поперечной распиловке.
C. Упор для поперечной распиловки - используется при выполнении операций поперечной рас-
пиловки. Снабжен шкалой и несколькими перекидными упорами для обеспечения точной и по-
вторяемой поперечной распиловки.
D.
-
E. Каретка - обеспечивает точное и легкое перемещение заготовки через пильный диск.
F. Ограждение диска - полностью регулируемое ограждение диска обеспечивает хороший обзор
зоны обработки при сохранении максимальной защиты вокруг пильного диска.
G. Задний удлинительный стол.
H. Выключатель питания - включает и отключает станок, имеет функцию аварийного выключателя.
I.
-
J.
Маховичок подъема пильного диска - обеспечивает регулировку главного пильного диска по
высоте.
K. Маховичок регулировки угла наклона пильного диска - обеспечивает регулировку угла накло-
на пильных дисков.
L. Угловой упор - обеспечивает выравнивание заготовки при поперечной распиловке.
M. Параллельный упор - обеспечивается полной точной регулировкой. Поверхность упора можно
устанавливать под стандартные операции распиловки или в нижнее положение для обеспече-
ния зазора с ограждением пильного диска при распиловке узких заготовок.
N. Рычаг фиксации узла параллельного упора - обеспечивает крепление узла параллельного упо-
ра в положении вдоль направляющей упора.
O.
-
8

P.
-
Q. Направляющая параллельного упора - обеспечивает опору под параллельный упор.
R. Ножка - обеспечивает опору удлинительного стола.
S. Рукоятка регулировки угла главного пильного диска - обеспечивает регулировку угла установки
диска.
T. Прижим с приспособлением для распиловки под углом - удерживает заготовку для переме-
щения или распиловки под углом.
U. Расклинивающий нож - поддерживает ширину реза. Данная функция критичная в отношении
предотвращения отбрасывания, вызванного схлопыванием реза за пильным диском.
V. Главный диск - выполняет операции распиловки.
9

РАСПАКОВКА
Форматно-раскроечный станок поставляется с завода-изготовителя в тщательно упакованном ящике.
При обнаружении повреждений станка после подписания доставки необходимо незамедлительно
связаться с клиентской службой для получения рекомендаций. Если состояние поставки полностью
удовлетворяет, следует проверить комплектность.
Форматно-раскроечный станок является тяжелым. При распаковке или перемещении его необходи-
мо воспользоваться помощью других лиц и подъемно-транспортным оборудованием. При несоблю-
дении техники безопасности при перемещении можно получить тяжелую травму.
На некоторых металлических частях могут иметься острые кромки. Следует осмотреть кромки на всех
металлических деталях перед тем, как производить с ними операции, в противном случае можно полу-
чить травму.
Очистка
Неокрашенные поверхности покрыты тонким слоем масла для защиты от коррозии во время поставки.
Снять это защитное покрытие растворителем или обезжиривателем на основе лимонной кислоты. Для
полной очистки может потребоваться снять некоторые детали. Необходимо очистить все движущиеся
части и контактные поверхности скольжения. Следует избегать применения растворителей на базе хло-
ра, т.к. они могут повредить окрашенные поверхности.
Внимание!
Не допускается применение бензина и других нефтесодержащих растворителей в целях очистки. У
них очень низкая температура вспышки, что делает их легковоспламеняющимися. При их использо-
вании существует риск взрыва и возгорания.
Осторожно!
Многие растворители, используемые для очистки техники, могут являться токсичными при вдыхании
или проглатывании. Работать с растворителями следует в хорошо проветриваемых помещениях, вда-
ли от источников воспламенения. Следует с осторожностью утилизировать использованную ветошь
так, чтобы они не создавали опасности возгорания или не наносили вред окружающей среде.
10
СБОРКА
Перемещение и установка пильного узла
Внимание!
Форматно-раскроечный станок является тяжелым. При несоблюдении техники безопасности при пе-
ремещении можно получить тяжелую травму. При распаковке или перемещении его необходимо
воспользоваться помощью других лиц и подъемно-транспортным оборудованием.
Внимание!
Минимальная грузоподъемность стропов должна быть 500 кг. При обрыве стропов люди могут полу-
чить травмы.
1. Снять верх ящика и поместить вилы вилочного погрузчика непосредственно над пильным узлом.
2. Ввернуть четыре рым-болта в корпус пильного узла и навесить четыре стропы на вилы погрузчи-
ка, закрепив их на рым-болтах.
3. Вставить деревянную колодку для защиты главного выключателя.
4. Поднять пильный узел и переместить его в требуемое место.
5. Перед опусканием под раму поставить четыре резиновые колодки.
6. Опустить пильный узел на пол.
Установка удлинительного стола
Вынуть из ящика главного пильного узла чугунный удлинительный стол, удлинительный стол со сталь-
ной плитой и задний удлинительный стол.
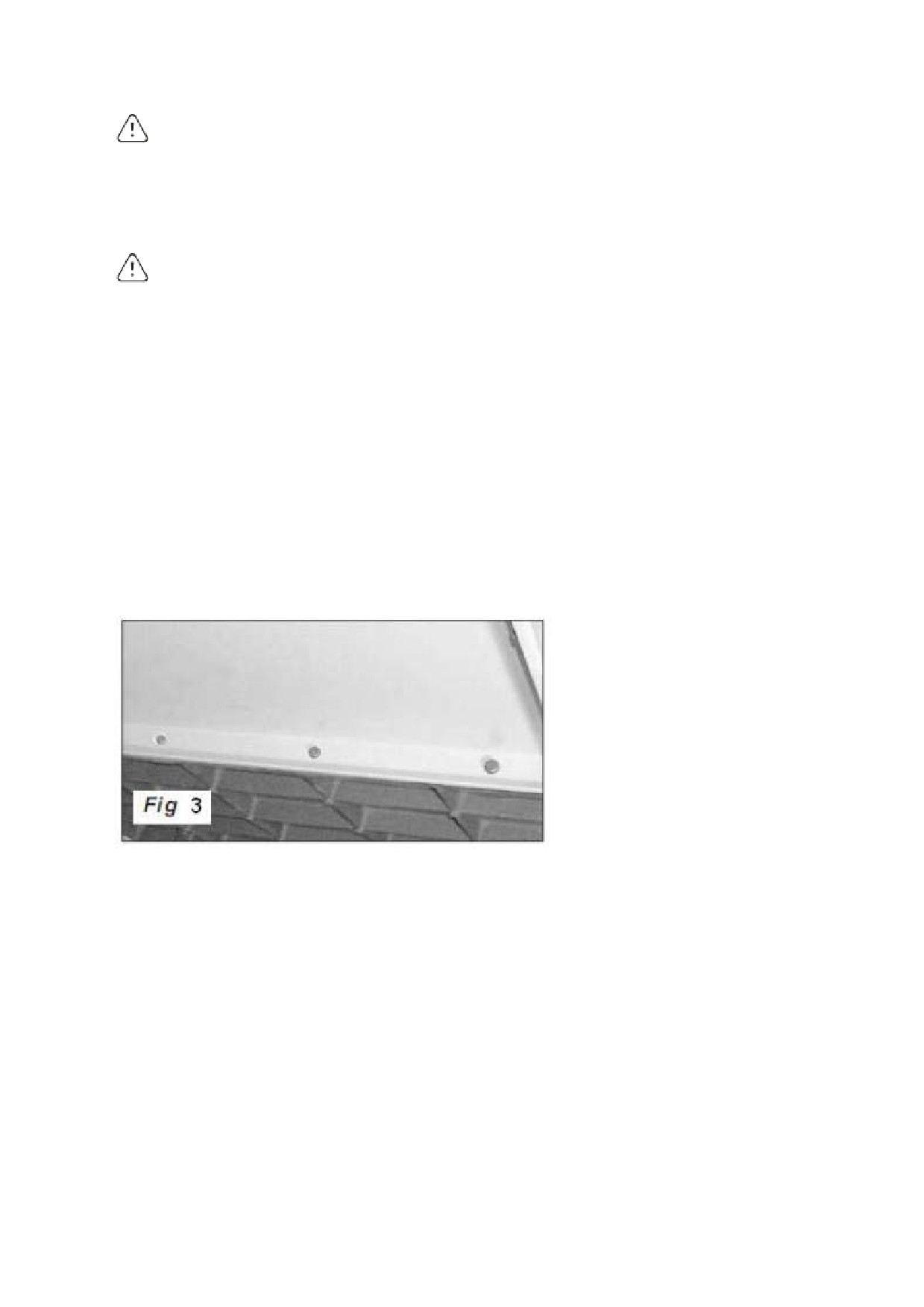
1. Прикрепить чугунный удлинительный стол к главному столу 4 болтами М8 х 20 с шайбами.
Рис. 3
2. Отцентрировать удлинительный стол по краям, постучав по нему молотком через деревянную
прокладку. Проверить совмещение поверхностей.
11
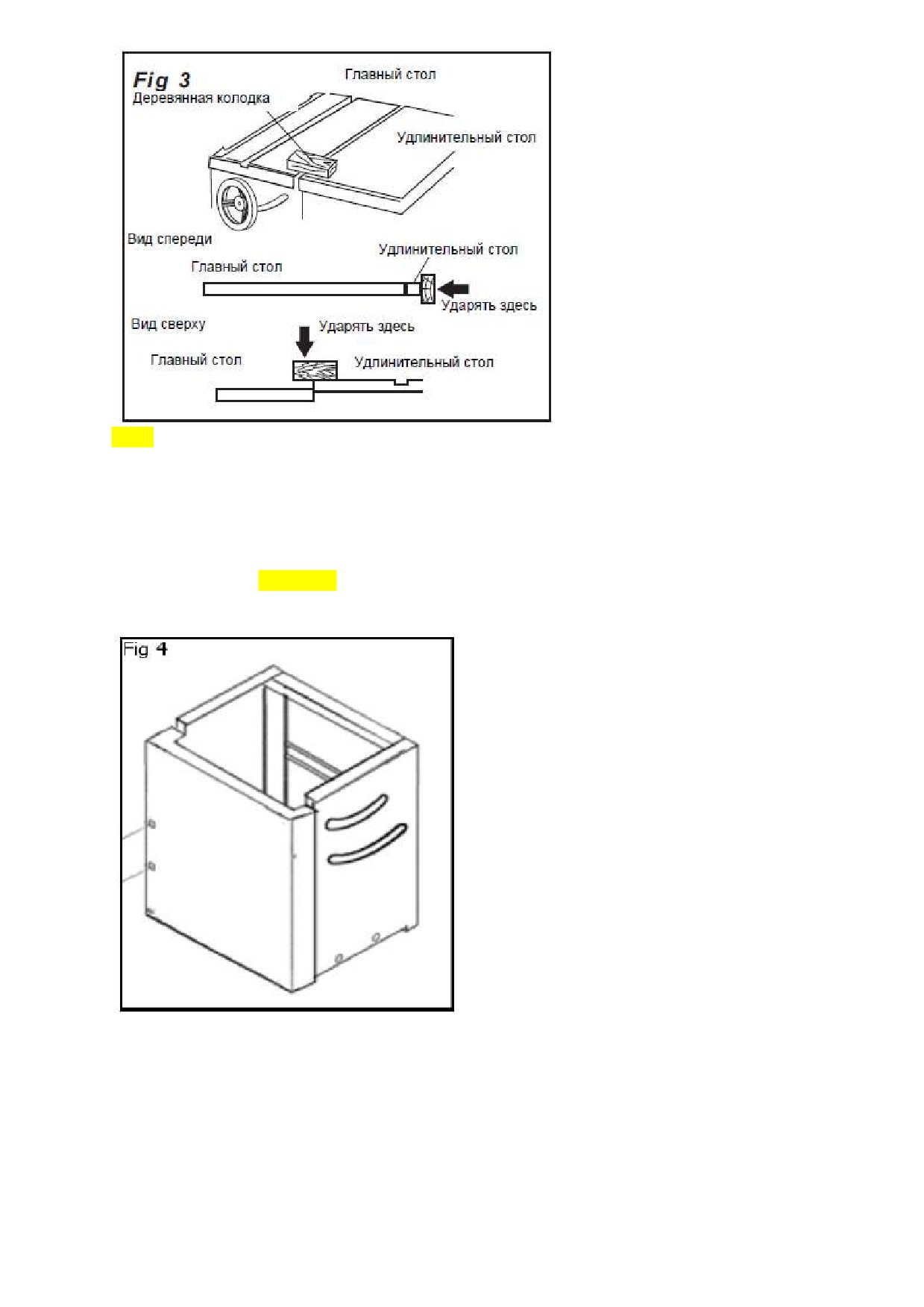
Рис. 3
Установка дополнительной опоры
1. Прикрепить переднюю опору к станине станка и затянуть четыре винта М8 х 25 с пружинными
шайбами.
2. Прикрепить переднюю опору к станине тем же способом.
3. Отрегулировать переднюю опору, заднюю опору так, чтобы он были вровень со станиной.
Рис. 4
Установка маховичка регулировки подъема и угла наклона главного пильно-
го диска
1. Поставить маховичок (1) регулировки подъема и маховичок (2) регулировки угла наклона пиль-
ного диска на вал регулировки подъема и угла соответственно.
