Прокатка, вылеживание, формование теста в производстве мучных кондитерских изделий
Прокатка теста. Затяжное тесто после замеса подвергается многократной прокатке, т. е. превращению бесформенных кусков теста в тестовую ленту путем пропуска через двухвалковую прокаточную машину.
В процессе многократной прокатки затяжное тесто под влиянием механического воздействия испытывает деформацию сдвига и деформацию сжатия. Вследствие этого в тесте возникают продольные и поперечные напряжения, сопровождающиеся удлинением и уширением пласта теста.
При прокатке теста в одинаково чередующихся направлениях, без поворота пласта теста на угол 90°, возникают большей частью продольные напряжения, что приводит к удлинению пласта теста. Штампование такого пласта теста может привести к сокращению тестовых заготовок по длине. Когда же пласт теста подвергается прокатке с правильным чередованием поворотов теста на угол 90°, напряжения, возникшие при этом, распределяются равномерно по пласту теста и деформация теста будет происходить в равной степени по длине и ширине отштампованных тестовых заготовок, без видимого искажения формы.
Прокатка способствует снижению вязкости и увеличению пластичности теста. При прокатке происходит равномерное распределение воздуха, захватываемого тестом во время перемешивания, а избыток воздуха удаляется, благодаря чему тесто приобретает мелкопористую структуру. Многократная прокатка способствует получению слоистого теста, что придает характерную структуру затяжному печенью, й увеличению хрупкости и набухаемости изделий. Характерный глянец, появляющийся на поверхности изделий, в значительной степени является следствием многократной практики.
Согласно технологической инструкции применяют пять последовательных стадий прокатки и вылежки затяжного пласта теста: 1) предварительная прокатка, 2) первая вылежка,
3) первая лицевая прокатка, 4) вторая вылежка, 5) вторая лицевая прокатка.
Тесто после замеса кусками весом не более 35 кг вначале прокатывается на подготовительной двухвалковой машине 5 раз (считая прокатку в одном направлении за 1 раз), из которых первые 3 раза с постепенным уменьшением зазора между валками (90, 70, 50 мм). Затем тесто складывается вдвое и пропускается еще 2 раза (80 и 60 мм), после чего вылежи- вается на столе в течение 2—2,5 ч и вновь прокатывается 4 раза (первая лицевая прокатка). Перед прокаткой пласт повертывается на угол 90° против направления первой прокатки и пропускается через валки с постепенным уменьшением зазора, причем после первой прокатки тесто складывается вдвое.
Прокатанное тесто вторично подвергается вылеживанию в течение 30 мин, а затем прокатывается 5 раз на лицевой двухвалковой машине. После первой прокатки на поверхность пласта теста равномерно насыпаются обрезки теста, а перед четвертой прокаткой гесто складывается вдвое. Эта схема прокаток и вылежек относится к тесту, приготовленному по рецептуре из муки высшего сорта.
Прокатка и вылежка теста из более низких сортов муки упрощается. Так, тесто, приготовленное по рецептуре из муки 1 сорта, прокатывается 3 раза на подготовительной двухвалковой машине, один час вылеживается, а затем вновь прокатывается 5 раз. Тесто, приготовленное по рецептуре из муки 2 сорта, прокатывается 2 раза, вылеживается 30 мин, а затем прокатывается 5 раз.
Исследования ВКНИИ показали, что наилучшим условием обработки теста после замеса является семикратная прокатка теста с применением не менее двух поворотов теста на угол 90°.
При четырнадцатикратной прокатке наблюдается увеличение вязкости и снижение пластичности теста, сопровождающееся ухудшением качества изделий.
Наиболее пластичное тесто и наилучшее качество печенья получается при прокатке теста с температурой, близкой к температуре замеса, что возможно осуществить при непрерывном замесе затяжного теста.
Галетное тесто после замеса вылеживается на столе или в тележке не менее часа, в процессе которого происходит брожение теста, сопровождающееся разрыхлением его.
После вылеживания тесто подвергается прокатке. Прокатка, а затем формование теста производятся на ударных штампующих машинах легкого типа, т. е. на тех же машинах, что и для затяжного теста.
Куски теста весом 25—30 кг прокатывают на двухвалковой машине 2 раза с зазором между валками 35 и 25 мм. Затем к пласту теста добавляют обрезки и вновь прокатывают с зазором между валками 30—35 мм. После этого тесто складывают вдвое, повертывают на угол 90° и прокатывают через зазор 35 мм. Пласт теста вновь складывают, повертывают на угол 90° и пропускают через валки.
Тесто для крекера «Столовое» во время прокатки подпыли- вают предварительно приготовленной смесью из муки и жира в соотношении 1,7 : 1.
Сахарное тесто обладает высокой пластичностью и под давлением, испытываемым в тестопрокаточной машине, легко образует тестовую ленту при первой же прокатке. Многократная прокатка сахарного теста приводит к снижению пластичности и к «затяжке» теста. Поэтому многократная прокатка сахарного теста не применяется. Однократная же прокатка этого теста применяется при формовании его на штампмашинах. Когда же для формования сахарного теста применяют ротационную машину, тесто не подвергают предварительной прокатке.
Толщина ленты сахарного тестач выходящей из двухвалковой машины, обычно равна 25—30 мм.
При прокатке теста важно, чтобы оно не подавалось в избытке и не перегружало валки.
Это достигается изменением скорости работы двухвалковой или тестовыжимной машины.
После лицевой прокатки тесто прокатывается на шлифующих валках, назначение которых состоит в постепенном уменьшении толщины тестовой ленты перед формованием на штампмашиие. Скорость тестовой ленты между первой и второй парами шли фующих валков регулируется так, чтобы тестовая лента не набегала на вторую пару валков и в то же время не была натянута. В первом случае тестовая лента будет иметь неравномерную плотность, а во втором — она будет обрываться (сахарное) или чрезмерно растягиваться (затяжное), что приведет к искажению формы тестовых заготовок.
Толщина тестовой ленты после первой пары шлифующих валков для затяжного и сахарного теста 7—10 мм и после второй пары валков 2,5—4 мм.
Тестовая лента, поступающая под штамп, должна быть ненатянутой, свободной и даже с некоторой складкой. В особенности это относится к затяжному тесту, которое стремится восстановить свою первоначальную форму. Тестовая лента, поступившая под штамп в натянутом виде, будет давать тестовые заготовки с искаженной формой.
В процессе прокатки к свежему тесту добавляют тестовые обрезки, поступающие со штампмашины для вторичной переработки. Следует стремиться к тому, чтобы разница в температуре между тестом и обрезками была небольшой. Прибавление обрезков сахарного теста с разницей в температуре между ними и свежим тестом в 6—7 °С приводит к прилипанию теста к валкам штампмашины.
Температура теста и обрезков должна быть выше температуры воздуха в помещении. Не рекомендуется подпыливать мукой тестовую ленту, особенно сахарного теста, во время прокатки, так как это приводит к образованию шероховатой поверхности печенья. В крайнем случае, когда в этом появляется острая необходимость из-за повышенной влажности теста,
вызывающей прилипаниетестак валкам, следует применятьбесклейковинную муку, например кукурузную, ячменную, или крахмал.
Для прокатки теста применяются двухвалковые реверсивные машины (рис. 86), в которых валки вращаются в ту или иную сторону, что достигается при помощи специальной отводки или электропереключателя.
Двухвалковая машина используется для прокатки теста сразу после замеса и в этом случае она называется заготовительной. Когда же двухвалковая машина используется для последующей

Рис. 86. Двухвалковая машина для прокатки теста:
1 — валки, 2 — штурвал для регулирования зазора между валками.
прокатки с обрезками, ее обычно называют лицевой. Различий в конструкции этих машин не имеется. Лицевая двухвалковая машина находится в линии со штампмашиной.
, Для сахарного теста взамен двухвалковых машин иногда используют тестовыжимную машину, которая представляет собой два рифленых раздвигающихся стальных вала, над кото- рыми расположена воронка. Тесто, загружаемое в воронку, под действием своего веса и благодаря рифлям захватывается валами и нагнетается в коробку, находящуюся под валами. В дно коробки вставлены стальные планки с вырезом в виде сплошной щели или с вырезом меньшего размера, но с разнообразным контуром. Тесто выжимается через щель или вырезы в виде сплошной тестовой ленты или ряда узких лент, которые поступают непосредственно под шлифующие валки штампа. Тестовыжимная машина обычно составляет со штампмашиной единый агрегат.
Вылеживание теста. Затяжное тесто сейчас же после замеса и прокатки подвергают вылеживанию: куски теста укладывают на стол, накрывают брезентом и оставляют лежать в течение определенного времени. Брезент применяется для сохранения температуры теста и предохранения его поверхности от образования корочки, которая ухудшает состояние поверхности печенья.
Тесто на столах не должно вылеживаться толстыми пластинами, так как это может привести к самосогреванию его и, как следствие этого, к преждевременному разложению углекислого аммония и снижению пластичности теста.