2. Навернуть фиксирующую рукоятку (3) на маховичок регулировки подъема.
12
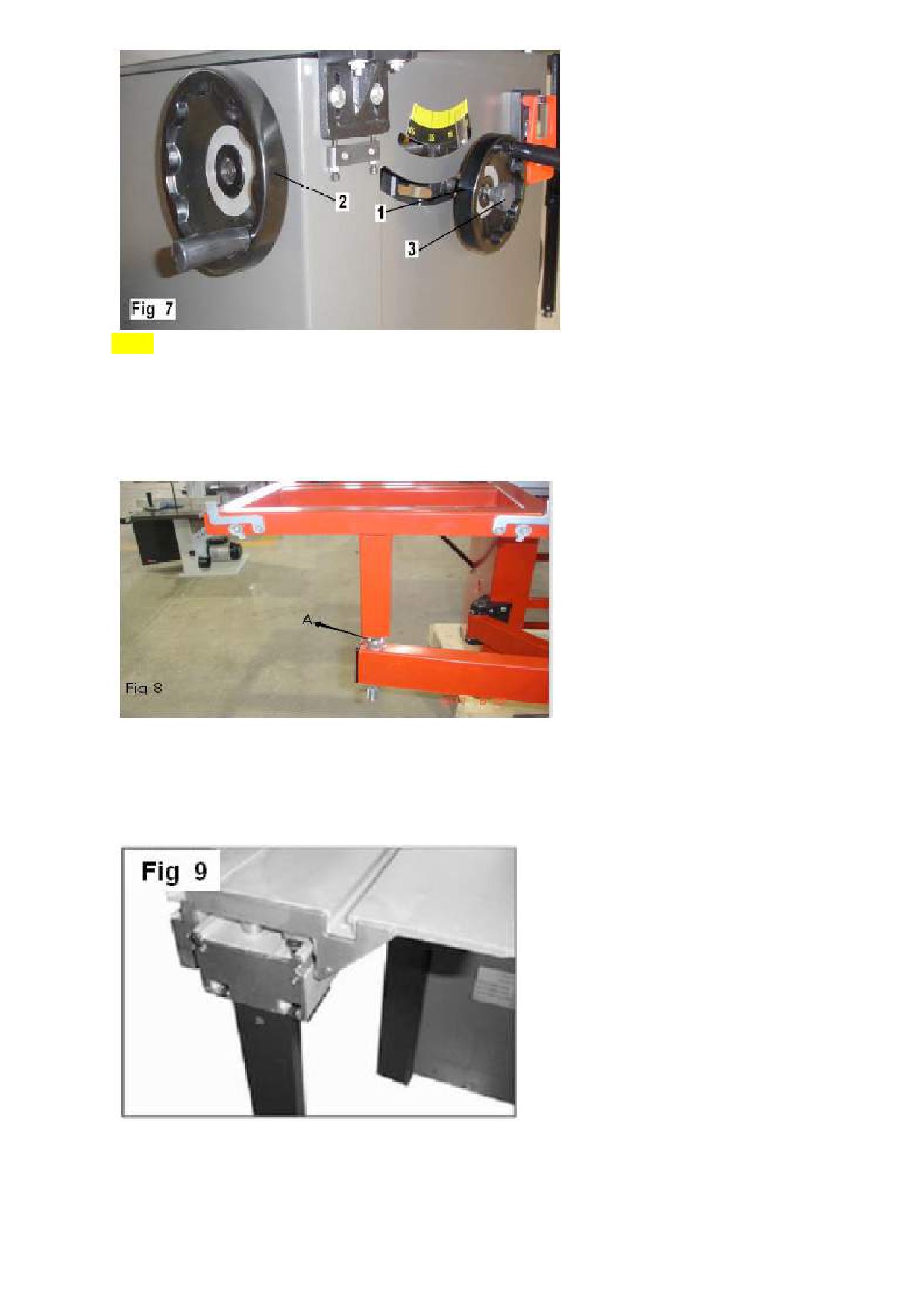
Рис. 7
Установка узла поворотного кронштейна
1. Четырьмя болтами М8 х 30 прикрепить узел поворотного кронштейна к главному пильному узлу,
зафиксировать кронштейн горизонтально.
2. Поставить опору (А) стола поперечной распиловки на узел поворотного кронштейна и от руки за-
тянуть гайки. Опора требует дальнейшей регулировки.
Рис. 8
Установка узла каретки
1. Вставить 2 комплекта звездообразных винтов (включая шайбу на 8 мм, вставку, направляющую
винта) в нижний паз основания каретки.
Рис. 9.
2. Поставить узел каретки на опоры каретки и вставить два звездообразных винта.
13

Рис. 10
3. Затянуть два звездообразных винта.
Рис. 11
4. Установить опорную ножку на каретку.
Регулировка каретки по уровню
1. Поставить уровень (параллельный упор для поперечной распиловки) на главный стол и каретку.
2. Ослабить четыре болта М8 х 25 (А), болтом М8 х 40 (В) произвести регулировку каретки по уров-
ню.
3. Затянуть четыре болта М8 х 25 (А).
4. Для точной регулировки шестигранным ключом на 3 мм произвести регулировку четырьмя уста-
новочными винтами М8 х 12 (С).
Установка нажимной рукоятки и фиксирующего пальца
1. Вставить Т-образную гайку М12 х 1,75 в каретку и ввернуть нажимную рукоятку (D) ключом на 17
мм.
2. Вставить звездообразный фиксирующий палец (Е) в каретку, затянуть гайку М10 с противопо-
ложной стороны.
Рис. 12
Установка стола для поперечной распиловки
1. Вставить вагонные болты с Т-образными колодками в боковой паз каретки. Прикрепить стол для
поперечной распиловки к каретке.
2. Двумя барашками закрепить стол на каретке.
3. Двумя болтами М6 х 30 закрепить стол на опоре (В).
4. Отрегулировать совмещение стола с кареткой четырьмя низкими гайками М12 (С).
14
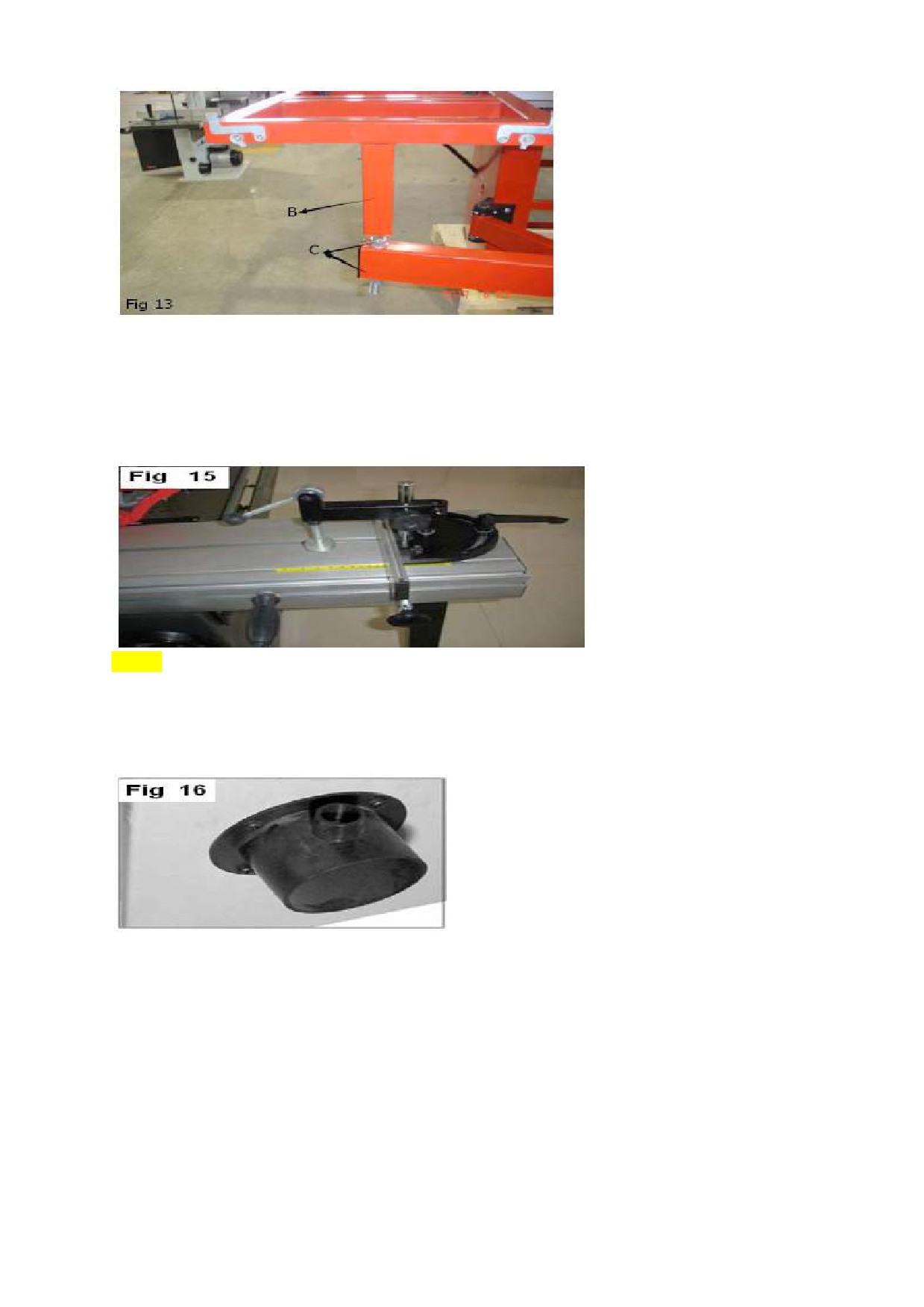
5. Затянуть гайки М12 (С).
Рис. 13
Установка прижима и углового упора
1. Вставить упор с угловым упором на стол каретки и задвинуть как можно дальше. Зафиксировать
на столе звездообразной фиксирующей рукояткой (А).
2. Отрегулировать угловой упор.
Рис. 15
Установка соединителя для системы аспирации опилок
Установить соединитель в нижнюю часть задней панели, затянуть четырьмя винтами М6 х 12 с шайбами
и гайками (гайки внутрь станины).
Рис. 16
Установка ограждения пильного диска
Для расклинивающего ножа предусмотрено 3 паза под диски разных размеров, ограждение диска уста-
навливается в паз 254.
15
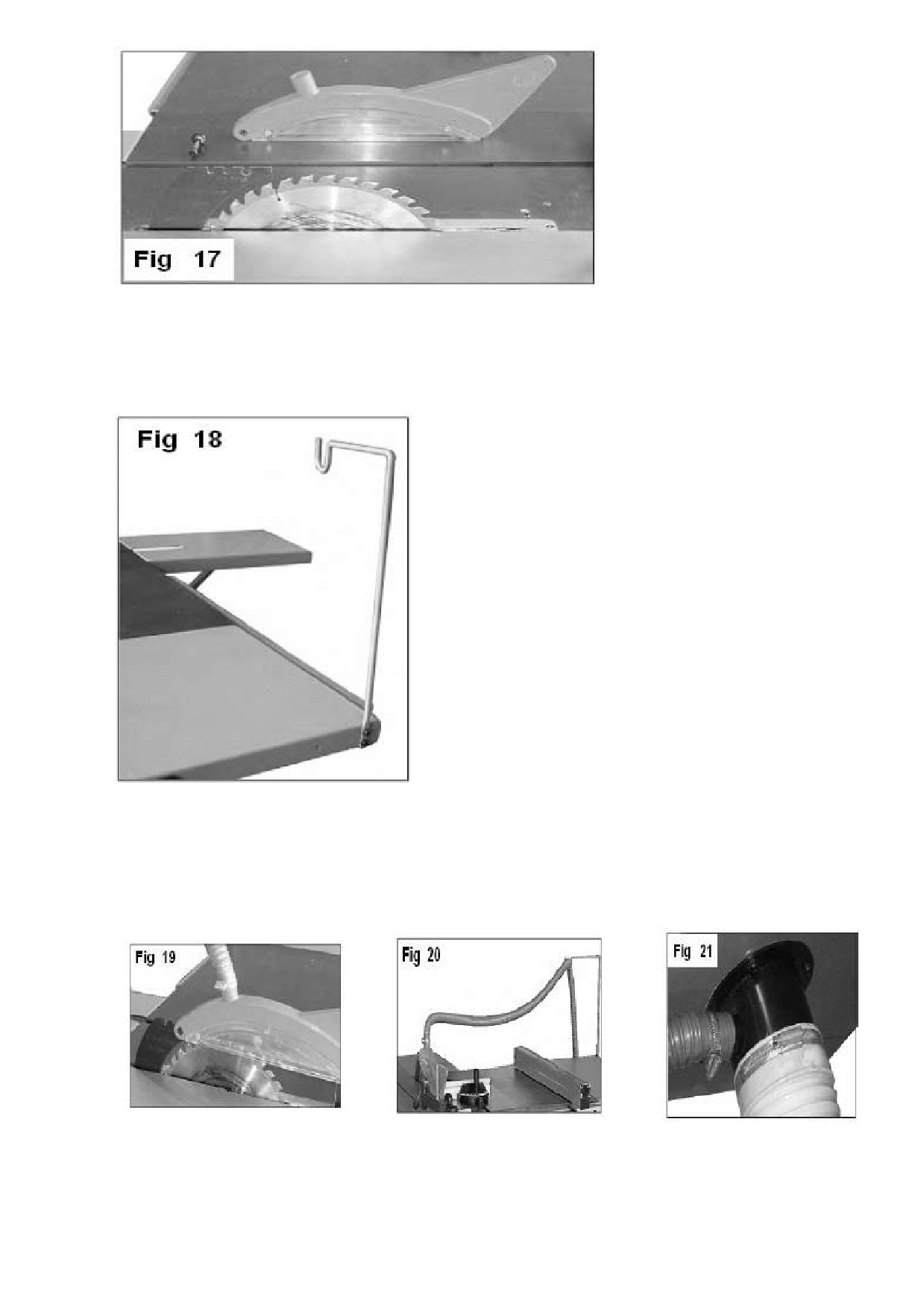
Рис. 17
Установка опоры под шланг системы аспирации опилок
Установить опору шланга на заднюю часть удлинительного стола со стальной плитой и закрепить двумя
болтами М6 х 20 с гайками и шайбами (гайками под стол).