Из практики известно, что при вылеживании затяжного теста его свойства улучшаются. Такое тесто легче прокатывается, тестовые заготовки после штамповки почти не изменяют
своей формы, а выпеченныеизделия имеют приятный внешний вид и равномерную пористость в изломе.
В результате замешивания и прокатки тесто подвергается сильному механическому воздействию лопастей тестомесилки и валков. При замешивании нарушается целостность клейковинных нитей, а при прокатке они подвергаются пластической деформации. Во время вылежки происходит рассасывание внутренних напряжений в тесте, возникших в процессе замеса и прокатки. В результате вылеживания вязкость теста снижается, а пластичность, т. е. способность теста сохранять форму, приданную ему в процессе формования, резко возрастает. Изменение свойств теста в результате вылежки оказывает положительное влияние на качество печенья: повышается хрупкость, набухаемость и пористость изделий.
Исследованиями установлена возможность достигнуть оптимальной пластичности теста без вылежки его, путем некоторого изменения технологического режима получения и обработки теста. Повышение температуры теста при прокатке увеличивает пластичность теста и снижает вязкость его. Если вести замес теста при температуре около 40 °С и прокатывать его при температуре, близкой к температуре замеса, то тесто будет иметь оптимальную пластичность — такую же, как если бы тесто подвергалось двухчасовой вылежке. Эти условия наиболее точно могут быть выполнены при непрерывном замесе теста, когда тесто с оптимальной температурой тотчас же передается на прокатку и не успевает охладиться.
Формование теста. Формование теста осуществляется на различных машинах и приспособлениях в зависимости от структуры и консистенции теста.
Наиболее распространенной машиной для формования теста, особенно затяжного, является штампующая машина ударного действия.
Для формования затяжного и галетного теста применяется штампмашина легкого типа (рис. 87), назначение которой — прокатка теста, вырубка из тестовой ленты заготовок определенной формы и укладка их на листы или металлические печные транспортеры.

Двумя парами шлифующих валков пласту теста вначале придается определенная тол- щина и ширина. Вырубка заготовок из тестовой ленты осуществляется штампующим ме- ханизмом, который состоит из матрицы в форме стакана с заостренными кромками и пуансона, движущегося внутри матрицы. Пуансон, в виде пластины со шпильками наносит проколы на поверхность вырубленной тестовой заготовки и выталкивает ее из матрицы. Проколы заготовок необходимы для свободного выхода паров воды в процессе выпечки, так как в противном случае на поверхности печенья образуются вздутия. Небольшое количество проколов в тестовых заготовках для крекера способствует образованию на поверхности изделий вздутий, характерных для этого вида изделий.
Штампующий механизм для сахарного теста отличается тем, что на поверхности каж- дого пуансона имеется выгравированный рисунок или надпись. Вначале пуансон сильна прижимается к поверхности теста и наносит на нее рисунок или надпись, затем матрица вырубает тестовые заготовки различного контура.
Передача тестовой ленты к шлифующим валкам и от валков к штампующему механиз- му, а затем к механизму укладки осуществляется системой транспортеров.
Вырубленные тестовые заготовки при помощи механизма автоматически раскладываются правильными рядами на металлические листы или на ленточный саморасклад в том случае, если заготовки поступают непосредственно в трехленточную печь.
Обрезки теста, получаемые в процессе формования, передаются транспортерами к лицевой двухвалковой машине.
От четкой работы штампующего механизма во многом зависит качество изделий. Особенное внимание должно быть уделено регулировке нажима пуансона, с тем чтобы на поверхности теста образовался четкий рисунок и в то же время не получилось бы уплотнения теста при чрезмерно сильном нажиме пуансона. Регулировка осуществляется путем сближения пуансона и подушки, находящейся под штампующим механизмом. Подушка и штампующий механизм должны быть строго параллельны. Несоблюдение этих условий может привести к слишком глубокой просечке тестовой ленты и к порезам полотна при сильном нажиме пуансона или к уносу тестовых заготовок вместе с обрезками при слабом нажиме.
Формование сахарного теста в настоящее время осуществляется на ротационных машинах (рис. 88). Наряду с этим ротационныемашины на ряде предприятий начали использо- ваться для формования песочного сдобного теста. Эти машины отличаются несложной конструкцией, малыми габаритами, высокой производительностью и отсутствием динамической нагрузки в процессе работы.