Рис. 18
Подсоединение шлангов системы аспирации опилок
1. Закрепить шланг диаметром 51 мм на ограждение диска с помощью хомута диаметром 51 мм.
2. Уложить шланг на опору, так чтобы он не касался рабочего стола.
3. Другой конец шланга закрепить хомутом на соединителе внизу задней панели.
4. Шланг диаметром 102 мм соединить с главным соединителем хомутом.
Рис. 19
Рис. 20
Рис. 21
16

ЗАМЕНА И РЕГУЛИРОВКА
Замена главного пильного диска
Отсоединить станок от источника электропитания.
Пригодные для данного станка размеры пильного диска 254 х 30 х 3 мм (наружный диаметр, диаметр
шпинделя, толщина)
При изменении толщины пильного диска следует также изменять размеры расклинивающего ножа и
подрезного диска для приведения в соответствие с размерами главного пильного диска.
Смена главного пильного диска
1. Установить наклон диска на 0° (под 90° к столу) и полностью поднять диск.
2. Переместить каретку полностью вправо и вывернуть два винта М6 х 12 для того, чтобы получить
доступ к внутреннему ограждению диска, которое закрывает диски и расклинивающий нож.
3. Снять ограждение диска с расклинивающего ножа для получения доступа к узлу крепления.
4. Вынуть вставку стола.
5. Вставить штифт шпинделя в отверстие на внутреннем фланце диска и зафиксировать диск.
6. Шпиндельным ключом отвернуть шпиндельную гайку, которая крепит главный пильный диск
(для ослабления вращать по часовой стрелке).
7. Снять фланец шпинделя и старый пильный диск.
8. Установить новый пильный диск, поставить на место фланец шпинделя и гайку, затянуть гайку
для закрепления диска.
9. Установить расклинивающий нож требуемой толщины и выровнять его по диску.
10. Установить внутреннее ограждение диска на свое первоначальное место, рядом с дисками, и
отцентрировать каретку.
Рис. 22
При смене диаметра диска на данном этапе необходимо отрегулировать расклинивающий нож.
Если ширина пропила отличается от толщины старого диска, то ширина пропила подрезного диска и
толщина расклинивающего ножа должны быть приведены в соответствие с шириной пропила нового
диска.
Замена и регулировка расклинивающего ножа
Отсоединить станок от источника электропитания.
На расклинивающем ноже имеются метки для дисков разного диаметра, линия с требуемым диа-
метром ставится под стол.
Центральный вагонный болт устанавливается в горизонтальный паз, так чтобы расклинивающий
нож можно было смещать к диску и от диска.
1. Установить наклон диска на 0° (под 90° к столу) и полностью поднять диск.
2. Переместить каретку полностью вправо и вывернуть два винта М6 х 12 для того, чтобы получить
доступ к внутреннему ограждению диска, которое закрывает диски и расклинивающий нож.
17
3. Снять ограждение диска с расклинивающего ножа для получения доступа к узлу крепления.
4. Вывернуть центральный болт из узла крепления для снятия монтажной плиты.
5. Снять установленный в настоящий момент расклинивающий нож и установить требующийся
расклинивающий нож.
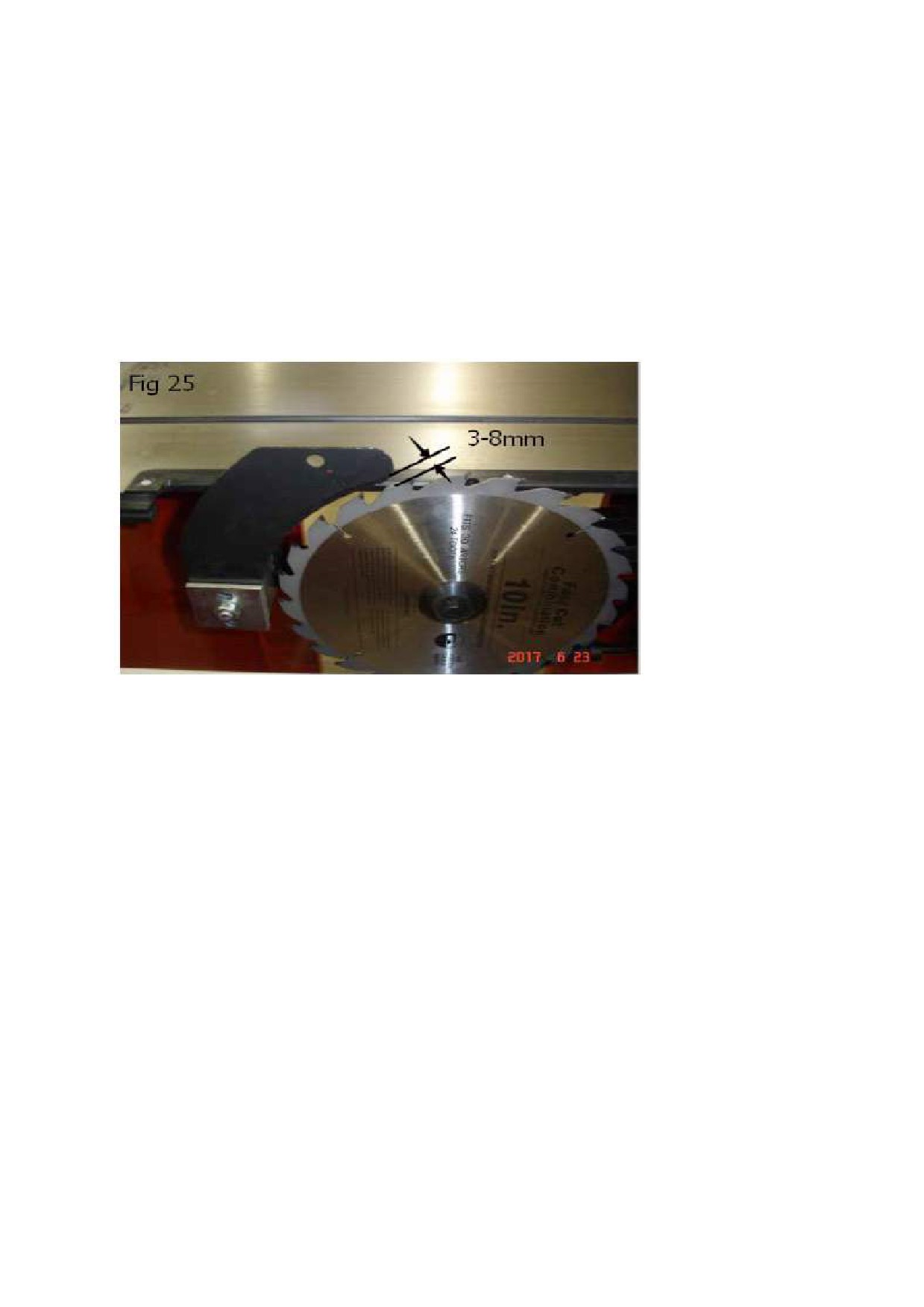
6. Установить на место монтажную плиту и ввернуть центральный болт, но не затягивая его полно-
стью.
7. Установить расклинивающий нож на расстоянии от 3 мм до 8 мм от ближайшего твердосплавно-
го зуба главного диска.
Примечание. Для быстрого измерения можно воспользоваться шестигранным ключом на 3 мм для
определения надлежащего зазора между диском и расклинивающим ножом.
8. Затянуть центральный болт, закрепляя нож в требуемом положении.
9. Установить внутреннее ограждение диска (п. 4) обратно в первоначальное положение и переме-
стить каретку в центр.
Рис. 25
Регулировка каретки на параллельность
Отсоединить станок от источника электропитания.
Теперь в ходе процесса сборки необходимо отрегулировать каретку так, чтобы она была параллельна
главному пильному диску, с последующим закреплением каретки на станке.
Наряду с инструментом, поставляемым со станком, здесь потребуется точная линейка, фломастер и по-
мощь другого лица.
Регулировка параллельности каретки и главного пильного диска
1. Установить диск на угол 0° (90° к чугунному столу).
2. Максимально поднять главный пильный диск.
3. Отметить центр диска фломастером. Это позволит произвести измерения от одного и того же
места на диске.
4. Сдвинуть полностью каретку на одну сторону и точной линейкой измерить зазор между кромкой
каретки и отметкой на диске, как показано на рис. 29.
18
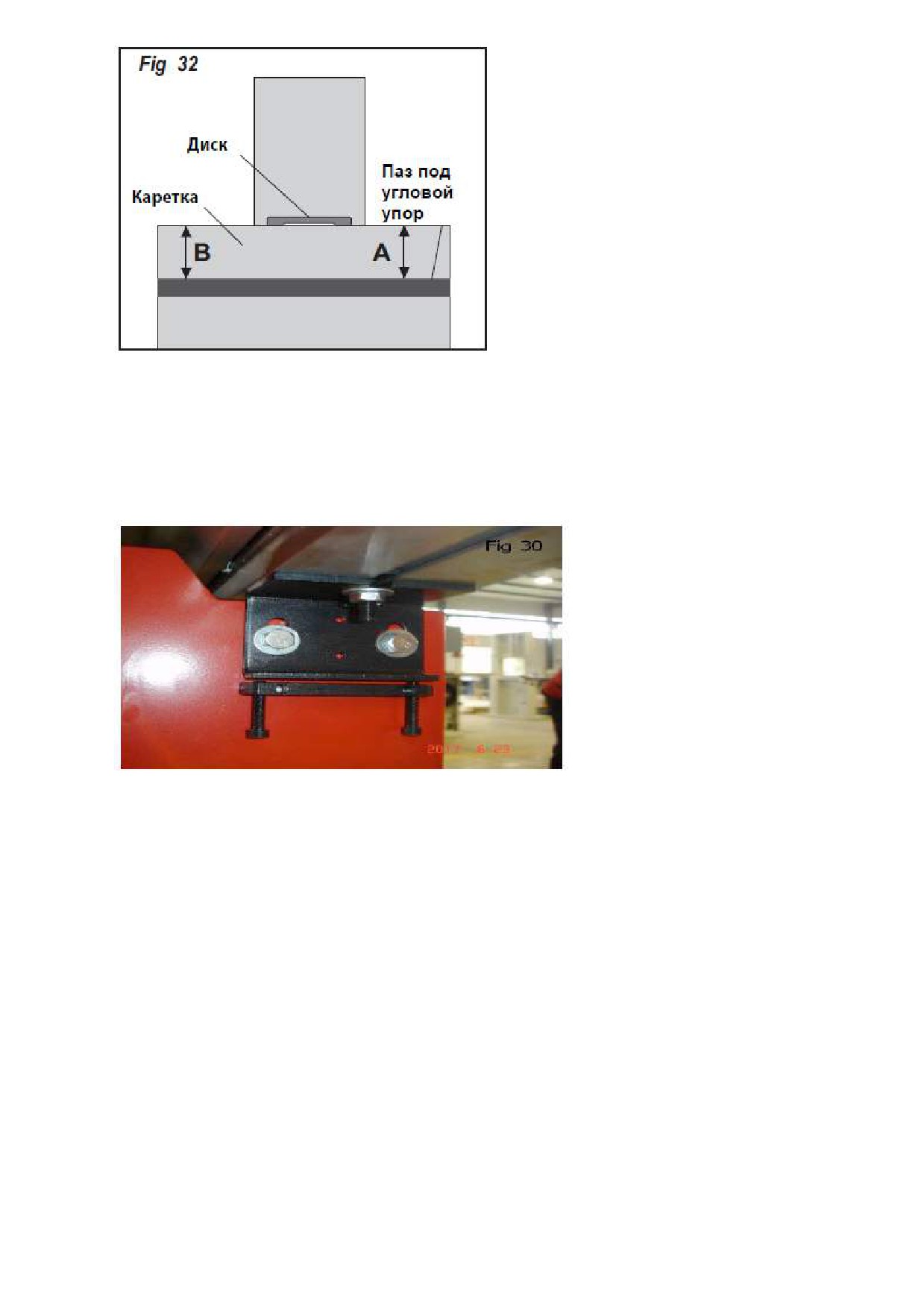
Рис. 29
5. Поставить другой конец каретки перед диском и измерить зазор. Если по обеим сторонам зазор
одинаков, каретка параллельна диску. Если зазор на одной стороне отличается от зазора на дру-
гой стороне, продолжить регулировку с п . 6.