Ротационнаямашина состоит из рифленого барабана и ротора, на поверхности которого имеются выгравированные углубления с очертаниями, соответствующими контуру изделий. Тесто из воронки, находящейся над рифленым барабаном и ротором, захватывается ими при вращении и запрессовывается благодаря рифлям барабана в ячейки ротора. Нож, располо- женный между рифленым барабаном и ротором, прилегает вплотную к ротору и очищает поверхность его от теста. Из ячеек ротора тестовые заготовки извлекаются прижимным ба- рабаном приемного полотна в момент его соприкосновения с ротором. Тесто прилипает к полотну и передается на трафарет, находящийся на второй транспортерной ленте, или непосредственно на печную ленту.
При формовании сахарного и песочного теста на ротационной машине необходимо иметь в виду следующее. Сила прилипания теста к ячейкам ротора не должна превышать силы сцепления частиц теста между собой, в противном случае нельзя будет полностью извлечь
тесто из ячеек ротора. Сила прилипания теста к приемному полотну должна превышать силы прилипания теста к ячейкам ротора.
Положение и состояние ножа в процессе работы машины оказывает большое влияние на условия формования теста. Нож должен плотно прилегать к стенке ротора, так как в противном случае не произойдет полной очистки теста с поверхности ротора и обра- зовавшийся слой теста между ножом и ротором будет способствовать преждевременному выбросу теста из ячеек ротора. Из этих же соображений нельзя допускать на кромке ножа зазубрин и остатков засохшего теста.
Заполнение ячеек ротора тестом зависит от положения ножа и расстояния между рифленым барабаном и ротором, которые обычно регулируются в зависимости от сорта и свойств теста. Чем выше расположен нож, тем слабее давление, испытываемое тестом, что может привести к недостаточному заполнению ячеек ротора, в результате чего извлечение теста из ячеек становится невозможным. При очень низком расположении ножа, благодаря сильному давлению, испытываемому тестом, ячейки ротора переполняются тестом, а прижимной барабан расплющивает избыток теста; вследствие этого вокруг отформованного теста и выпеченного печенья образуются заусеницы.
В последнее время найдено конструктивное решение процесса формования затяжного теста ротационным механизмом.
Формовать затяжное тесто непосредственно из куска теста невозможно, так как оно обладает способностью почти полностью восстанавливать свою форму после деформации.
Поэтому формование затяжного теста ротационным механизмом можно осуществить только
после многократной прокатки теста и из заранее подготовленной тестовой ленты.
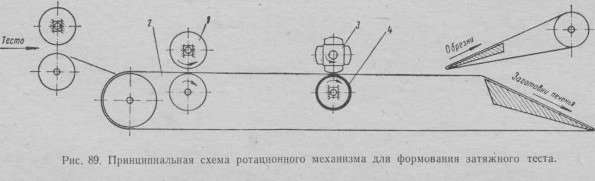
Принципиальная схема ротационного механизма для формования затяжного теста изображена на рис. 89. Предварительно подготовленная тестовая лента вначале прижимается валком 1 к ленте транспортера 2, для того чтобы увеличить силы сцепления теста с транспортером и тем самым устранить деформацию тестовых заготовок. За время прохождения тестовой ленты и отформованного теста на транспортере внутренние напряжения, вызывающие сокращение теста, частично рассасываются, благодаря чему сокращение тестовых заготовок по длине происходит уже незначительно.
Затем тестовая лента проходит под формующим ротором 3, который вырезает из ленты тестовые заготовки.

В
момент формования теста транспортерная лента опирается на ролик 4, обтянутый мягкой тканью.
Формующий ротор представляет собой четырехгранный вал, на котором укреплены матрицы 7, согнутые из полосового железа (рис. 90). Режущие кромки всех матриц располагаются навалу в одной цилиндрической поверхности. Диаметр формующего ротора 135 мм. В корпус каждой матрицы вварено донышко 2, к которому крепятся трафареты с рисунком 3 и надписью 5, а также шпильки 4 для прокалывания формуемого теста
Сбивные сорта сдобного печенья отсаживаются на прессмашинах (рис. 91) или на
машинах типа ФАК (рис. 92).Формование теста на машинах ФАК осуществляется следующим образом. Тесто после замеса поступает в воронку машины, откуда двумя рифлеными валками, находящимися под воронкой, вращающимися навстречу друг другу, захватывается и нагнетается через мундштуки разнообразного контура
Выжатое тесто определенныхочертаний отрывается от мундштуков подвижнымстолом в момент соприкосновения теста с ним.

////////////////////////////