6. Поставить перед диском тот конец каретки, для которого требуется регулировка.
7. Ослабить два болта (С) и слегка ударить по опоре основания каретки для регулировки зазора.
Рис. 30
8. Продолжить выполнять действия по п. 8 до получения одинаковых зазоров между меткой на
диске и кромкой каретки на обоих концах.
9. Затянуть четыре болта (С), закрепив опоры.
10. Затянуть два звездообразных винта, крепящих каретку к основанию.
19
РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА СТАНКЕ
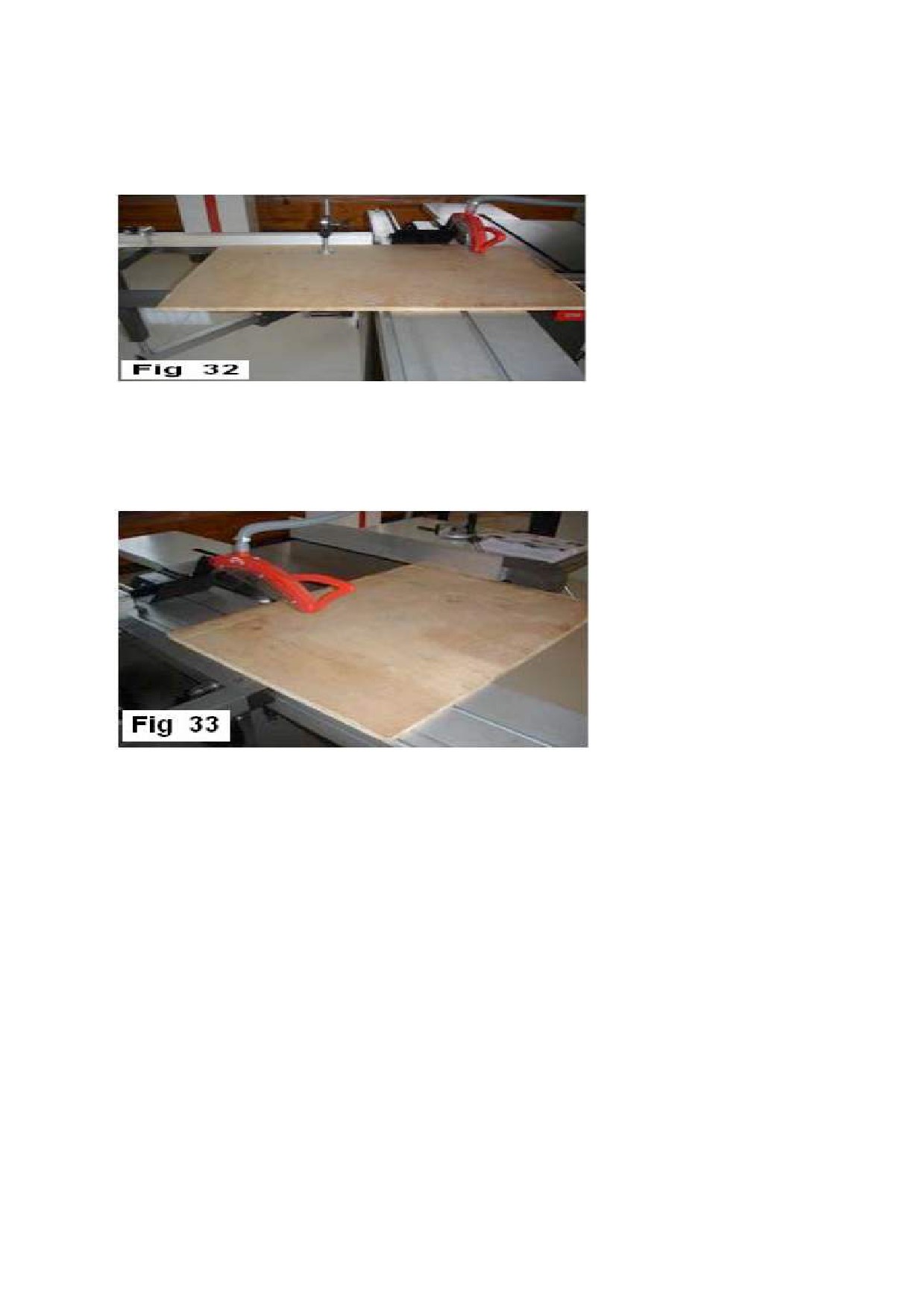
Продольная распиловка
На форматно-раскроечном станке можно выполнять продольную распиловку полноразмерных панелей.
Каретка снимает значительную часть нагрузки при продвижении тяжелой панели по неподвижной по-
верхности стола.
Рис. 32
Также на станке можно выполнять продольную распиловку меньших по размеру панелей, используя его
как обычную циркулярную пилу. Меньшие по размеру и более легкие панели легче продвигать по не-
подвижному чугунному столу справа от пильного диска.
Рис. 36
Следует определить, какая операция распиловки будет наиболее пригодна к распиливаемой заго-
товке.
По применению каретки следует изучить указания под заголовком «Продольная распиловка с карет-
кой».
По применению станка в качестве обычной циркулярной пилы следует перейти к разделу «Продольная
распиловка как на обычной циркулярной пиле».
Продольная распиловка с кареткой
1. Установить на каретку стол для поперечной распиловки.
2. Сдвинуть стол для поперечной распиловки к концу каретки напротив рукоятки каретки и закре-
пить его.
3. Установить параллельный упор для поперечной распиловки в отверстия установочных штифтов
и зафиксировать гайкой с рифлениями.
Примечание. Сначала поставить параллельный упор в переднее отверстие установочного штифта,
повернуть Z-образную пластину для выравнивания упора, затем затянуть гайку с рифлением.
20
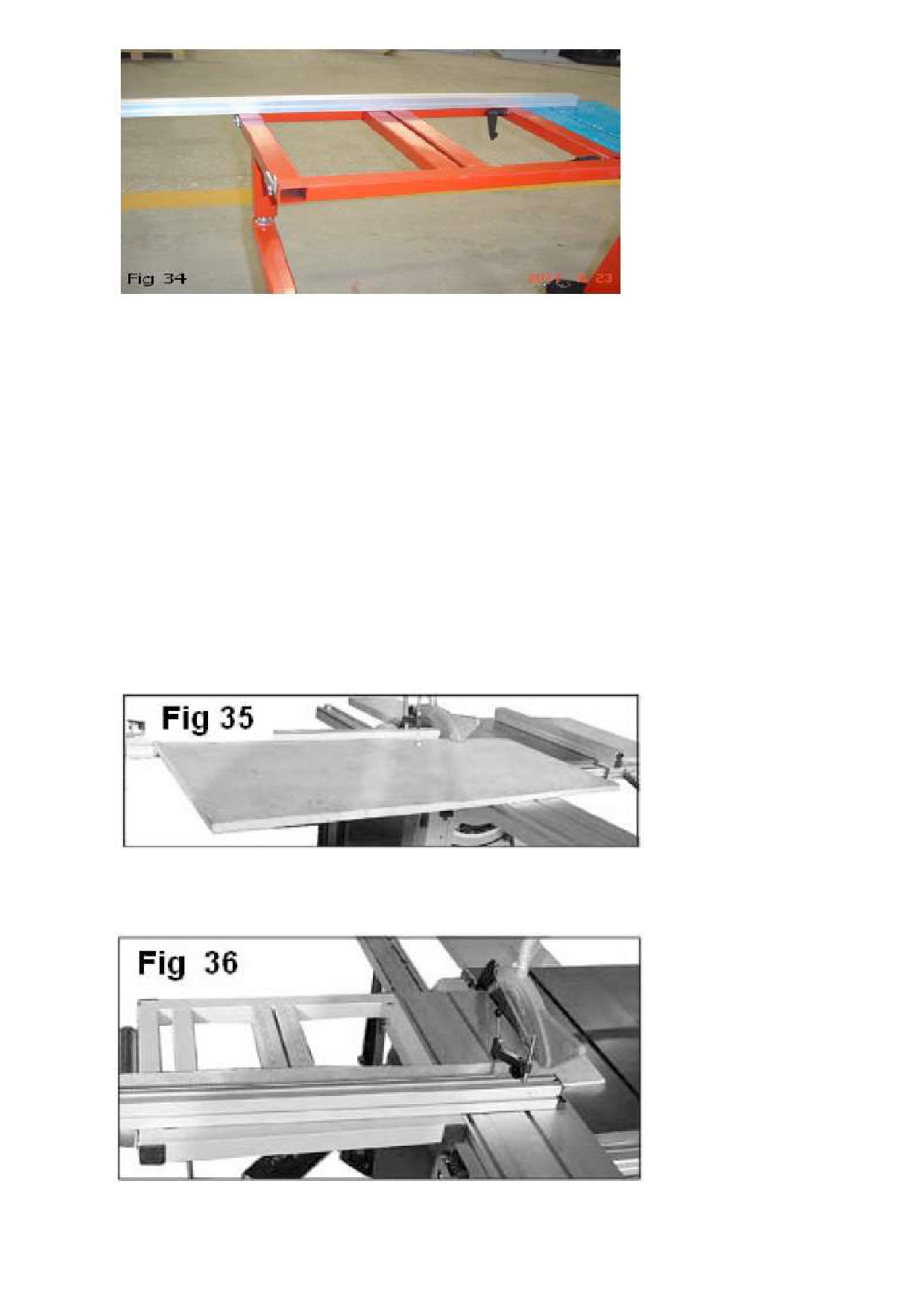
Рис. 34
4. Поставить оба перекидных упора на требуемую ширину распиловки.
5. Поставить заготовку на стол станка.
6. Надеть кронштейн прижима на шпильку и закрепить заготовку.
7. После принятия мер предосторожности выполнить операцию распиловки.
Продольная распиловка как на обычной циркулярной пиле
1. Убрать с пути подачи стол для поперечной распиловки.
2. Зафиксировать каретку в неподвижном положении.
3. Установить параллельный упор на требуемую ширину распиловки.
4. После принятия мер предосторожности установить заготовку на стол станка и выполнить распи-
ловку.
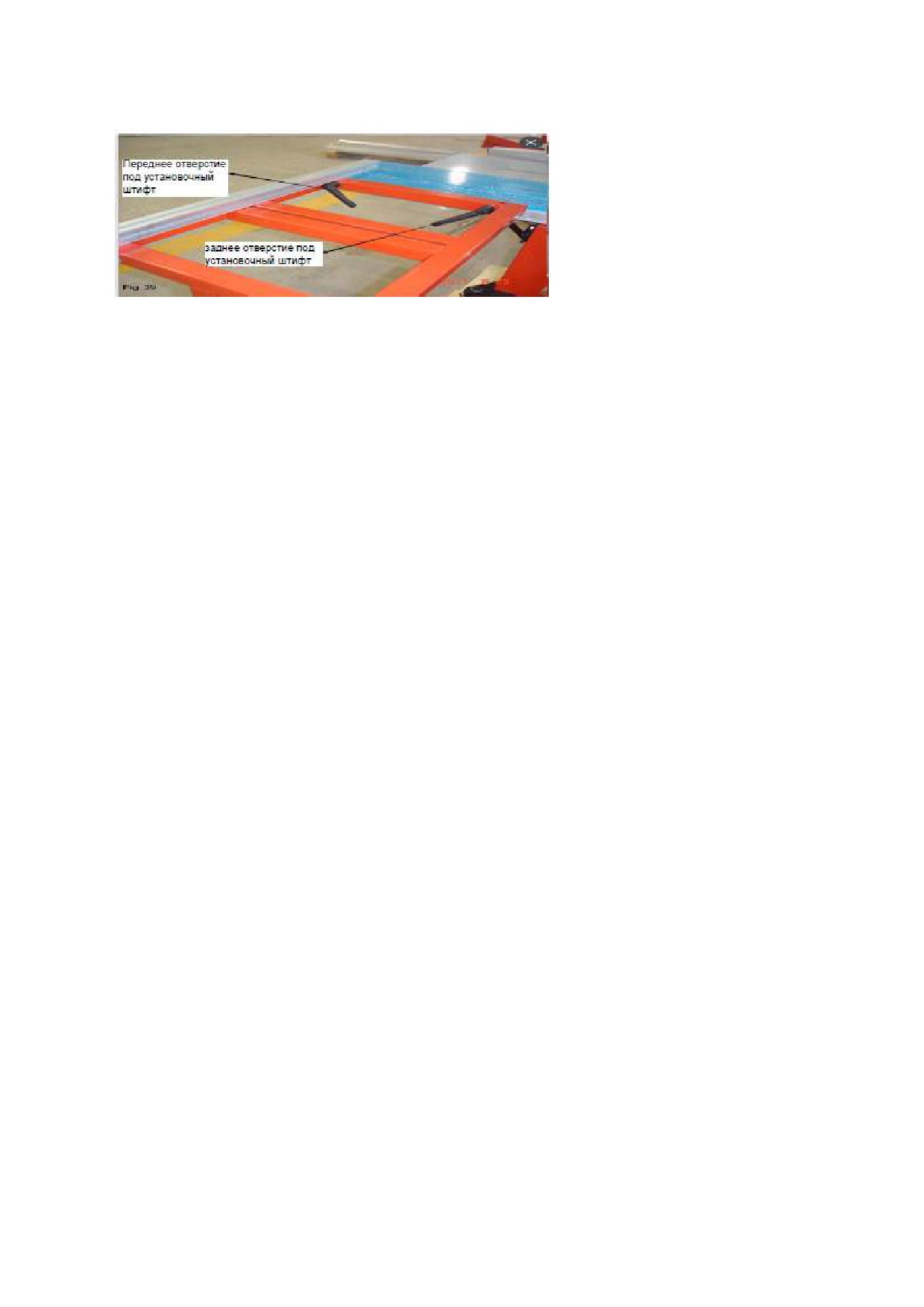
Поперечная распиловка
С установленным параллельным упором для поперечной распиловки в переднем положении на фор-
матно-раскроечном станке можно производить поперечную распиловку полноразмерных панелей.
Рис. 35
С установленным параллельным упором для поперечной распиловки в переднем положении на фор-
матно-раскроечном станке можно производить поперечную распиловку малоформатных панелей.
Рис. 36
21

Данный станок можно использовать для поперечной распиловки с применением прижима с угловым
упором.
Рис. 37
На данном станке можно выполнять поперечную распиловку заготовок с применением параллельного
упора как отрезного калибра.
Рис. 38
Следует определить, какая операция распиловки будет наиболее пригодна к поперечно распиливае-
мой заготовке.
При поперечной распиловке полноразмерных панелей перейти к пункту «Поперечная распиловка пол-
норазмерных панелей».
При поперечной распиловке панелей малых размеров перейти к пункту «Поперечная распиловка пане-
лей малых размеров».
При поперечной распиловке заготовок с использованием прижима перейти к пункту «Поперечная рас-
пиловка с использованием прижима с угловым упором».
При поперечной распиловке заготовок с использованием продольного упора в качестве отрезного ка-
либра перейти к пункту «Поперечная распиловка с использованием продольного упора в качестве от-
резного калибра».
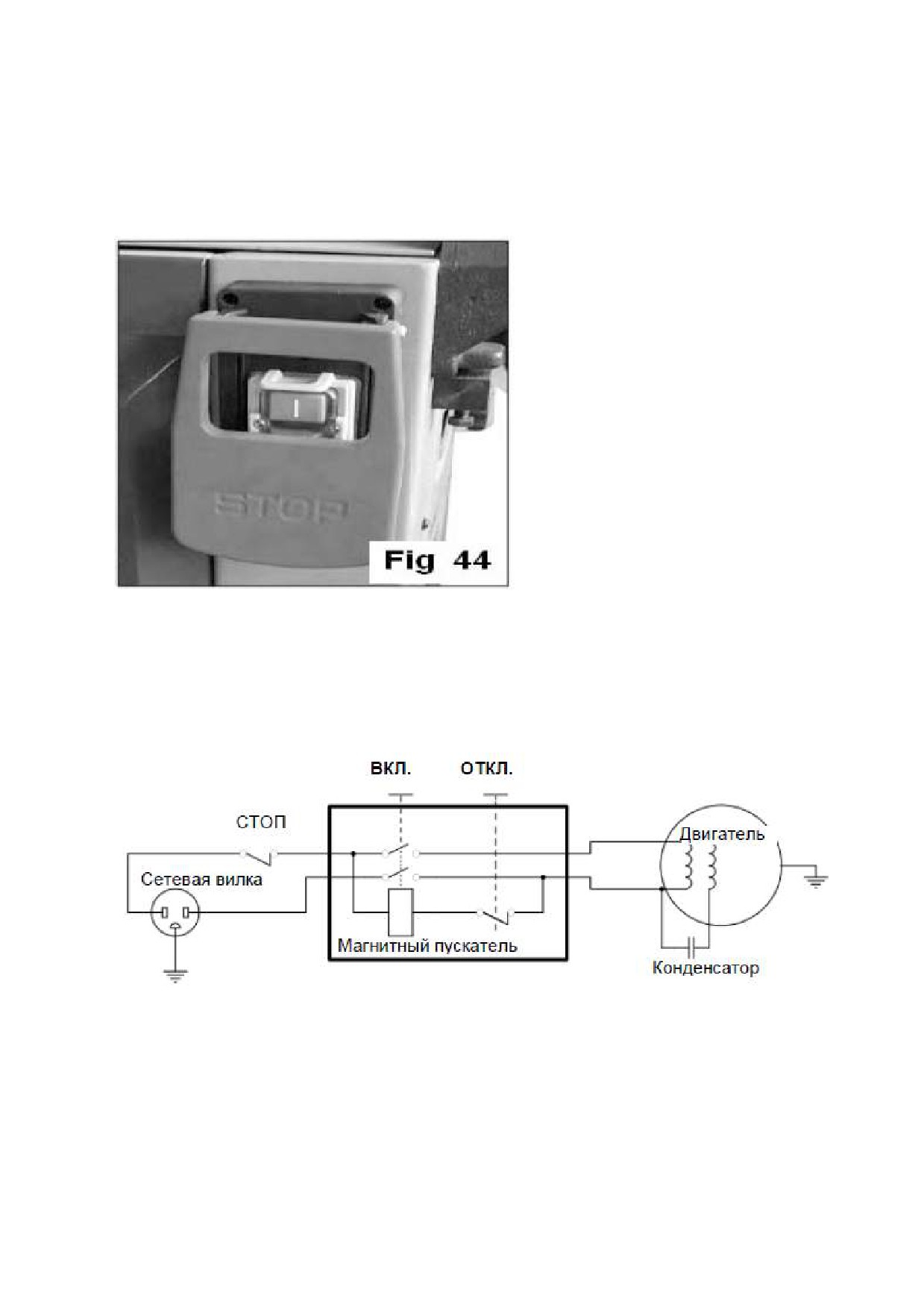
Поперечная распиловка полноразмерных панелей
1. Установить на каретку стол для поперечной распиловки.
2. Установить параллельный упор в передние отверстия под установочный штифт и зафиксировать
его.
Примечание: сначала поставить параллельный упор для поперечной распиловки в первое отверстие
под установочный штифт, повернуть Z-образную фиксирующую пластину для совмещения упора,
затем затянуть гайку с рифлением.
3. Установить оба перекидных упора на требуемую ширину пропила.
22
Примечание: если заготовка выступает влево от дисковой пилы более чем на 1200 мм, необходимо
удлинить параллельный упор для поперечной распиловки.
4. Поставить заготовку на станок.
Рис. 39
5. Поставить консоль прижима на шпильку и закрепить заготовку.
6. После принятия всех мер предосторожности положить заготовку на станок и выполнить распи-
ловку.
Поперечная распиловка панелей малых размеров
1. Установить на каретку стол для поперечной распиловки.
2. Поставить параллельный упор для поперечной распиловки на задние отверстия под установоч-
ные штифты и зафиксировать его.
Примечание: сначала поставить параллельный упор для поперечной распиловки в первое отверстие
под установочный штифт, повернуть Z-образную фиксирующую пластину для совмещения упора,
затем затянуть гайку с рифлением.
3. Установить оба перекидных упора на требуемую ширину пропила.
Примечание: если заготовка выступает влево от дисковой пилы более чем на 1200 мм, необходимо
удлинить параллельный упор для поперечной распиловки.
4. Поставить заготовку на станок.
5. Поставить консоль прижима на шпильку и закрепить заготовку.
6. После принятия всех мер предосторожности положить заготовку на станок и выполнить распи-
ловку.
Поперечная распиловка с использованием прижима
1. Установить на каретку прижим.
2. Поставить заготовку на станок. Закрепить ее струбциной.
3. После принятия всех мер предосторожности положить заготовку на станок и выполнить распи-
ловку.
Поперечная распиловка с использованием продольного упора в качестве отрезного калибра
1. Установить на каретку стол для поперечной распиловки.
2. Поставить параллельный упор для поперечной распиловки на задние отверстия под установоч-
ные штифты и зафиксировать его.
Примечание: сначала поставить параллельный упор для поперечной распиловки в первое отверстие
под установочный штифт, повернуть Z-образную фиксирующую пластину для совмещения упора,
затем затянуть гайку с рифлением.
3. Установить параллельный упор на требуемую ширину пропила.
4. Установить на станок заготовку.
5. Поставить консоль прижима на шпильку и закрепить заготовку.
6. После принятия всех мер предосторожности положить заготовку на станок и выполнить распи-
ловку.
Распиловка под углом
На столе для поперечной распиловки имеются две шкалы для установки переднего и заднего парал-
лельного упора с целью выполнения угловой распиловки.
23

Рис. 40
Также на каретке имеется шкала для прижима в целях выполнения угловой распиловки.
Рис. 41
Также на станке возможно выполнение угловой распиловки с применением углового упора.
Угловая распиловка с параллельным упором для поперечной резки
1. Установить параллельный упор для поперечной распиловки на стол для поперечной распиловки.
2. Поставить параллельный упор для поперечной распиловки под требуемым углом и с помощью
храпового рычага зафиксировать параллельный упор для поперечной резки.
Рис. 42
3. Поставить перекидной упор в соответствии с длиной заготовки, подлежащей распиловке, слева
от дисковой пилы.
Примечание: если заготовка выступает влево от дисковой пилы более чем на 1200 мм, необходимо
удлинить параллельный упор для поперечной распиловки.
24

4. Поставить заготовку на станок.
5. Поставить консоль прижима на шпильку и закрепить заготовку.
6. После принятия всех мер предосторожности положить заготовку на станок и выполнить распи-
ловку.
Угловая распиловка с применением прижима с угловым упором
1. Поставить прижим на каретку и установить упор.
2. Установить прижим с угловым упором под требуемым углом и храповым рычагом зафиксиро-
вать угловой упор.
3. Поставить заготовку на станок. Закрепить ее струбциной.
4. После принятия всех мер предосторожности положить заготовку на станок и выполнить распи-
ловку.
Рис. 43
25
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Перед выполнением работ по техническому обслуживанию отключать электропитание. Невыполне-
ние данного требования может привести к тяжелой травме.
Очистка
Очистка форматно-раскроечного станка относительно нетрудная. Излишки опилок и стружки удалить
пылесосом, остаток опилок удалить сухой ветошью. При налипании смолы удалять ее растворителем
для смолы. После очистки на все чугунные и неокрашенные стальные поверхности нанести не оставля-
ющую пятен смазку.
Еженедельно
Очищать поверхности и пазы каретки.
Очищать чугунный и стальной столы станка.
Очищать роликовые направляющие каретки.
Очищать алюминиевый параллельный упор и направляющие.
Очищать кронштейн параллельного упора.
Ежемесячно
Пылесосить внутреннюю часть станины.
Разное
Всегда следует знать о состоянии станка. Необходимо проводить периодический контроль по следую-
щим позициям и при необходимости выполнять ремонт или замену деталей:
• ослабление крепежных деталей;
• износ выключателя;
• изношенные или поврежденные пильные диски;
• изношенное или поврежденное ограждение дисков.
Клиновые ремни
Для обеспечения оптимальной передачи мощности от двигателя к дисковой пиле и гидронасосу клино-
вые ремни должны находиться в работоспособном состоянии (без трещин, следов истирания и износа)
и работать при надлежащем натяжении. Проверять клиновые ремни минимум один раз в квартал или
чаще при ежедневном использовании станка. При необходимости ремни заменить.
Подшипники
Подшипники смазываются на заводе-изготовителе и на протяжении их срока службы дополнительной
смазки не требуют. Однако характеристики станка будут более высокими, если поверхности подшипни-
ков будут чистыми, что особенно важно для подшипников качающейся опоры.
26
ЭЛЕКТРООБОРУДОВАНИЕ
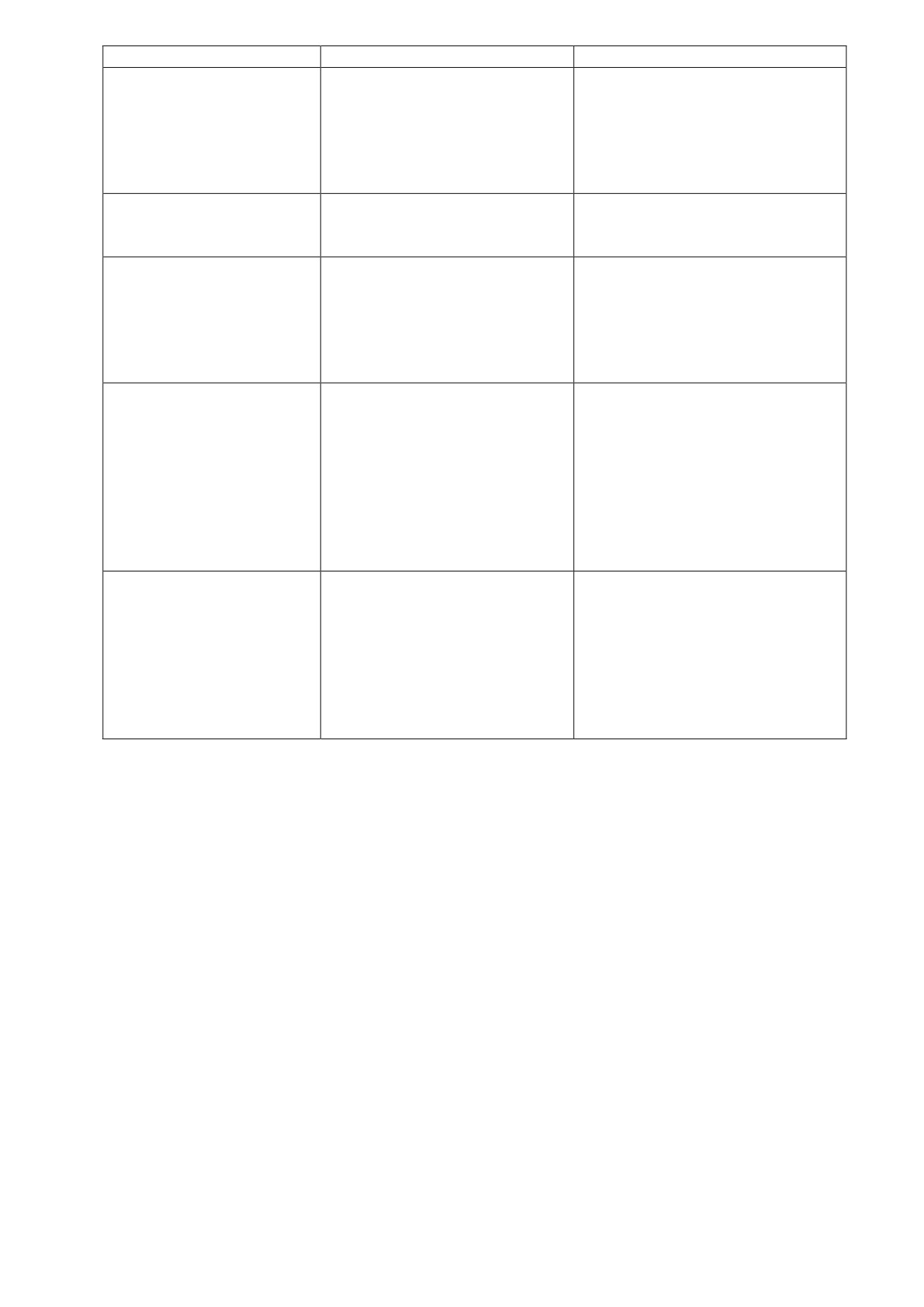
Главный выключатель
Станок оснащен главным выключателем с включением от колена с отключением при отсутствии напря-
жения и концевым выключателем.
Главный выключатель оснащен панелью для касания большого размера, которая задействуется во вре-
мя работы, нажимать на нее можно любой частью тела, также ею. Производится выключение станка.
Рис. 44
Концевой выключатель
Концевой выключатель установлен под внутренним ограждением. При замене врезной или главной
дисковой пилы при снятии внутреннего ограждения концевой выключатель размыкается цепь, снижая
риск непреднамеренного включения.
Электрическая схема
27

ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Неисправность
Возможная причина
Метод устранения
Двигатель не включается.
1. Низкое напряжение.
1. Проверить напряжение в цепи.
2. Обрыв цепи двигателя или
2. Проверить все соединения дви-
отсутствие контакта в соедине-
гателя на отсутствие контакта и
ниях
наличие обрывов.
Двигатель не включается,
1. Короткое замыкание в сило-
1. Проверить кабель или вилку на
сгорают плавкие предо-
вом кабеле или вилке.
наличие повреждений и коротких
хранителя или срабаты-
2. Короткое замыкание в двига-
замыканий.
вают автоматические вы-
теле или отсутствие контакта в
2. Проверить все соединения дви-
ключатели.
соединениях.
гателя на отсутствие контакта или
3. Плавкие вставки или автома-
наличие КЗ в клеммах или изно-
тические выключатели на не-
шенной изоляции.
надлежащий
номинальный
3. Поставить плавкие вставки или
ток.
автоматические выключатели на
требуемый номинальный ток.
Двигатель перегревается.
1. Перегрузка двигателя.
1. Снизить нагрузку на двигатель.
2. Засорены вентиляционные
2. Очистить двигатель для восста-
отверстия двигателя.
новления нормальной циркуля-
ции воздуха.
Опрокидывание ротора
1. КЗ в двигателе или отсутствие
1. Проверить все соединения дви-
двигателя (приводящее к
контактов в соединениях.
гателя на отсутствие контакта или
перегоранию предохра-
2. Низкое напряжение.
наличие КЗ в клеммах или изно-
нителей или срабатыва-
3. Плавкие вставки или автома-
шенной изоляции.
нию защиты).
тические выключатели на не-
2. Обеспечить нормальное напря-
надлежащий
номинальный
жение.
ток.
3. Поставить плавкие вставки или
4. Перегрузка двигателя.
автоматические выключатели на
требуемый номинальный ток.
4. Снизить нагрузку на двигатель.
Во время работы станок
1. Прилагается слишком боль-
1. Замедлить подачу заготовки.
замедляется.
шое усилие к заготовке.
2. Натянуть приводные ремни.
2. Ослаблены приводные рем-
ни.
Громкий, повторяющийся
1. Отсутствуют или ослабли
1. Проверить шпонки и установоч-
шум из станка.
установочные винты или шпон-
ные винты, при необходимости
ки шкивов.
заменить или подтянуть.
2. Вентилятор двигателя соуда-
2. Затянуть вентилятор или под-
ряется с крышкой.
ложить под крышку регулировоч-
3. Дефектные клиновые ремни.
ные шайбы.
3. Заменить клиновые ремни.
Дисковая пила не перпен-
1. Дисковая пила покоробилась.
1. Заменить дисковую пилу.
дикулярна угловому упо-
2. Верхняя часть стола не па-
2.
Обеспечить параллельность
ру или параллельный
раллельна дисковой пиле.
стола и дисковой пилы
упор не перпендикулярен
3. Параллельный упор не па-
3. Обеспечить параллельной па-
дисковой пиле.
раллелен дисковой пиле.
раллельного упора и дисковой
пилы.
Параллельный упор каса-
1. Передняя направляющая за-
1. Поднять переднюю направля-
ется верхней части стола
креплена слишком низко на
ющую.
при перемещении по сто-
столе.
2. Поднять пзаднюю направляю-
лу.
2. Задняя направляющая за-
щую.
креплена слишком низко на
столе.
Дисковая пила не уста-
1. Не отрегулирован болт упора
1. Отрегулировать болт упора под
навливается под 90°
на 90°.
90°.
28
Неисправность
Возможная причина
Метод устранения
Дисковая пила касается
1. Отверстие во вставке несоот-
1. Обработать напильником или
вставки под углом 45°.
ветствующее.
отфрезеровать отверстие во
2. Стол не отрегулирован.
вставке.
3. Неверное положение диско-
2. Отрегулировать стол.
вой пилы.
3.
Отрегулировать положение
дисковой пилы.
Дисковая пила не опуска-
1. Слишком низко установлен
1. Поднять стол с помощью шайб.
ется ниже поверхности
стол.
стола.
Не вращаются маховички.
1. Слишком далеко вставлена
1. Снять маховичок и отрегулиро-
шпонка маховичка.
вать шпонку.
2. Цилиндрический штифт или
2.
Осмотреть цилиндрические
установочный винт червячной
штифты и установочные винты
передачи касается качающейся
червячной передачи, при необхо-
опоры с зубчатой передачей.
димости подтянуть.
Заготовка снизу расщеп-
1. Неверно отрегулирована по
1. Отрегулировать врезную диско-
ляется.
высоте врезная дисковая пила.
вую пилу по высоте.
2. Врезная дисковая пила не
2. Совместить врезную дисковую
совмещена с главной дисковой
пилу.
пилой.
3. Заменить врезную дисковую
3. Ширина пропила врезной
пилу.
дисковой пилы не соответству-
ет ширине пропила главной
дисковой пилы.
Станок не выполняет пер-
1. Каретка не параллельная
1. Отрегулировать каретку.
пендикулярные пропилы.
дисковой пиле.
2. Отрегулировать параллельный
2. Параллельный продольный
упор.
упор не параллелен дисковой
3. Отрегулировать параллельный
пиле.
упор для поперечной распиловки
3. Параллельный упор для по-
перпендикулярно дисковой пиле.
перечной распиловки не пер-
пендикулярен дисковой пиле.
29
СПЕЦИФИКАЦИИ И ЧЕРТЕЖИ
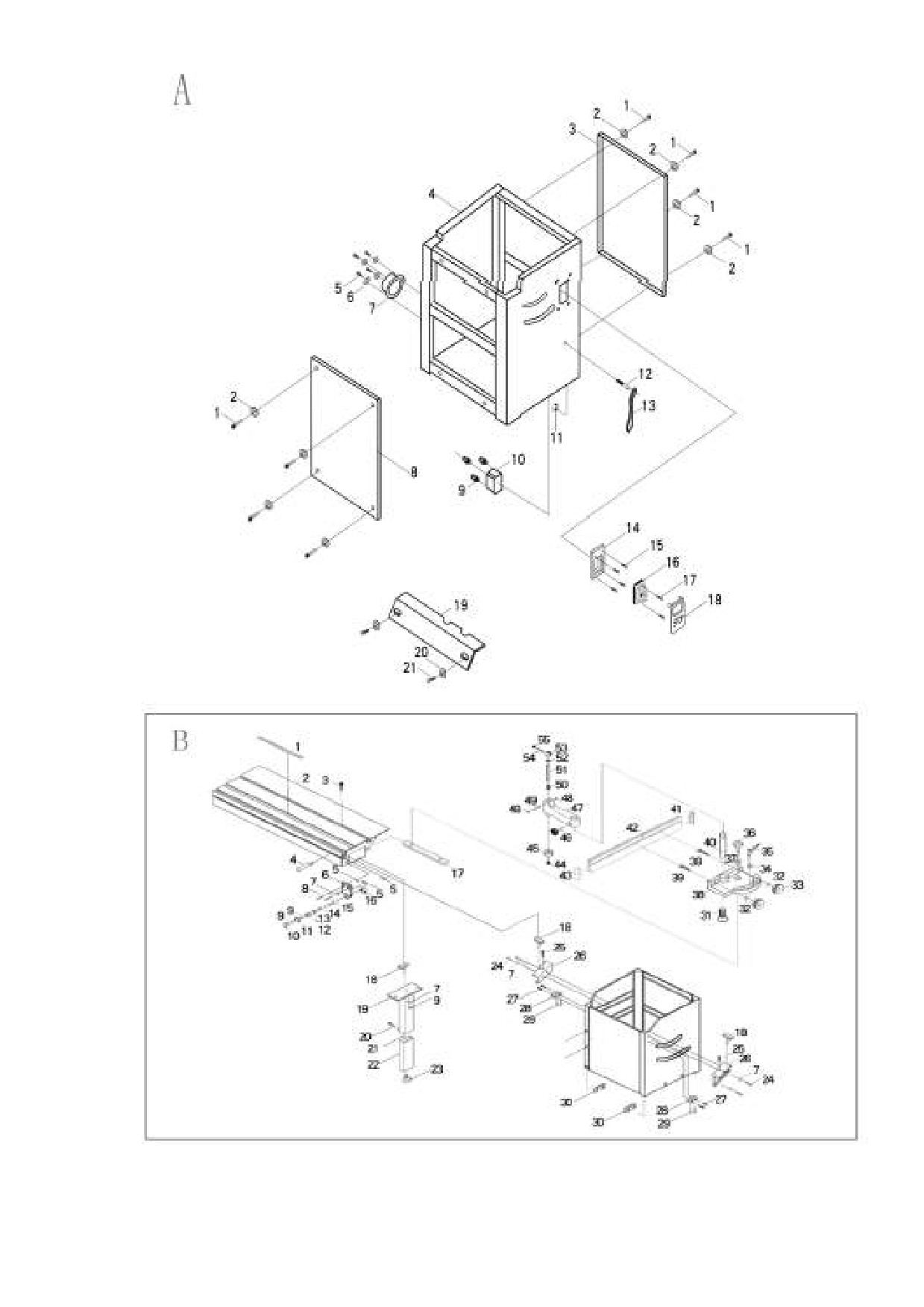
Спецификация к чертежу А
Поз. Наименование
Поз.
Наименование
1
Allen screw (винт) M6x12
14
Cover, switch box
(крышка, коробка
выключателя)
2
Washer (шайба) 6mm
15
Pan head screw (винт) M4x12
3
Right panel, saw base (правая панель ста-
16
Main switch (главный выключатель)
нина станка) 1
4
Saw base frame (рама станины станка)
17
Taping screw (саморез) ST4.2x20
5
Washer (шайба) 5mm
18
Knee touch plate (пластина для каса-
ния коленом)
6
Knee touch plate (пластина для касания
19
Internal guardё (внутреннее огражде-
коленом)
ние)
7
Taping screw (саморез) ST4.2x20
20
Knee touch plate (пластина для каса-
ния коленом)
8
Right panel, saw base (правая панель ста-
21
Washer (шайба) 5mm
нина станка) 2
9
Plastic plate (пластмассовая пластина)
10
Switch box (коробка выключателя)
11
Nut (гайка) M6
12
Hold screw, push stick (прижимной винт,
толкатель)
13
Push stick (толкатель)
Спецификация к чертежу В
Поз.
Наименование
Поз.
Наименование
1
Sliding table (стол каретки)
22
Lower support (нижняя опора)
2
Sliding panel set (комплект каретки)
23
Adjustable disc (регулируемый диск)
3
Allen screw (винт) M5x8
24
Hex screw (болт) M8x25
4
Push handle (нажимная рукоятка)
25
Stop screw (упорный винт)
5
Nut plate (пластина для паза)
26
Bracket, sliding carrier (кронштейн, каретка)
6
Lock pin (фиксирующий палец)
27
Hex screw (болт) M8x40
7
Flat pad (плоская шайба) 8
28
T-base, adjust (Т-образное основание, регули-
ровка)
8
Outer six angle bolt (болт) 8×14
29
Screw (винт)
9
Hex nut (гайка) M8
30
T-base, adjust (Т-образное основание, регули-
ровка)
10
End cap, knob (заглушка, рукоятка)
31
Sunk head screw (винт) M8X25
11
Star-type knob, lock pin (звездообразная
32
Washer (шайба) 6mm
рукоятка, фиксирующий палец)
12
Roll pin (цилиндрический штифт) 3x18
33
Wing nut (барашек)
13
Bush, lock pin (втулка, фиксирующий па-
34
Flat washer (плоская шайба) 10mm
лец)
14
Spring, lock pin
(пружина, фиксирующий
35
Ratchet lever (храповой рычаг)
палец)
15
Lock pin (фиксирующий палец)
36
Star-type lock handle (звездообразная фикси-
рующая рукоятка)
16
Hex nut (гайка) M10
37
Set (установочный винт)
17
Screw guide (винтовая направляющая)
38
Mitre gauge, hold down
(угловой упор,
прижим)
18
End cap, knob (заглушка, рукоятка)
39
Carriage bolt (вагонный болт) M6x40
19
Upper support (верхняя опора)
40
Stud, hold down (шпилька, прижим)
20
Allen screw (винт) M8x25
41
End cap, fence (заглушка, параллельный упор)
30
Поз. Наименование
Поз.
Наименование
21
Disc, insert (диск, вставка)
42
Fence, mitre gauge (параллельный упор, го-
ловка для распиловки под углом)
43
End cap, fence (заглушка, параллельный упор)
44
Allen screw (винт) M5x16
45
Disc, hold down (диск, прижим)
46
Star-type knob, hold down
(звездообразная
рукоятка, прижим)
47
Arm, hold down (кронштейн, прижим)
48
Circle ring (кольцо) 8mm
49
Pin, hold down (штифт, прижим)
50
Spring, hold down (пружина, прижим)
51
Stud, hold down (шпилька, прижим)
52
Circle ring (кольцо) 12mm
53
Eccentric, hold down (эксцентрик, прижим)
54
Handle, hold down (рукоятка, прижим)
55
Handle knob, hold down (рукоятка, прижим)
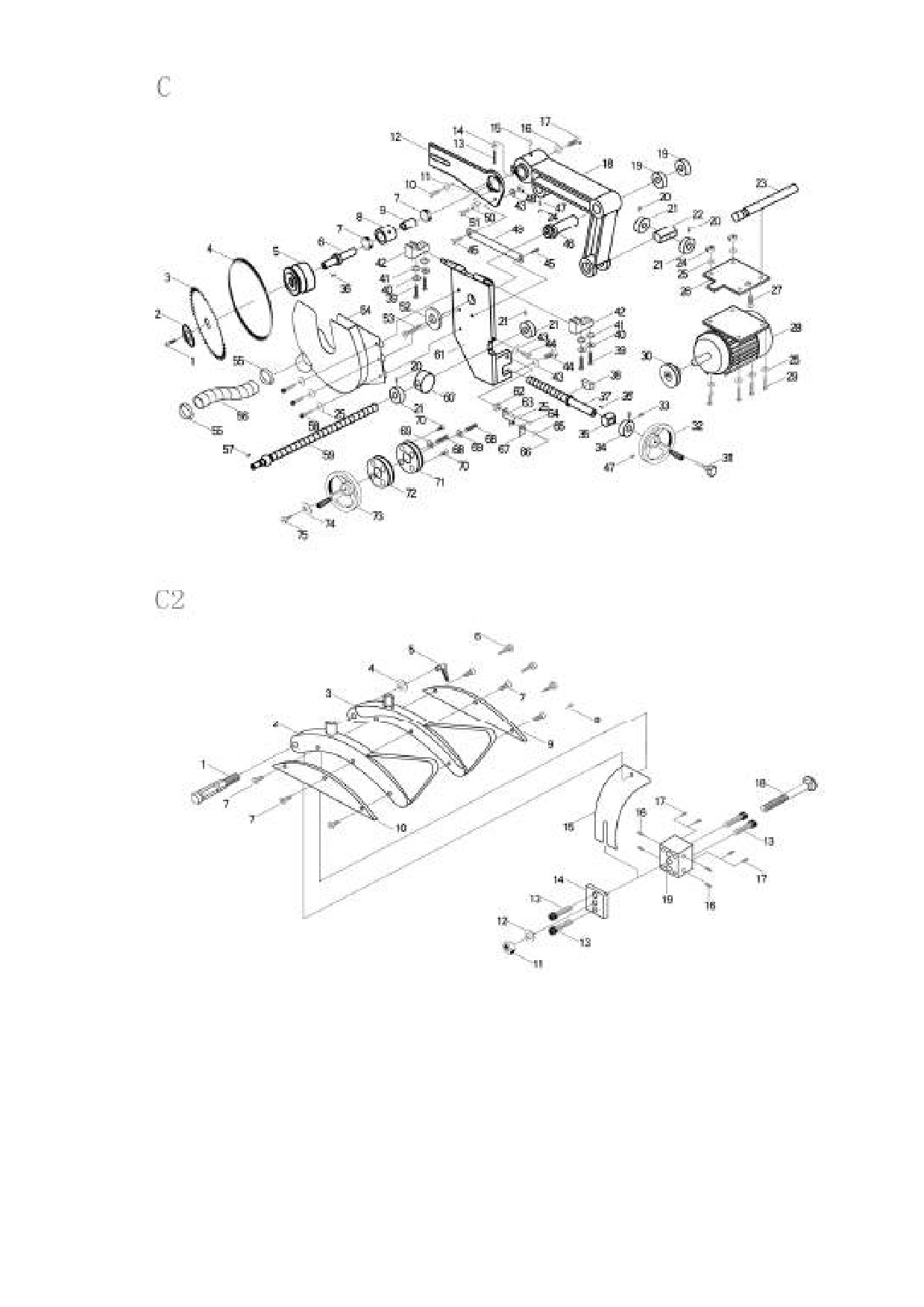
Спецификация к чертежу С
Поз.
Наименование
Поз.
Наименование
1
Screw (винт)
25
Flat pad (плоская шайба)
2
Flange (фланец)
26
Motor base (основание двигателя)
3
Main blade (главный диск)
27
Sunken head screw (винт) M8×25
4
A type triangular belt (клиновый ремень А)
28
Motor (двигатель)
450
5
Spindle belt wheel (шкив шпинделя)
29
Hex head screw (винт) M8X35
6
Drive shaft
30
Pulley-motor (шкив двигателя)
7
31
Flower screw (винт)
8
Spacer (распорная втулка)
32
Wheel handle (рукоятка маховичка)
9
Pulley (шкив)
33
Set screw (установочный винт) M6X8
10
Screw (винт)
34
Circle ring (кольцо)
11
Wave washer (шайба рифленая)
35
Bearing house (корпус подшипника)
12
Frame segment (сегмент рамы)
36
Flat key (призматическая шпонка) 5×16
13
Outer six angle bolt (болт) M8×45
37
Thread резьбовой стержень)
14
Nut (гайка) M8
38
Roll pin (цилиндрический штифт) 6×14
15
Elastic cylindrical pin (пружинный штифт)
39
Hex head screw (винт) M8×25
16
Ring (кольцо)
40
Flat pad (плоская шайба) 8
17
Inner six angle bolt (болт) M6×12
41
Spring washer (пружинная шайба) 8
18
Gear house (корпус зубчатой передачи)
42
Rotating support (поворотная опора)
19
Nut (гайка) M24×1.5
43
Flat pad (плоская шайба) 6
20
Inner six corner tight nail (винт)
44
Outer six angle bolt (болт) M6×10
21
Circle ring (кольцо)
45
Screw (винт)
22
Nut (гайка)
46
Main shaft (главный вал)
23
Shaft (вал)
47
Inner six corner tight nail (винт) M8×20
24
Hex nut (гайка) M8
48
Nut (гайка) M8
49
Rod (тяга)
C2-1
Lock bolt, guard (болт, ограждение)
52
Washer (шайба)
C2-2
Half, blade guard (половина ограждения диска)
53
Hex head screw (винт) M10X25
C2-3
Half, blade guard (половина ограждения диска)
54
Chip house (короб под стружку)
C2-4
Lock washer (шайба) 8mm
55
Hose clamp (хомут шланга) 50mm
C2-5
Knuried nut (рифленая гайка)
31
Поз.
Наименование
Поз.
Наименование
56
Dust removing tube (труба аспирации
C2-6
Taping screw (саморез) ST4.2X10
опилок) 50
57
Flat key (призматическая шпонка) 4×16
C2-7
Head bolt (болт) M4×10
58
Inner six angle bolt (болт) M6×30
C2-8
Taping screw (саморез) ST4.2X26
59
Thread (резьбовой стержень)
C2-9
Segment, blade guard
(сегмент, ограждение
диска) 1
60
Hex nut (гайка)
C2-10
Segment, blade guard
(сегмент, ограждение
диска) 2
61
Frame-blade (рама диска)
C2-11
Hex nut (гайка) M10
62
Set (установочный винт)
C2-12
Spring washer (пружинная шайба) 10mm
63
Pointer fixing plate (пластина крепления
C2-13
Stop screw (упорный винт)
указателя)
64
Bolt (болт) M8×16
C2-14
Segment (сегмент)
65
Flat pad (плоская шайба) 4
C2-15
Riving knife (расклинивающий нож)
66
Round head bolts (болт) M4×8
C2-16
Set screw (установочный винт) M8X20
67
Pointer (указатель)
C2-17
Set screw (установочный винт) M8X20
68
Bolt (болт) M8×20
C2-18
Carriage bolt (вагонный болт) M10X80
69
Big flat mat (плоская увеличенная шай-
C2-19
Insert (вставка)
ба) 8
70
Head bolt (болт) M6×16
71
Ball box (коробка под шарики) 1
72
Ball box (коробка под шарики) 2
73
Wheel handle (рукоятка маховичка)
74
Ring (кольцо)
75
Head bolt (болт) M5×10
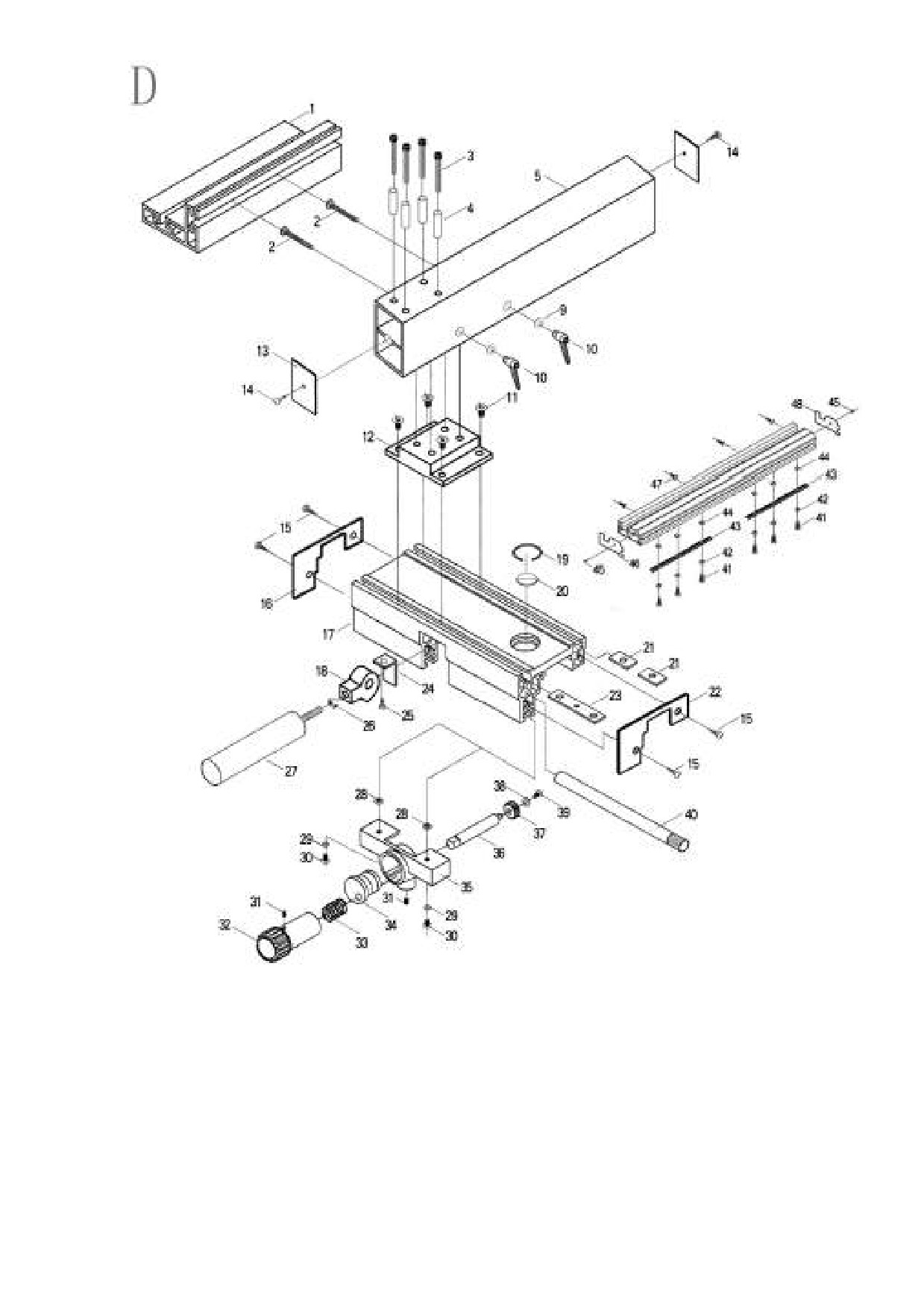
Спецификация к чертежу D
Поз.
Наименование
Поз.
Наименование
1
Fence "L" shape
(уголок параллельного
28
T-nut (Т-образная гайка) M5
упора)
2
Carriage screw (вагонный болт) M6x50
29
Washer (шайба) 5mm
3
Cap screw (винт)
30
Pan head screw (винт) M5x10
4
Bush (втулка)
31
Set screw (установочный винт) M6x6
5
Fence (параллельный упор)
32
Fine adjusting handle (рукоятка точной регули-
ровки)
9
Flat pad (плоская шайба) 6
33
Coil spring, fine adjust (пружина точной регу-
лировки)
10
T type lock handle (Т-образная фиксирую-
34
Eccentric arbor (эксцентриковый вал)
щая рукоятка)
11
Sunk head screw (винт) M6x12
35
Frame, fine adjust gear (рама, зубчатая переда-
ча точной регулировки)
12
Fence plate (планка параллельного упора)
36
Gear rod, fine adjust (вал зубчатого колеса,
зубчатая передача точной регулировки)
13
End cap, lock handle (заглушка, фиксирую-
37
Core gear (червячное колесо)
щая рукоятка)
14
Self tapping (саморез) M4×12
38
Washer (шайба) 4mm
15
Taping screw (саморез) ST4.2x12
39
Sunk head screw (винт) M6x12
16
End cap, fence carrier (заглушка, основание
40
Axis (ось)
параллельного упора)
17
Fence carrier
(основание параллельного
41
Pan head screw (винт) M5x8
упора)
18
Eccentric shaft (эксцентриковый вал)
42
Lock washer (шайба) 5mm
19
Circle ring (кольцо)
43
Rack, fence (рейка, параллельный упор)
32
Поз. Наименование
Поз.
Наименование
20
Len (линза)
44
T-Nut (Т-образная гайка) M5
21
Nut plate (пластина под паз)
45
Taping screw (саморез) ST4.2x12
22
End cap, fence carrier
(заглушка, основа-
46
Left end cap, front rail (левая заглушка, перед-
ние параллельного упора)
няя направляющая)
23
Screw guide (винтовая направляющая)
47
Square head screw (винт с квадратной голов-
кой) M8x25
24
Lock plate (фиксирующая пластина)
48
Right end cap, front rail (правая заглушка, пе-
редняя направляющая)
25
Pan head screw (винт) M4x10
26
Hex nut (гайка) M8
27
Lock handle, fence (фиксирующая рукоят-
ка, параллельный упор)
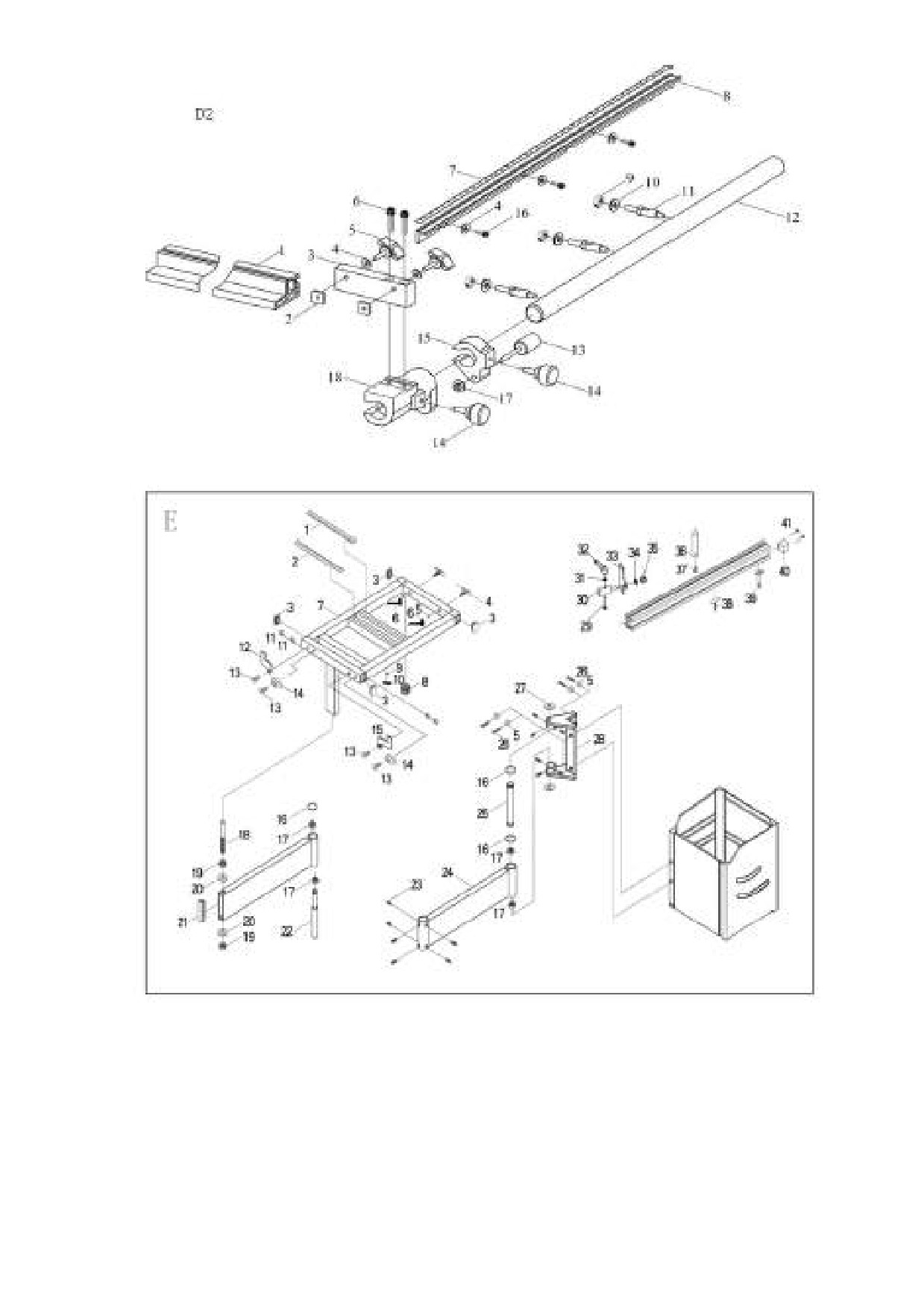
Спецификация к чертежу D2
Поз. Наименование
Поз.
Наименование
1
Sliding aluminum profile (подвижный алю-
11
Fixed bolt (неподвижный болт)
миниевый профиль)
2
Slider (каретка)
12
Cylindrical guideway (цилиндрическая направ-
ляющая)
3
Fixed block (неподвижная колодка)
13
Trim handle (регулировочная рукоятка)
4
Flat pad (плоская шайба) 6
14
Hand (рукоятка)
5
Lock the handle (фиксирующая рукоятка)
15
Sliding seat (подвижное седло)
6
Hex screw (винт) M10x30
16
Hex screw (винт) M6x12
7
Ruler (линейка)
17
Self locking nut (самоконтрящаяся гайка) M6
8
Ruler holder (кронштейн линейки)
18
Trimming seat (регулировочное седло)
9
Nut (гайка) 8
10
Flat pad (плоская шайба) 8
Спецификация к чертежу Е
Поз.
Наименование
Поз.
Наименование
1
Scale, cross cut table (шкала, стол для по-
20
Big flat mat (шайба увеличенная) 16
перечной распиловки)
2
Scale, cross cut table (шкала, стол для по-
21
End cap, swing arm
(заглушка, поворотный
перечной распиловки)
кронштейн)
3
End cap, cross cut table (заглушка, стол для
22
Shaft, swing arm (вал , поворотный кронштейн)
поперечной распиловки)
4
T-block (Т-образная колодка)
23
Inner six corner tight nail (винт) M8×20
5
Flat washer (плоская шайба) M8
24
Swing arm (поворотный кронштейн)
6
Wing nut (барашек) M8
25
Block (колодка)
7
Cross cut table (стол для поперечной рас-
26
Hex screw (винт) M6x35
пиловки)
8
Knurled knob, fence (рифленая рукоятка,
27
Big flat mat (шайба увеличенная) 17
параллельный упор)
9
Flat washer (плоская шайба) M8
28
Support, swing arm (опора, поворотный крон-
штейн)
10
Wing nut (барашек) M8
29
Hex bolt (болт) M6X35
11
Self locking nut (самоконтрящаяся гайка)
30
Locating pole (установочный штифт)
M6
12
"Z" lock plate
(Z-образная фиксирующая
31
Washer (шайба) φ6
пластина)
13
Sunk head screw (винт) M6x20
32
Small handgrip (малая рукоятка)
33
Поз. Наименование
Поз.
Наименование
14
Eccentric cam (кулачок)
33
Turning plate (поворотная пластина)
15
"Z" lock plate
(Z-образная фиксирующая
34
Washer (шайба) φ10
пластина)
16
Shaft ring (кольцо стопорное наружное) 17
35
Locking nut (гайка) M10
17
Bearing (подшипник) 6202
36
Stud, hold down (шпилька, прижим)
18
Support rod, cross cut table
(опорный
37
T-block, hold down (Т-образная колодка, при-
стержень, стол для поперечной распилов-
жим)
ки)
19
Thin hex nut (гайка низкая) M10
38
T-block (Т-образная колодка)
39
Lock stud, cross cut fence
(шпилька, парал-
лельный упор для поперечной распиловки)
40
End cap, cross cut fence (заглушка, параллель-
ный упор для поперечной распиловки)
41
Half round head self tapping (саморез) M4×12
Спецификация к чертежу G
Поз. Наименование
Поз.
Наименование
1
Rear extension table (задний удлинитель-
13
Extension table (удлинительный стол)
ный стол)
2
Washer (шайба) 8mm
14
Hex screw (винт) M6x20
3
Hex nut (гайка) M8
15
Adjustable disc (регулируемый диск)
4
Flat pad (плоская шайба) 6
16
Lower, support (нижняя опора)
5
Bolt (болт) M6×12
17
Disc insert (дисковая вставка)
6
Hex screw (болт) M8x16
18
Allen screw (винт) M8x25
7
Rear table support (опора стола задняя)
19
Upper, support (верхняя опора)
8
Flat pad (плоская шайба) 10
20
Dust hose support (опора шланга аспирации)
9
Set screw (установочный винт) M10x60
21
Nut (гайка) M6
10
Major table (главный стол)
22
Hose clamp (хомут шланга) 35mm
11
Sunk head screw (винт) M5x10
12
Table insert (вставка стола)
Спецификация к чертежу Н
Поз. Наименование
1
Mitre gauge knob (рукоятка углового упора)
2
Mitre gauge rod (стержень углового упора)
3
Mitre gauge base (основание углового упора)
34
35
36
37
38

39